一种提高网络复丝网络牢度的方法与流程
1.本发明属于纺丝领域,涉及一种提高网络复丝网络牢度的方法。
背景技术:
2.网络技术是化纤生产中广泛应用、成熟度比较高的一项技术,具有较强的实用性和较大的发展空间。网络加工是一项有效提高化纤长丝抱合力的技术,可使丝条达到不加捻、免上浆的目的,可有效缩短长丝织造时的工艺流程。现阶段,长丝网络技术通常采用的技术措施是将未网络的复丝喂入网络喷嘴的丝道内,通过一个喷口向丝道内射入高压气流,高压气流在丝道内形成的旋转涡流使得复丝内的单丝相互纠缠、穿插,从而形成网络结。影响复丝网络牢度的因素通常有压缩空气压强、加工速度等,通过优化压缩空气压强、加工速度等技术参数可以适当提高网络丝的网络牢度,因此,这种方法得到的网络复丝在织造时网络结在综框及钢扣反复的作用下,还是会出现松脱的现象,从而会影响织造质量。
技术实现要素:
3.针对现有技术存在的问题,本发明的一种提高网络复丝网络牢度的方法,具体是:设计新的喷嘴,并其中该喷嘴中的两个喷口在丝道内形成的不同旋转方向涡流的作用,使复丝在网络时单丝不是沿一个方向纠缠、穿插,使得网络结的结构形态更加稳定,网络的牢度也更高,有效减少了织造时网络结的松脱现象,为网络复丝织造时的织造质量提供了保证。
4.为达到上述目的,本发明提供的技术方案如下:
5.一种提高网络复丝的网络牢度的方法,采用dty纺丝工艺,未经网络作用的复丝经张力器调整预加张力后由喂给罗拉和喂给皮辊握持后喂入并穿过喷嘴的丝道,由引纱罗拉和引纱皮辊握持引出,并由卷绕罗拉卷绕即得所述网络复丝;
6.喷嘴是由一立方体结构(材质一般是金属材质)加工形成,所述立方体上,面a和面a’相互平行,面b和面b’相互平行,面c和面c’相互平行;所述加工是指在面c上开设贯通面b和面b’的槽w、槽v和槽u,在面a上开设延伸至面a’的通孔,通孔穿过槽w、槽v和槽u并作为所述喷嘴的丝道,其中槽w和槽v之间的一部分丝道记为丝道a,槽v和槽u之间的一部分丝道记为丝道b;在面b上开设与所述丝道a连通的孔x,所述孔x与所述丝道a的连接面完全落入所述丝道a的侧壁上;在面b’上开设有与所述丝道b连通的孔y,所述孔y与所述丝道b的连接面完全落入所述丝道b的侧壁上;所述孔x的中心轴线和所述孔y的中心轴线均与所述丝道的中心轴线异面垂直,所述孔x的中心轴线和所述孔y的中心轴线在所述丝道的横截面上的投影线相互平行且相较于横截面的中心点对称;x作为丝道a的喷口i,孔y作为丝道b的喷口ii;
7.喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等;
8.复丝穿过喷嘴的丝道时,喷口i和喷口ii分别向丝道a和丝道b内间歇射入压缩气
流(即在丝道a内,复丝先经喷口i射入的气流的网络作用,再在丝道b内经喷口ii射入的气流的网络作用);喷口i向丝道a内射入气流的时间为t1,经过
△
t后,喷口ii开始向丝道b内射入气流,射入的时间为t2,其中t1和t2相等;其中,
△
t=d/v,d为所述喷口i与所述喷口ii的中心轴线之间的水平距离,v为引纱罗拉的线速度;
9.喷口ⅰ向丝道内射入压缩气流的压强大于喷口ⅱ向丝道内射入压缩气流的压强。
10.长丝网络加工的一般原理为当长丝经过喷嘴时,受到喷口气流的冲击作用,丝束原先平行的单丝分离,形成对称的蓬松波状而成开松段,称为开纤部,未受气流冲击的单丝在涡流的作用下相互穿插、转移,形成假捻辫状而成网络结,称为交络部。衡量网络复丝的网络程度通常有两个指标,一是网络度n,是指单位长度(m)上网络结的数目;二是网络牢度s,定义为nr/n,其中,nr为单位长度的网络复丝在负荷132mn/tex作用3min后,残留的网络结的数目,根据fz/t 50001-2005《合成纤维长丝网络度试验方法》测试。
