一种穿分绞纱装置
1.本实用新型涉及绞纱分绞过程中穿分绞纱的技术,具体为一种穿分绞纱装置,其包含穿纱部件、连接部件、开合导向部件、吸纱部件、扎透部件及送纱部件,所述穿纱部件为至少含有一段“u”形孔的部件,连接部件也是含有“u”形孔的部件,连接部件与穿纱部件的“u”形孔开口相对布置,所述“u”形孔至少在其“u”形半包围的内侧可以分开,所述开合导向部件用于连接、导向穿纱部件与连接部件,所述吸纱部件为接至负压吸风装置的管状部件,所述扎透部件为两片能够开合的片状部件,所述送纱部件包括至少一组送纱驱动部件和送纱握持部件,本实用新型所述穿分绞纱装置结构简单,便于实现绞纱分绞的自动化。
背景技术:
2.在纺织行业,经常需要将丝、细纱或股线按规定的重量或长度摇成绞纱,绞纱俗称框纱。一般情况下,把丝、细纱或股线摇成绞后,需要进行分绞(或称为编绞,说明书中后面统一称为分绞),以保持绞纱中的丝、细纱或股线在后续的处理过程中保持有序,便于后期从绞纱退绕出丝、细纱或股线,为方便起见,说明书中后续将绞纱中的丝、细纱或股线统称为纱。
3.目前,国内外纺织行业绞纱的分绞或编绞均采用人工的方式,人工分绞(编绞)绞纱时,操作人员用分绞纱(可能是一根较粗的纱,也可能是多根纱,还可能使一根绳等,说明书中后续统称之位分绞纱)将绞纱分束并将分绞纱首尾系在一起。人工分绞的效率比较低,操作人员比较劳累,动作重复,并且容易得职业病。
4.申请号为201810009442.0的发明专利申请“一种自动编绞方法”采用类似单链缝合缝纫机的结构将线框上的线束分道缠绕,用收集装置收集缠绕线头、内层线头和外层线头,再用自动打结器将他们打结,完成自动编绞。该方法分道缠绕时所采用的类似缝纫机结构比较复杂,调整要求较高,对不同粗细的纱适应能力均需要调整,当摇绞机工位较多时,该方法实施不便。
5.为了能开发多锭位的自动摇纱设备,需要结构简单的穿分绞纱装置。鉴于以上问题,本实用新型公开一种穿分绞纱装置,所述穿分绞纱装置用电机驱动牵引分绞纱,用气流借助穿纱部件和连接部件中的连续通道将分绞纱穿过绞纱,形成与人工穿分绞纱相同的穿分绞纱效果,应用所述穿分绞纱装置利于实现分绞的自动化。
技术实现要素:
6.对现有技术的不足,本实用新型要解决的技术问题是,提供一种穿分绞纱装置,其解决方案是:
7.一种穿分绞纱装置,用于摇纱机,其包含穿纱部件、连接部件、开合导向部件以及吸纱部件,所述穿分绞纱装置还包含扎透部件及送纱部件。
8.所述穿纱部件为至少含有一段“u”形孔的部件,所述“u”形孔至少在其“u”形半包围的内侧可以分开,穿纱部件在“u”形孔半包围的内侧对应的位置具有容纳绞纱束的空间,
所述“u”形孔的截面形状确保拉动分绞纱时分绞纱在“u”形孔的内侧可以分开处被拉动至“u”形孔外;穿纱部件含有的“u”形孔的数量与绞纱被分绞成的绞纱束数量相同,当穿纱部件含有的“u”形孔数量大于1时,“u”形孔开口朝向相同,相邻“u”形孔的首、尾依次并列排列,且相邻两个“u”形孔相邻的首、尾所对应的穿纱部件处分绞开的绞纱束相同;
9.所述连接部件也是含有“u”形孔的部件,连接部件的“u”形孔与穿纱部件“u”形孔开口相对布置,使穿纱部件与连接部件的“u”形孔首尾相连形成闭合连续的、轨迹呈连续绞合圆圈状的通道,所述连接部件含有的“u”形孔数量比绞纱被分绞成的绞纱束数量少1,所述连接部件中的“u”形孔至少在朝向穿纱部件的一侧可以分开;
10.所述穿纱部件及连接部件的“u”形孔至少在一侧可以分开是通过以下两种方式之一实现的,第一种是所述“u”形孔是由两片可以分开的部件贴合在一起构成的,这种情况下,所述“u”形孔在截面上有两处可以分开,第二种方式是形成所述“u”形孔的材料仅在”u”形内侧对应的位置有贯穿的、不受外力时闭合的、拉动分绞纱可以通过的开口。
