一种一次性纸杯半自动生产设备的制作方法
1.本发明涉及纸杯生产技术领域,尤其涉及一种一次性纸杯半自动生产设备。
背景技术:
2.一次性纸是一种方便携带和使用,价格低廉的纸质杯子,是许多家庭和公共场所常见的喝水工具;
3.当然也可在其表面贴印广告图文,达到广告宣传的目的,一般纸杯表面都会增加自身标志,或生产商家的标记或类似环保宣传的标记,这些标记大多通过印刷完成,一般是在纸杯成型前完成印刷,部分通过粘贴图纸完成,粘贴的方式能够在纸杯加工结束后进行,能够对生产的无标记纸杯进行粘贴而达到不同的效果,又不会受即时生产的生产力影响,保证有效的供应量,故而也广泛使用,在广告纸的粘贴过程中,一般都是通过工人手动完成的,这一过程将因人为操作的不可控性,导致产品的不一致性,同时也存在贴错贴歪的情况,影响产生的一致性和美观性,且劳动强度大,因此亟需一种可控且成本较低的半自动设备。
技术实现要素:
4.本发明的目的是为了解决现有技术中粘贴效果差的问题,而提出的一种一次性纸杯半自动生产设备。
5.为了实现上述目的,本发明采用了如下技术方案:一种一次性纸杯半自动生产设备,包括加工台,所述加工台的底部固定有多个支架,所述加工台的上端固定有立架,所述立架的侧壁固定有悬架,所述立架的侧壁开设有升降槽,所述立架的顶部固定有电机,所述电机的输出轴固定有丝杆,所述丝杆位于升降槽的内部,所述丝杆的周向侧壁螺纹连接有滑块,所述滑块的侧壁固定有两个安装板,两个所述安装板的侧壁均通过扭簧转动连接有转轴,两个所述转轴的端部共同固定有推进箱,所述推进箱的内部设有杯径适配机构,两个所述安装板的侧壁均固定有限位板,所述悬架的侧壁开设有收纳槽,所述收纳槽的内壁通过限位弹簧连接有脱离板,所述加工台的上端固定有图文台,所述图文台的内壁固定有承载带,所述加工台的上端贯穿开设有掉落孔,所述悬架的侧壁设有自动输送机构。
6.在上述的一次性纸杯半自动生产设备中,所述杯径适配机构包括贯穿插设于推进箱端部的中心柱,所述中心柱内部中空且侧壁贯穿开设有多个连接孔,所述中心柱的外壁固定有膨胀囊,所述推进箱的内壁通过复位弹簧连接有推进板,所述推进板与推进箱的内壁密封滑动连接,所述推进箱的内部填充有电流变液。
7.在上述的一次性纸杯半自动生产设备中,所述自动输送机构包括贯穿开设于悬架侧壁的杯槽,所述杯槽的内底部开设有输送槽和让位槽,所述输送槽的内部设有输送带,所述让位槽的内壁通过扭簧转动连接有承载板,所述悬架的顶部固定有挡杆,所述悬架的顶部嵌设有按钮,所述承载板的上端设有压力传感器。
8.在上述的一次性纸杯半自动生产设备中,所述掉落孔的正下方设置有收集箱,所
述收集箱的侧壁贯穿开设有取出槽,所述承载带为弹性橡胶带或弹性印刷带。
9.在上述的一次性纸杯半自动生产设备中,所述悬架的侧壁固定有胶箱,所述胶箱的底部贯穿插设有胶管,所述胶管位于承载带的正上方且内部设有电磁阀。
10.与现有的技术相比,本发明的优点在于:
11.1、本发明中,保持通电强度即可保持电流变液的固化程度,从而保证膨胀囊的形状,继而可实现连续的加工,并且可调整的形变程度,可以适应多种杯径的纸杯,使得加工范围增大,整体的适应性更强;
12.2、本发明中,广告纸的摆放位置准确,纸杯运行的过程一致且准确,故而批量加工的纸杯,将会保证自身加工的一致性和准确性,保证自身有效和美观性,避免人工张贴带来的混乱;
13.3、本发明中,若承载带是弹性的印刷带,那么承载带上表面便具有印刷凹纹,工作人员只需向承载带表面涂刷油墨即可,后续的挤压凹陷将实现自动的印刷,整体效率更高,且操作简单;
14.4、本发明中,若广告纸自身没有粘胶,那么便需要在加工时涂胶以完成粘贴,在按钮启动时,同时启动的还有胶管内部的电磁阀,从而使得胶箱内部的液态胶沿胶管滴落,从而掉落在广告纸上,通过挤压液态胶将会扩散,从而实现有效的涂抹粘贴,完成半自动的粘贴,整体效率更高,且适应性更强;
15.5、本发明中,加工后的纸杯将在后续偏转至竖直状态时,受到脱离板的刮擦而脱离膨胀囊,进而自行掉落至掉落孔,从而进入收集箱中,实现堆叠收集,便于整体摆放。
附图说明
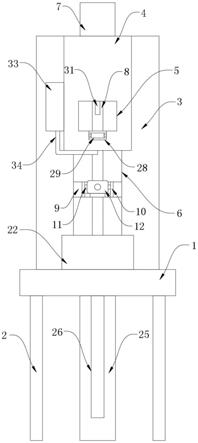