11.本发明提高复丝网络牢度的原理为:
12.网络加工的原理是复丝在旋转气流的作用下会发生相互纠缠,由于气流是以旋转涡流的形态在流动,因此,复丝在受到气流作用相互穿插、转移时,其穿插、转移的方向与气流的旋转方向有关,都是顺着气流的方向。现有技术中的网络工艺所制得的网络复丝之所以网络牢度不高,在织造时会存在松脱的现象,是因为,现有技术中的网络工艺中网络结产生时,单丝之间的纠缠及穿插方向是一致的。
13.在本发明中,先通过设置喷嘴前后的喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等,可以使喂给罗拉和引纱罗拉之间无超喂现象,从而可以保证复丝在喷嘴的丝道内处于中心轴线上,然后本发明还在网络喷嘴上设置两个喷口,由于喷口i和喷口ii位于丝道的相对侧,即喷口i和喷口ii都不对准丝道的中心轴线,旋转气流的只作用于复丝中心外侧的单丝,使外侧单丝对中心的单丝形成一定的包缠效果,具体地:由于喷口i位于丝道a中心轴线的上半部,其射入丝道a的气流会形成旋转的涡流形态,旋转流动的气流会使长丝在网络时,网络结的形态随气流的方向发生偏转,即网络结的形态顺着气流旋转的方向;由于喷口ii位于丝道b截面的下半部,其射入丝道b的气流也会形成旋转的涡流形态,且丝道a内的旋转气流的方向与丝道b内的旋转气流方向是相反的,且两个丝道内的旋转气流被中间槽v分割,相互独立不影响,所以复丝在丝道a内形成的网络结的偏转的方向与在丝道b内形成的网络结的偏转方向相反,则复丝网络时,纠缠穿插的方向也是相反的,因此,当外侧单丝对中心的单丝形成一定的包缠时在两股反向相反的气流作用下,还会相互打结,因此网络后的牢度更高;同时,本发明控制喷口i射入气流的压强较大,则喷口i射入的气流形成的涡流作用更强,复丝中的单丝在涡流的作用下发生的转移幅度更大,因此喷口ⅰ的气流决定了复丝网络的偏转方向,喷口ii射入气流的压强小,会使经喷口i网络后的复丝在网络结处再次反方向穿插,但不会改变网络结的偏转方向,只是起到打乱并干扰网络结的方向,使单丝之间的纠缠、穿插作用更强,形成网络结的主要形态,通过对工艺的控制,使喷口i形成的网络结再次受到喷口ii气流的作用,单丝再次反方向转移、纠缠,因此,网络结的网络牢度变的更好,更不易脱离,织造时的牢度更好。
14.作为优选的技术方案:
15.如上所述的一种提高网络复丝网络牢度的方法,所述丝道的直径为2.5~3mm,所
述喷口i与所述喷口ii的结构相同,孔径均为0.5~1mm,所述孔x的中心轴线在所述丝道的横截面上的投影线与所述横截面的中心点之间的距离0.5~0.8mm。
16.如上所述的一种提高网络复丝网络牢度的方法,喷口i向丝道a内射入气流的压强为0.1~0.3mpa,喷口ii向丝道b内射入气流的压强为0.05~0.08mpa。
17.如上所述的一种提高网络复丝网络牢度的方法,d的取值范围为18~20mm,v的取值范围为30~50m/s。
18.如上所述的一种提高网络复丝网络牢度的方法,预加张力为0.01~0.05n。该预加张力的设置目的是:由于添加了喂给罗拉和引纱罗拉,复丝在丝道内是伸直状态,预加张力太大,会影响单丝的穿插、转移。
19.如上所述的一种提高网络复丝网络牢度的方法,t1为0.1~0.3ms。