11.所述开合导向部件用于连接、导向穿纱部件与连接部件,使其在互相接触时穿纱部件及连接部件的“u”形孔首尾对齐相连通。
12.所述吸纱部件为接至负压吸风装置的管状部件,将负压吸风直接或者经连接部件上的通孔间接引至穿纱部件上出分绞纱的“u”形孔中,所述吸纱部件含有夹纱部件。
13.所述扎透部件为两片能够开合的梳齿片状部件,两片扎透部件合在一起时由绞纱的半径方向扎透绞纱,扎透绞纱后两片扎透部件分开将绞纱分开形成供穿纱部件或连接部件通过的间隙,两片扎透部件分开采用平动或摆动的方式,由分离驱动部件驱动两片扎透部件分开。
14.所述送纱部件包括至少一组送纱驱动部件和送纱握持部件,所述送纱驱动部件驱动送纱握持部件主动输送分绞纱,送纱部件还包括夹纱部件。
15.应用所述穿分绞纱装置时,首先使穿纱部件及连接部件分开分别位于绞纱半径方向的两侧,开合导向部件导向穿纱部件与连接部件互相靠近,靠近过程中扎透部件扎透绞纱并将绞纱分开间隙,穿纱部件与连接部件在扎透部件分开的间隙中互相靠近至连接部件与穿纱部件相对接触,使穿纱部件与连接部件内的“u”形孔首尾相连形成闭合连续的通道;采用吸纱部件吸气的气流引导将分绞纱穿过穿纱部件以及连接部件中的“u”形孔,将分绞纱穿过“u”形孔的顺序应使分绞纱首尾打结后对绞纱束形成连续绞合的圆圈状包围;将穿纱部件沿穿过绞纱时相反的方向移动离开绞纱,连接部件向远离穿纱部件的方向移动,分绞纱由“u”形孔内侧可以分开的位置处出来后保留在绞纱需要分绞位置处。
附图说明
16.图1为本实用新型一种穿分绞纱装置实施例1的结构主视示意图。
17.图2为本实用新型一种穿分绞纱装置实施例1的结构左视示意图。
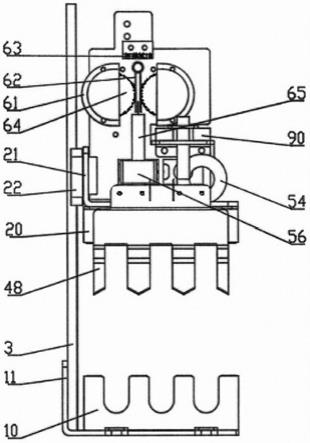
18.图3为本实用新型一种穿分绞纱装置实施例1的结构右视示意图。
19.图4为本实用新型所述穿纱部件工作原理示意图1。
20.图5为本实用新型所述穿纱部件工作原理示意图2。
21.图6为本实用新型所述穿纱部件及连接部件工作原理示意图。
22.图7为本实用新型一种穿分绞纱装置实施例2的结构主视示意图。
23.图8为本实用新型一种穿分绞纱装置实施例2的结构左视示意图。
24.图9为本实用新型一种穿分绞纱装置实施例2的结构右视示意图。
25.图中:10.穿纱部件 101.穿纱u形管状部件 102.过纱口 11.穿纱部件安装板 20.连接部件 201.连接“u”形管状部件 21.连接部件安装板 22.连接部件滑块 3.导轨 40.分离辊 41.分离拨爪 42.平动扎透部件 43.平动扎透滑块 44.平动扎透导轨 45.垫块 46.平动弹簧 47.固定扎透部件 48.摆动扎透部件 481.扭簧 49.摆动驱动气缸 50.吸纱管 51.压管部件 52.压管气缸 54.张力吸管 55.压纱驱动部件 56.压纱部件 60.牵引电机 61.牵引防护罩 62.送纱弹簧钢片 63.导纱眼 64.牵引轮 65.导纱管 66.分纱板 90.纱线传感器 91.绞纱
具体实施方式
26.下面结合图例给出本实用新型一种穿分绞纱装置的几个具体实施例,这些实施例仅是对本实用新型的举例说明,并不构成对本实用新型权利要求的限制,本实用新型未述及之处适用于现有技术。
27.本实用新型一种穿分绞纱装置的实施例1(如图1-6所示):
28.一种穿分绞纱装置,其包含穿纱部件10、连接部件20、开合导向部件、扎透部件、吸纱部件及送纱部件。
29.所述穿纱部件10和连接部件20穿分绞纱的工作原理如图4~6所示。穿纱部件10内含有三条半包围结构的通气孔,即穿纱部件10内相当于有图4、5所示的三个穿纱“u”形管状部件101,能将绞纱91分为3束,所述穿纱“u”形管状部件101在对应“u”形半包围的内侧具有一道“u”形过纱口102,相当于用一根胶管弯成“u”形后将朝向包围内侧用刀割开,割开的位置就是过纱口102,穿纱部件采用橡胶或塑料制成,过纱口102不漏气,但是分绞纱可以由过纱口102拉过。
