便于出料的铝箔片用瓦楞机的出料装置的制作方法
1.本技术涉及瓦楞机生产线的技术领域,尤其是涉及一种便于出料的铝箔片用瓦楞机的出料装置。
背景技术:
2.利用瓦楞机生产瓦楞状的铝箔片时,首先将铝箔纸的两侧边缘进行热熔,再将热熔后的铝箔纸传送至压辊箱内,齿状的压辊将铝箔纸压轧成瓦楞状,最后采用控制器控制切割刀定时对铝箔片进行切割,进而形成多个规格一致的瓦楞状的铝箔片。
3.针对上述中的相关技术,发明人认为存在有以下缺陷:由于铝箔片压轧前边缘经过热熔,因此切割刀在切割铝箔片时,仍未固化的铝箔片边缘易粘附在切割刀上,导致生产出的瓦楞状铝箔片的质量不合格。
技术实现要素:
4.为了使瓦楞状的铝箔片生产过程中,铝箔片的边缘不易粘附在切割刀上,提升产品质量的合格率,本技术提供了一种便于出料的铝箔片用瓦楞机的出料装置。
5.本技术提供的一种便于出料的铝箔片用瓦楞机的出料装置。采用如下的技术方案:
6.一种便于出料的铝箔片用瓦楞机的出料装置,包括导料板以及切料箱,所述切料箱的一侧开口设置,所述切料箱设有进料口,所述导料板与进料口连通,所述导料板远离进料口的一端用于与压辊箱的出料端连通,所述切料箱安装有用于切割铝箔片的切割刀,所述切割刀固定有用于定时驱动切割刀往复运动的气动控制器,所述切割箱内安装有吹风装置,所述吹风装置的输出端朝向进料口设置。
7.通过采用上述技术方案,铝箔片两侧边缘经过热熔后处理后进入到压辊箱,压辊箱将铝箔片压轧成瓦楞状并从导料板输出,铝箔片沿着导料板从进料口进入到切料箱内,提前启动气动控制器,此时气动控制器定时控制切割刀运动并对铝箔片进行切割,由于在切割箱内设置了吹风装置,而且吹风装置的输出端朝向进料口,则从进料口进入的铝箔片在吹风装置的作用下快速风干,即加快铝箔纸边缘的热熔铝箔固化,进而当铝箔片传送至切割刀处进行切割时,铝箔片不易粘附在切割刀上,提升产品质量的合格率。
8.可选的,所述吹风装置包括主机体,所述主机体的底部设置有出风口且出风口朝向进料口,所述主机体设置在切割刀与进料口之间。
9.通过采用上述技术方案,将主机体设置在切割刀与进料口之间,使得切割刀与进料口之间的空间空气流动速度较快,使得铝箔片在被切割前充分风干。
10.可选的,所述切料箱包括固定框以及拆卸板,所述拆卸板可拆卸连接于固定框的一侧,所述进料口位于拆卸板的底部,所述气动控制器固定在固定框的顶部,所述气动控制器包括气缸,所述气缸的活塞杆穿过固定壳并与切割刀固定连接,所述主机体固定在切割刀靠近拆卸板的一侧。
11.通过采用上述技术方案,铝箔片沿导料板从进料口进入到固定框的底部,顶部的气缸定时驱动切割刀下移并完成对铝箔片的切割,铝箔片受到固定框的支撑,切割时不易发生偏移,切割刀的切割的效果较好,拆卸板与固定框可拆卸连接,便于将拆卸板进行安装和拆卸以对固定框内的吹风装置或切割刀进行维修保养。
12.可选的,所述吹风装置还包括导风板,所述导风板的一端与主机体的底部固定,所述导风板远离主机体的一端延伸至进料口处,导风板远离主机体的一端位于进料口的上方。