20.如上所述的一种提高网络复丝网络牢度的方法,所述网络复丝的规格为3~15tex/10~40f。
21.如上所述的一种提高网络复丝网络牢度的方法,所述网络复丝在纵向长度方向上由连续的若干个循环单元组成;每个循环单元是由顺序连接的开纤部和交络部组成。
22.如上所述的一种提高网络复丝网络牢度的方法,所述网络复丝的网络牢度为97~99%。
23.有益效果
24.与现有技术相比,本发明的一种提高网络复丝网络牢度的方法具有以下优点:
25.(1)本发明的一种提高网络复丝网络牢度的方法所形成的网络复丝的网络牢度高,网络后的复丝在织造时网络结不易松开,可以达到不加捻、不上浆即可织造,缩短了织造工艺流程;
26.(2)本发明的一种提高网络复丝网络牢度的方法,工艺简单,所用网络喷嘴加工加工方便,较易实现,适用范围广。
附图说明
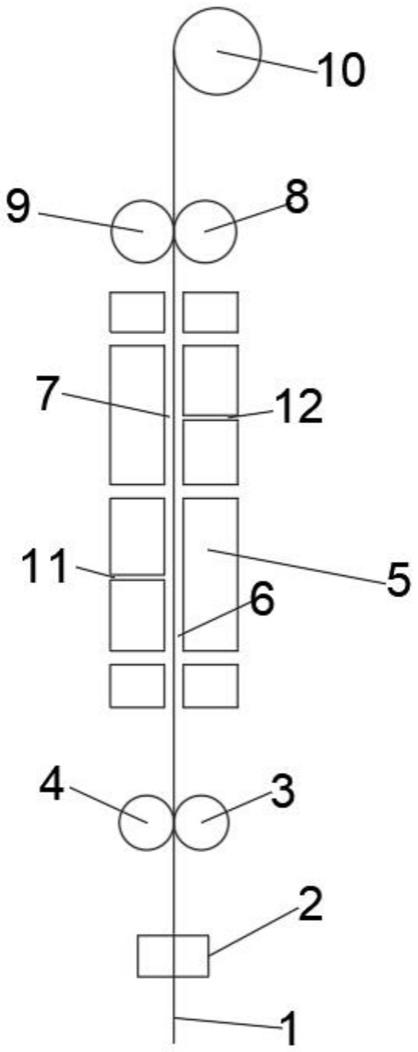
27.图1为提高网络复丝网络牢度的装置结构示意图;
28.图2为喷嘴的剖面结构示意图;
29.其中,1-未经网络作用的复丝,2-张力器,3-喂给罗拉,4-喂给皮辊,5-喷嘴,6-丝道a,7-丝道b,8-引纱罗拉,9-引纱皮辊,10-卷绕罗拉,11-喷口i,12-喷口ii。
具体实施方式
30.下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
31.实施例1
32.一种提高网络复丝网络牢度用的喷嘴,其结构如下:
33.如图2所示,喷嘴是由一立方体结构(金属材质)加工形成,所述立方体上,面a和面a’相互平行,面b和面b’相互平行,面c和面c’相互平行;所述加工是指在面c上开设贯通面b
和面b’的槽w、槽v和槽u,在面a上开设延伸至面a’的直径为2.5~3mm的通孔,通孔穿过槽w、槽v和槽u并作为所述喷嘴的丝道,其中槽w和槽v之间的一部分丝道记为丝道a 6,槽v和槽u之间的一部分丝道记为丝道b 7;在面b上开设与所述丝道a连通的孔x,所述孔x与所述丝道a的连接面完全落入所述丝道a的侧壁上;在面b’上开设有与所述丝道b连通的孔y,所述孔y与所述丝道b的连接面完全落入所述丝道b的侧壁上;所述孔x的中心轴线和所述孔y的中心轴线均与所述丝道的中心轴线异面垂直,所述孔x的中心轴线和所述孔y的中心轴线在所述丝道的横截面上的投影线相互平行且相较于横截面的中心点对称;x作为丝道a的喷口i11,孔y作为丝道b的喷口ii 12;喷口i与喷口ii的结构相同,孔径均为0.5~1mm;孔x的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离0.5~0.8mm。
34.实施例2
35.一种提高网络复丝的网络牢度的方法,其网络方法如下:
36.(1)原料准备a:未经网络作用的规格为25tex/40f的涤纶poy;
37.(2)以a为复丝原料,采用dty工艺进行纺丝:如图1所示,未经网络作用的涤纶poy 1经张力器2调整预加张力后,由喂给罗拉3和喂给皮辊4握持后喂入并穿过喷嘴5(实施例1中的结构)的丝道,由引纱罗拉8和引纱皮辊9握持引出,并由卷绕罗拉10卷绕,制成规格为15tex/40f的网络复丝;
38.其中,喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等;当复丝穿过喷嘴的丝道时,喷口i和喷口ii分别向丝道a和丝道b内间歇射入压缩气流(即在丝道a内,复丝先经喷口i射入的气流的网络作用,再在丝道b内经喷口ii射入的气流的网络作用);喷口i向丝道a内射入气流的时间为t1,经过