30.连接部件20与穿纱部件接触相对布置,连接部件20内具有两条半包围结构的通气孔,相当于连接部件内有两个连接“u”形管状部件201,连接“u”形管状部件201与穿纱“u”形管状部件101具有相同的结构。图6中左上方的连接“u”形管状部件201的两端分别连接至图5中左上方穿纱“u”形管状部件101左侧端口以及下方穿纱“u”形管状部件101左侧端口;图6中右上方的连接“u”形管状部件201的两端分别连接至图5中右上方穿纱“u”形管状部件101的右侧端口以及下方穿纱“u”形管状部件101右侧端口。将穿纱部件10穿过绞纱91后将绞纱91分成了3束,连接部件20与穿纱部件10对接后其内部的通道形成一个连续的穿纱通道。如果在图5所示右上方穿纱“u”形管状部件101的左侧端口抽气,在图5所示左上方穿纱“u”形管状部件101的右侧端口喂入分绞纱,则分绞纱会依次穿过图5中左上方穿纱“u”形管状部件101、图6中左上方连接“u”形管状部件201、图5中下方穿纱“u”形管状部件101、图6中右上方连接“u”形管状部件201、图5中右上方穿纱“u”形管状部件101。当穿纱部件10和连接部件20互相远离分开时,穿纱“u”形管状部件101和连接“u”形管状部件201中的分绞纱会通过过纱口102由穿纱“u”形管状部件101和连接“u”形管状部件201中出来,形成对绞纱91的穿绞,只要将分绞纱的两端打结剪断就能完成扎绞。图6中向上的箭头方向表示位于右侧的穿纱“u”形管状部件101的左侧出口出来的分绞纱,图6中向下的箭头表示进入左侧穿纱“u”形管状部件101右侧端口的分绞纱,将图6中向上、向下箭头表示的分绞纱头与尾系在一起,分绞
纱便将绞纱分绞成了三束,并形成了对三个绞纱束91连续三个环形的包围。
31.所述穿纱部件10通过穿纱部件安装板11安装在导轨3上,所述连接部件20通过连接部件安装板21安装在沿导轨3移动的连接部件滑块22上,导轨3及连接部件滑块22作为开合导向部件,起到连接部件20与穿纱部件10相向及分开运动时的导向作用。不排除采用铰链结构作为开合导向部件,使穿纱部件10及连接部件20摆动靠近与远离。
32.吸纱管50作为吸纱部件通过连接部件20上的出纱连接孔(连接部件20上与穿纱部件10的出纱孔对齐的直通孔)间接连接至穿纱部件10的出纱孔,也可以将吸纱管50直接连接至穿纱部件10的出纱孔,为了能将吸纱管50吸入的分绞纱握持住,压管气缸52安装在连接部件安装板21上,压管气缸52的气缸杆通过压管部件51在外侧压扁吸纱管50,这样,吸纱管50内的分绞纱便被握持住,压管气缸52及压管部件51作为夹纱部件。
33.为了便于穿纱部件10穿过绞纱,所述穿分绞纱装置安装有扎透部件,所述扎透部件包含平动扎透导轨44、平动扎透滑块43、平动扎透部件42、分离拨爪41及分离辊40,平动扎透导轨44及平动扎透滑块43作为扎透导向部件,平动扎透导轨44通过垫块45悬挂安装在连接部件安装板21的下面,平动扎透部件42安装在沿平动扎透导轨44移动的平动扎透滑块43上,平动扎透部件42为两片梳齿状、能合并在一起的部件,梳齿尖朝向穿纱部件10,平动扎透部件42上还带有分离拨爪41,用于与安装在穿纱部件安装板11上的分离辊40相配合使平动扎透部件42的两片梳齿状部件分开,平动弹簧46用于拉动两片平动扎透部件42使其靠拢在一起,这样才能顺利地扎透绞纱,防止绞纱中的纱进入两片平动扎透部件42贴合面之间的缝隙中。平动弹簧46、分离拨爪41及分离辊40作为分离驱动部件驱动平动扎透部件42的开合。