16.图1为本发明提出的一种一次性纸杯半自动生产设备的结构示意图;
17.图2为本发明提出的一种一次性纸杯半自动生产设备的侧剖视图;
18.图3为本发明提出的一种一次性纸杯半自动生产设备中推进箱部分的俯视图;
19.图4为本发明提出的一种一次性纸杯半自动生产设备中图文台部分的俯视图;
20.图5为图2中a部分的放大示意图;
21.图6为图2中b部分的放大示意图。
22.图中:1加工台、2支架、3立架、4悬架、5杯槽、6升降槽、7电机、8丝杆、9滑块、10安装板、11转轴、12推进箱、13复位弹簧、14推进板、15中心柱、16膨胀囊、17连接孔、18限位板、19收纳槽、20限位弹簧、21脱离板、22图文台、23承载带、24掉落孔、25收集箱、26取出槽、27让位槽、28输送槽、29输送带、30承载板、31挡杆、32按钮、33胶箱、34胶管。
具体实施方式
23.以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
24.实施例
25.参照图1
‑
6,一种一次性纸杯半自动生产设备,包括加工台1,加工台1的底部固定有多个支架2,加工台1的上端固定有立架3,立架3的侧壁固定有悬架4,立架3的侧壁开设有升降槽6,立架3的顶部固定有电机7,电机7的输出轴固定有丝杆8,丝杆8位于升降槽6的内部,丝杆8的周向侧壁螺纹连接有滑块9,滑块9的侧壁固定有两个安装板10,两个安装板10
的侧壁均通过扭簧转动连接有转轴11,两个转轴11的端部共同固定有推进箱12,推进箱12的内部设有杯径适配机构,两个安装板10的侧壁均固定有限位板,悬架4的侧壁开设有收纳槽19,收纳槽19的内壁通过限位弹簧20连接有脱离板21,脱离板21长度有限,故而推进箱12偏转过程中能够给予脱离板21水平分力,从而使得推力板受其推动而箱收纳槽19中移动,同时在弹力作用下贴附在推进箱12表面,避免推进箱12轻易回转,加工台1的上端固定有图文台22,图文台22的内壁固定有承载带,加工台1的上端贯穿开设有掉落孔24,悬架4的侧壁设有自动输送机构。
26.杯径适配机构包括贯穿插设于推进箱12端部的中心柱15,中心柱15内部中空且侧壁贯穿开设有多个连接孔17,中心柱15的外壁固定有膨胀囊16,推进箱12的内壁通过复位弹簧13连接有推进板14,推进板14与推进箱12的内壁密封滑动连接,推进箱12的内部填充有电流变液,同时具有液压油,被推进板14隔开,电流变液通电固化后将会推动推进板14移动,从而挤压液压油使其转移。
27.自动输送机构包括贯穿开设于悬架4侧壁的杯槽5,杯槽5的内底部开设有输送槽28和让位槽27,输送槽28的内部设有输送带29,输送带29由外部设备驱动用于输送其上的待加工纸杯,让位槽27的内壁通过扭簧转动连接有承载板30,悬架4的顶部固定有挡杆31,悬架4的顶部嵌设有按钮32,承载板30的上端设有压力传感器,保证纸杯的连续单个添加,保证加工的有序性。
28.掉落孔24的正下方设置有收集箱25,收集箱25的侧壁贯穿开设有取出槽26,承载带23为弹性橡胶带或弹性印刷带,可行变,且形变产生的压力能够保证广告纸的有效压紧粘贴。
29.悬架4的侧壁固定有胶箱33,胶箱33的底部贯穿插设有胶管34,胶管34位于承载带23的正上方且内部设有电磁阀,受按钮32的控制,启动后开启,胶箱33内部的粘胶将由胶管34滴落至广告纸上,实现有效粘贴。
30.本发明中,在对纸杯表面进行图文广告的粘贴时,首先取出带加工的纸杯,然后将其套在中心柱15上,继而向推进箱12内部的电流变液通电,且通电强度缓慢增加,使得电流变液通电固化并且一定程度的膨胀,从而推动推进板14移动,使得推进板14将推进箱12内部的液压油挤入中心柱15内部,进而由连接孔17进入到膨胀囊16中,使得膨胀囊16受到液压油的挤压而膨胀,膨胀后的膨胀囊16将会与纸杯内壁相抵,从而实现对纸杯的内部支撑,使得纸杯得到有效的固定,由于膨胀囊16的弹性较强,故而形变后整体形状确定不会因重力而轻易再变形,保持通电强度即可保持电流变液的固化程度,从而保证膨胀囊16的形状,继而可实现连续的加工,并且可调整的形变程度,可以适应多种杯径的纸杯,使得加工范围增大,整体的适应性更强;