△
t后,喷口ii开始向丝道b内射入气流,射入的时间为t2;其中t1和t2相等,
△
t=d/v,d为所述喷口i与所述喷口ii的中心轴线之间的水平距离,v为引纱罗拉的线速度;喷口ⅰ向丝道内射入压缩气流的压强大于喷口ⅱ向丝道内射入压缩气流的压强;具体的工艺参数和喷嘴的结构参数设置如下:
39.预加张力为0.05n;
40.丝道直径为3mm
41.喷口直径为1mm
42.t1为0.3ms;
43.d为18mm;
44.v为35m/s;
45.喷口i向丝道a内射入气流的压强为0.3mpa;
46.喷口ii向丝道b内射入气流的压强为0.05mpa;
47.制得的网络复丝在纵向长度方向上由连续的若干个循环单元组成,每个循环单元是由顺序连接的开纤部和交络部组成;网络复丝的网络牢度为99%。
48.实施例3
49.一种提高网络复丝的网络牢度的方法,其网络方法如下:
50.(1)原料准备a:未经网络作用的规格为17tex/30f的涤纶poy;
51.(2)以a为复丝原料,采用dty工艺进行纺丝:如图1所示,未经网络作用的涤纶poy 1经张力器2调整预加张力后,由喂给罗拉3和喂给皮辊4握持后喂入并穿过喷嘴5(实施例1
中的结构)的丝道,由引纱罗拉8和引纱皮辊9握持引出,并由卷绕罗拉10卷绕,制成规格为10tex/30f的网络复丝;
52.其中,喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等;当复丝穿过喷嘴的丝道时,喷口i和喷口ii分别向丝道a和丝道b内间歇射入压缩气流(即在丝道a内,复丝先经喷口i射入的气流的网络作用,再在丝道b内经喷口ii射入的气流的网络作用);喷口i向丝道a内射入气流的时间为t1,经过
△
t后,喷口ii开始向丝道b内射入气流,射入的时间为t2;其中t1和t2相等,
△
t=d/v,d为所述喷口i与所述喷口ii的中心轴线之间的水平距离,v为引纱罗拉的线速度;喷口ⅰ向丝道内射入压缩气流的压强大于喷口ⅱ向丝道内射入压缩气流的压强;具体的工艺参数和喷嘴的结构参数设置如下:
53.预加张力为0.01n;
54.丝道直径为2.5mm
55.喷口直径为0.5mm
56.t1为0.2ms;
57.d为20mm;
58.v为50m/s;
59.喷口i向丝道a内射入气流的压强为0.1mpa;
60.喷口ii向丝道b内射入气流的压强为0.08mpa;
61.制得的网络复丝在纵向长度方向上由连续的若干个循环单元组成,每个循环单元是由顺序连接的开纤部和交络部组成;网络复丝的网络牢度为97%。
62.实施例4
63.一种提高网络复丝的网络牢度的方法,其网络方法如下:
64.(1)原料准备a:未经网络作用的规格为20tex/35f的涤纶poy;
65.(2)以a为复丝原料,采用dty工艺进行纺丝:如图1所示,未经网络作用的涤纶poy 1经张力器2调整预加张力后,由喂给罗拉3和喂给皮辊4握持后喂入并穿过喷嘴5(实施例1中的结构)的丝道,由引纱罗拉8和引纱皮辊9握持引出,并由卷绕罗拉10卷绕,制成规格为12tex/35f的网络复丝;
66.其中,喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等;当复丝穿过喷嘴的丝道时,喷口i和喷口ii分别向丝道a和丝道b内间歇射入压缩气流(即在丝道a内,复丝先经喷口i射入的气流的网络作用,再在丝道b内经喷口ii射入的气流的网络作用);喷口i向丝道a内射入气流的时间为t1,经过