34.尽管分绞纱可以被动的退绕下来后被动地喂给,为了提高送分绞纱的可靠性,所述穿分绞纱装置还安装有送纱部件主动送分绞纱,所述送纱部件包括牵引电机60、牵引防护罩61、送纱弹簧钢片62、导纱眼63、分纱板66及牵引轮64,2个牵引电机60安装在连接部件安装板21上作为送纱驱动部件,2个牵引轮64分别安装在两个牵引电机60的电机轴上,2个牵引轮64分别与两个送纱弹簧钢片62相抵安装,牵引轮64与两个送纱弹簧钢片62为送纱握持部件(不排除采用辊代替送纱弹簧钢片62),牵引轮64与两个送纱弹簧钢片62接触位置与连接部件20上的进纱连接孔对齐,进纱连接孔是连接部件上与穿纱部件10上的穿纱u形管状部件101进纱端的孔对齐的直通孔,导纱眼63上有2个孔分别对准牵引轮64与两个送纱弹簧钢片62接触位置,分纱板66安装在连接部件安装板21上,位于导纱眼63上两个孔之间。本实施例采用了2组送纱驱动部件和送纱握持部件,是因为每绞纱扎绞时的第一道扎绞需要将绞纱的纱头和纱尾都扎进去,为了便于后道工序找绞纱的头,一般情况下每绞纱第一道扎绞时的分绞纱会用两根,一根为普通的分绞纱,另一根为不同的分绞纱,而每绞纱其余位置处的扎绞则只用一根普通的分绞纱即可,本实施例采用2个牵引电机60分别驱动两个牵引轮64,当扎绞第一道时两个电机同时转动送不同的分绞纱,用两种不同的分绞纱同时穿绞,当只需要用普通分绞纱穿绞时,只要一个牵引电机60转动即可,分纱板66用于防止两种分绞纱纠缠在一起,同样不排除分绞纱装置只采用一组送纱驱动部件和送纱握持部件。
35.籍由以上机构,所述穿分绞纱装置的工作原理为:两根分绞纱由导纱眼63上方穿过导纱眼63上的两个孔后分别经过牵引轮64与两个送纱弹簧钢片62接触位置,牵引电机60带动牵引轮64转动,牵引轮64与两个送纱弹簧钢片62握持并牵引分分绞纱喂入,从送纱弹
簧钢片62下端出来的两根分绞纱分别由分纱板66的两侧进入连接部件20的进纱连接孔中。需要穿分绞纱时,穿纱部件10及连接部件20互相远离分开,使需要被分绞的绞纱位于穿纱部件10及连接部件20之间,即绞纱位于平动扎透部件42的下方,位于穿纱部件10的上方,连接部件20向下运动过程中用平动扎透部件42穿过绞纱将绞纱分为3束,连接部件20上下运动依靠其他驱动部件(例如气缸或电机等)控制,穿纱部件10被导轨3拖动向上运动,在穿纱部件10上升的过程中,分离拨爪41与分离辊40接触将两片平动扎透部件42分开至其间能通过穿纱部件10,穿纱部件10继续上升至其顶面与连接部件20的底面相接触,从而形成连续的分绞纱穿过的通道,通道的一端进口为连接部件20的进纱连接孔,对应图6中向下箭头对应的位置,另一端出口为连接部件20的出纱连接孔,对应图6中向上箭头对应的位置,出纱连接孔上方安装的吸纱管50接至负压设备吸气,位于入口端的分绞纱被牵引轮64牵引后穿过连接部件10及穿纱部件20后形成对绞纱的分割包围,纱线传感器90检测到分绞纱后延时一小段时间后,牵引轮64停止转动,压管气缸52通过压管部件51将吸纱管50压扁,从而压住其内的分绞纱的纱头,防止分绞纱被从吸纱管50中拉出,穿纱部件10及连接部件20互相远离分开,分开过程中将穿纱部件10及连接部件20内的分绞纱由过纱口拉出来与绞纱接触,完成穿分绞纱的过程,将分绞纱在喂入端剪断后将分绞纱的两端打结即完成对绞纱的分绞。
36.实施例中的部件安装关系也可以变动,例如平动扎透部件42安装在穿纱部件10上,分离辊安装在连接部件安装板21上,这样安装扎透部件也可以实现将绞纱分开缝隙便于连接部件20穿过绞纱与穿纱部件10相互靠拢的功能。