31.在确定膨胀囊16的形状后,工作人员将带有粘胶的广告纸打开,然后将有胶一面朝上,放置在承载带23上规划确定的位置,然后启动电机7,电机7将会带动丝杆8转动,由于滑块9受到升降槽6内壁的限位,使得滑块9能够顺利的上下运动,进而使得膨胀囊16随之运动;
32.在滑块9上移时,膨胀囊16将会受到悬架4的阻碍,从而导致膨胀囊16及推进箱12整体绕着转轴11转动,从而让位达到继续上移的效果,随着偏转的持续,推进箱12将会与限位板18接触,进而推动脱离板21向收纳槽19内部移动,随着上移过程的持续,结合脱离板21
受到的限位弹簧20的弹力,使得偏转后推进箱12将偏转至竖直状态且保持竖直状态向上持续移动,由于用于推进箱12回转的安装用扭簧的弹力不足以克服限位弹簧20的弹力,而限位板18又能够限制推进箱12的过度偏转,故而推进箱12能够达到竖直状态且必然保持竖直状态上移,直至不再受到脱离板21的限制;
33.在推进箱12离开脱离板21位置后,将来到挡杆31的位置,此时的推进箱12将在自身扭簧的弹力作用下有回转的趋势,但是受到挡杆31的限制从而仍保持在竖直状态,因此推进箱12到达悬架4位置后,将会偏转并保持竖直状态上移;
34.在推进箱12上移过程中,将会推动承载板30偏转让位,穿过位置后承载板30将会回转复,在到达顶部后,将会挤压按钮32使其启动,使得输送带29将其上,提前摆放或从其他工序转移来的纸杯向承载板30输送,由于承载板30上设有压力传感器,在接收到一个纸杯后,受到足够的压力,将会传递电信号,从而停止输送带29的输送,保证承载板30上有且仅有一个纸杯,保证加工的有序性;
35.由于丝杆8为往复丝杆,滑块9将会带动推进箱12和膨胀囊16往复运动,在到达顶端后,膨胀囊16将会下移复位,仍保持竖直状态移动,从而使得膨胀囊16能够在下移过程中插入到承载板30上放置的纸杯中,并且推动承载板30偏转让位,由于纸杯受到膨胀囊16的内侧支撑,从而能够随膨胀囊16同步移动,偏转的承载板30也将推动脱离板21使其回到收纳槽19中,为纸杯的下移让位,最终纸杯及推进箱12脱离悬架4的范围,从而在自身扭簧弹力作用下回转,使得纸杯由输送的竖直状态转变为水平状态,从而使得纸杯的侧面朝下;
36.随着下移过程的持续,纸杯将会与承载带23上的广告纸接触,并且承载带23能够形变凹陷,从而使得广告纸能够更好的贴合在纸杯的外壁,而承载带23的形变压力能够实现对广告纸的压紧,使得广告纸能够更好的贴在纸杯上,进而实现半自动的准确张贴,由于广告纸的摆放位置准确,纸杯运行的过程一致且准确,故而批量加工的纸杯,将会保证自身加工的一致性和准确性,保证自身有效和美观性,避免人工张贴带来的混乱;
37.同样的,若承载带23是弹性的印刷带,那么承载带23上表面便具有印刷凹纹,工作人员只需向承载带23表面涂刷油墨即可,后续的挤压凹陷将实现自动的印刷,整体效率更高,且操作简单;
38.若广告纸自身没有粘胶,那么便需要在加工时涂胶以完成粘贴,在按钮32启动时,同时启动的还有胶管34内部的电磁阀,从而使得胶箱33内部的液态胶沿胶管34滴落,从而掉落在广告纸上,通过挤压液态胶将会扩散,从而实现有效的涂抹粘贴,完成半自动的粘贴,整体效率更高,且适应性更强;
39.若需要在纸杯的特定位置进行粘贴,工作人员只需对输送带29上的纸杯进行简单的转动即可实现位置的调整,整体也十分便捷,操作难度小强度低,整体的适应性强;
40.在粘贴完成的纸杯随膨胀囊16上移时,工作人员可以直接取下进行摆放收集,也可以不取,纸杯将在后续偏转至竖直状态时,受到脱离板21的刮擦而脱离膨胀囊16,进而自行掉落至掉落孔24,从而进入收集箱25中,实现堆叠收集,便于整体摆放,由于膨胀囊16膨胀形变,表面必然为弧形,而脱离板21受到限位弹簧20的弹力作用,必然始终贴合在推进箱12或膨胀囊16表面,而制备套在膨胀囊16外部,必然不会与膨胀囊16表面平滑连接,故而位于最下方的纸杯必然会受到脱离板21的刮擦而掉落。
41.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和
原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1