△
t后,喷口ii开始向丝道b内射入气流,射入的时间为t2;其中t1和t2相等,
△
t=d/v,d为所述喷口i与所述喷口ii的中心轴线之间的水平距离,v为引纱罗拉的线速度;喷口ⅰ向丝道内射入压缩气流的压强大于喷口ⅱ向丝道内射入压缩气流的压强;具体的工艺参数和喷嘴的结构参数设置如下:
67.预加张力为0.01n;
68.丝道直径为3mm
69.喷口直径为0.5mm
70.t1为0.1ms;
71.d为20mm;
72.v为50m/s;
73.喷口i向丝道a内射入气流的压强为0.1mpa;
74.喷口ii向丝道b内射入气流的压强为0.08mpa;
75.制得的网络复丝在纵向长度方向上由连续的若干个循环单元组成,每个循环单元是由顺序连接的开纤部和交络部组成;网络复丝的网络牢度为98%。
76.实施例5
77.一种提高网络复丝的网络牢度的方法,其网络方法如下:
78.(1)原料准备a:未经网络作用的规格为14tex/20f的涤纶poy;
79.(2)以a为复丝原料,采用dty工艺进行纺丝:如图1所示,未经网络作用的涤纶poy 1经张力器2调整预加张力后,由喂给罗拉3和喂给皮辊4握持后喂入并穿过喷嘴5(实施例1中的结构)的丝道,由引纱罗拉8和引纱皮辊9握持引出,并由卷绕罗拉10卷绕,制成规格为8tex/20f的网络复丝;
80.其中,喂给罗拉和喂给皮辊之间的握持点与引纱罗拉和引纱皮辊之间的握持点之间的连线与丝道的中心轴线重合,且喂给罗拉和引纱罗拉的线速度相等;当复丝穿过喷嘴的丝道时,喷口i和喷口ii分别向丝道a和丝道b内间歇射入压缩气流(即在丝道a内,复丝先经喷口i射入的气流的网络作用,再在丝道b内经喷口ii射入的气流的网络作用);喷口i向丝道a内射入气流的时间为t1,经过
△
t后,喷口ii开始向丝道b内射入气流,射入的时间为t2;其中t1和t2相等,
△
t=d/v,d为所述喷口i与所述喷口ii的中心轴线之间的水平距离,v为引纱罗拉的线速度;喷口ⅰ向丝道内射入压缩气流的压强大于喷口ⅱ向丝道内射入压缩气流的压强;具体的工艺参数和喷嘴的结构参数设置如下:
81.预加张力为0.05n;
82.丝道直径为2.5mm
83.喷口直径为1mm
84.t1为0.3ms;
85.d为18mm;
86.v为30m/s;
87.喷口i向丝道a内射入气流的压强为0.3mpa;
88.喷口ii向丝道b内射入气流的压强为0.05mpa;
89.制得的网络复丝在纵向长度方向上由连续的若干个循环单元组成,每个循环单元是由顺序连接的开纤部和交络部组成;网络复丝的网络牢度为99%。
90.对比例1
91.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:喷口ii中不射入压缩气流;
92.制得的网络复丝的网络牢度为87%。将对比例1和实施例2进行对比可以看出,对比例1的网络牢度下降,这是因为当喷口ii不射入压缩气流时,复丝仅受到喷口i射入的压缩气流的作用,其网络牢度和现有技术的网络牢度处于同一水平。
93.对比例2
94.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:喷口ⅰ向丝道
内射入压缩气流的压强等于喷口ⅱ向丝道内射入压缩气流的压强,均为0.3mpa;