37.尽管实施例中穿纱部件10和连接部件20将绞纱分成了3份,但是不排除将绞纱分成2份或其他份数,只需要穿纱部件10和连接部件20中包含的穿纱“u”形管状部件101和连接“u”形管状部件201的数量变化即可。如果想增加分绞束的数量,只需要增加穿纱“u”形管状部件101以及连接“u”形管状部件201的数量即可,无论增加几个穿纱“u”形管状部件101以及连接“u”形管状部件201,他们均在两个平面上依次并列排列。并且也可以改变连接“u”形管状部件201与穿纱“u”形管状部件101的连接顺序,从而改变分绞纱穿过绞纱时的顺序,只要保证分绞纱最终能形成对绞纱的二分绞并对分绞开的绞纱束相邻两个形成“8”字形包围即可。穿纱部件10和连接部件20中通气孔的截面采用圆形,但是不排除采用半圆形、“v”形、半椭圆形等。另外,穿纱“u”形管状部件101以及连接“u”形管状部件201还可以做成对开式的,并且做成金属的,即相当于穿纱“u”形管状部件101以及连接“u”形管状部件201均被过纱口102所在的面切成两半,两半合起来的时候形成通气孔,可以用气流将分绞纱穿过通气孔,两半分开的时候其内的分绞纱可以出来,或者也可以直接将分绞纱由“u”形管内拉出来。
38.本实用新型一种穿分绞纱装置的实施例2(如图7~9所示):
39.本实施例中的扎透部件采用摆动结构,固定扎透部件47及摆动驱动气缸49固定安装在连接部件安装板21上连接部件20的一侧,摆动扎透部件48通过铰链安装在连接部件安装板21上连接部件20的另一侧,固定扎透部件47为梳齿板的板,摆动扎透部件48为末端梳齿状的弯板状,铰链上安装有扭簧481,摆动驱动气缸49的气缸杆伸出的时候能顶住摆动扎透部件48使其摆动与固定扎透部件47分开,摆动驱动气缸49的气缸杆缩回时,靠铰链上的扭簧481压住摆动扎透部件48使其尖端和固定扎透部件47贴合在一起。摆动扎透部件48与
固定扎透部件47贴合在一起时扎透绞纱,扎透绞纱后摆动扎透部件48与固定扎透部件47分开,使穿纱部件10在摆动扎透部件48与固定扎透部件47之间通过并与连接部件20贴合在一起。铰链作为扎透导向部件,分离驱动部件为摆动驱动气缸49,不排除用类似实施例1中的拨爪机构作为分离驱动部件驱动摆动扎透部件48与固定扎透部件47分开。
40.本实施例中吸纱部件为张力吸管54,具体为一根绕了圈的软管,由于软管绕了圈,相当于张力器,分绞纱在张力吸管54绕圈的部位形成了包围角,会在分绞纱上附加张力,当该软管将分绞纱吸入绕圈的位置后,穿纱部件10和连接部件20分开将分绞纱由穿纱部件10和连接部件20内的“u”形管内拉出时,张力吸管54绕圈部位附加给分绞纱的张力能防止分绞纱被从张力吸管54中拉出。如果附加张力不够大的话,可以增加张力吸管54绕圈的数量,比如绕两圈,或者增加张力吸管内壁材料与分绞纱的摩擦力,例如用硅胶或聚氨酯等材料制作张力吸管54,还可以使张力吸管54中吸分绞纱的气流一直吸着,也会比不吸气时附加更大的张力。这种结构比较简单,用一根张力吸管54即起到了实施例1中吸纱管50的作用,又作为夹纱部件起到了夹持分绞纱头端的作用。
41.本实施例送纱部件还包括夹纱部件,压纱部件原理与实施例1中压管部件原理一致,压纱部件56安装在牵引轮64与两个送纱弹簧钢片62下方,由牵引轮64与两个送纱弹簧钢片62下方出来的分绞纱通过导纱管65进入压纱部件56中,由压纱驱动部件55(气缸)驱动压住分绞纱,防止穿纱部件10及连接部件20远离分开时喂入的分绞纱被拉动,从而影响将分绞纱自穿纱部件10及连接部件20内的“u”形孔中拉出。
42.所有实施例中的驱动装置均可以用具有相同功能的部件及机构替换,如气缸可以用直线电机、旋转电机加丝杆、电机加凸轮顶杆、电磁铁等替代,导向可以采用光轴、滑块或线性导轨等导向等,这些均属于本领域的常识,不再赘述。本实用新型不限于上文讨论的实施例,本领域技术人员可根据本实用新型推理出其它变体形式,这些变体形式也属于本实用新型的主题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1