95.制得的网络复丝的网络牢度为82%。将对比例2和实施例2进行对比可以看出,对比例2的网络牢度下降,这是因为喷口i向丝道内射入压缩气流的压强等于喷口ii向丝道内射入压缩气流的压强时,由于两股气流的方向相反,压强相同,喷口ii射入的气流对喷口i形成的网络结的解捻作用较强,反而会降低网络牢度。
96.对比例3
97.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:采用的喷嘴的结构与实施例1之间存在区别,即孔x的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离为0。
98.制得的网络复丝的网络牢度为83%。将对比例3和实施例2进行对比可以看出,对比例3的网络牢度下降,这是因为当喷口i和喷口ii射入气流的方向都对准丝道的中心位置时,气流的作用会直接作用于复丝的中心,位于中心区域的气流会向两边扩散,从而比较混合且形成的涡流形态不稳定,导致所形成的交缠、打结作用较弱,因此,网路牢度相对较低。
99.对比例4
100.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:采用的喷嘴的结构与实施例1之间存在区别,即所述孔x的中心轴线和所述孔y的中心轴线在所述丝道的横截面上的投影线相互平行且相较于横截面的中心点不对称,且孔x的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离为0,而孔y的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离同实施例1。
101.制得的网络复丝的网络牢度为88%。将对比例4和实施例2进行对比可以看出,对比例4的网络牢度下降,这是因为当喷口i中的气流对准复丝的中心,而喷口ⅱ吹一侧单丝时,由于喷口i射入气流的压强较大,且作用于复丝的中心位置,形成的涡流效应较差,单丝在气流i作用下的转移,交缠较弱,因此网路牢度较低。
102.对比例5
103.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:采用的喷嘴的结构与实施例1之间存在区别,即所述孔x的中心轴线和所述孔y的中心轴线在所述丝道的横截面上的投影线相互平行且相较于横截面的中心点不对称,且孔x的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离同实施例1,而孔y的中心轴线在丝道的横截面上的投影线与所述横截面的中心点之间的距离为0。
104.制得的网络复丝的网络牢度为90%。将对比例5和实施例2进行对比可以看出,对比例5的网络牢度下降,这是因为当喷口ⅰ的气流对准一侧单丝,而喷口ⅱ的气流对准复丝的中间位置时,其作用原理与对比例4的作用原理是一致的,不过由于喷口ⅰ吹一侧时比喷口ⅱ吹一侧时形成的涡流作用要强,因此对比例5的网络牢度大于对比例4。
105.对比例6
106.一种网络复丝的网络方法,其操作基本同实施例2,不同之处仅在于:采用的喷嘴的结构与实施例1之间存在区别,即所述孔x和孔y都是在面b上形成。
107.制得的网络复丝的网络牢度为92%。将对比例6和实施例2进行对比可以看出,对比例6的网络牢度下降,这是因为当喷口ⅰ和喷口ⅱ射入气流的方向相同,对网络结的网络方向是相同的,无反向的纠缠、打结作用,则网络牢度会降低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1