13.通过采用上述技术方案,导风板的设置,对出风口吹出的气体起到缓冲作用,出风口吹出的气体受到导风板的导向后,撞击到拆卸板上,气体再经过拆卸板的导向后朝竖直方向吹送,气体经过缓冲后,铝箔片不易因风力过大而出现水平位置上的微小偏移,进而吹风装置的风干效果较好。
14.可选的,所述导风板呈梯形状,所述导风板的上底边与主机体固定,所述导风板沿高度方向的两个侧边均延伸至铝箔片的边缘。
15.通过采用上述技术方案,导风板沿高度方向的两侧均延伸至铝箔片的边缘的设置,使得气流受到导风板以及拆卸板的导向后充分吹向铝箔片的边缘,使得铝箔片的边缘充分风干。
16.可选的,所述切割刀靠近拆卸板的一面固定有若干滑块,所述滑块位于切割刀和固定框开口设置的一侧之间,所述滑块靠近固定框的一侧开设有“u”型滑槽,所述固定框的边缘插入“u”型滑槽内且滑块沿竖直方向与固定框滑动连接。
17.通过采用上述技术方案,固定框的边缘插入“u”型滑槽内且滑块沿竖直方向与固定框滑动连接的设置,对切割刀起到限位作用,切割刀不易产生沿铝箔片传送方向两侧上的偏移,切割刀的切割效果较好。
18.可选的,所述拆卸板与固定框之间穿设有若干调节螺栓,所述调节螺栓包括调节螺帽,当所述调节螺栓穿过拆卸板并旋入固定框至极限位置时,所述调节螺帽与拆卸板远离固定框的一端面抵紧。
19.通过采用上述技术方案,调节螺帽的设置,工作人员可手动旋转调节螺栓,进而方便工作人员对拆卸板进行安装和拆卸。
20.可选的,所述固定框远离拆卸板的一端设置有承接台,所述承接台的顶端面靠近固定框的底部,所述承接台的顶端面位于固定框的下方,所述承接台的长度大于铝箔片切割后的长度。
21.通过采用上述技术方案,承接台的设置,对切割后的铝箔纸起到承接的作用,承接台靠近固定框底部且承接台位于固定框下方,承接台的长度大于铝箔片切割后的长度,使得承接效果较好,切割后的铝箔片不易出现形变。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.由于在切割箱内设置了吹风装置,则从进料口进入的铝箔片在吹风装置的作用下快速风干,当铝箔片传送至切割刀处进行切割时,铝箔片不易粘附在切割刀上,提升产品质量的合格率;
24.2.将主机体设置在切割刀与进料口之间,使得切割刀与进料口之间的空间空气流动速度较快,使得铝箔片在被切割前充分风干;
25.3.固定框的边缘插入“u”型滑槽内且滑块沿竖直方向与固定框滑动连接的设置,对切割刀起到限位作用。
附图说明
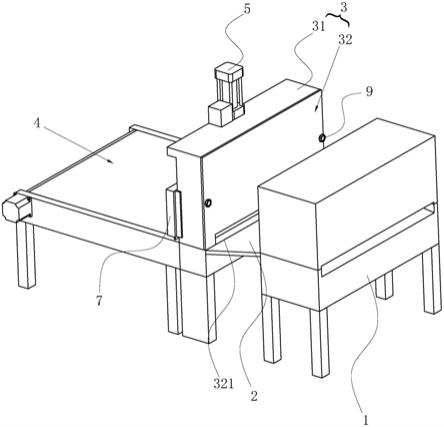
26.图1是本技术实施例的整体结构示意图;
27.图2是本技术实施例的切割箱内部结构示意图。
28.附图标记说明:1、压辊箱;2、导料板;3、切料箱;31、固定框;32、拆卸板;321、进料口;4、承载台;5、气缸;6、吹气装置;61、主机体;611、出风口;62、导风板;7、切割刀;8、滑块;81、“u”型滑槽;9、调节螺帽。
具体实施方式
29.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1
‑
2及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
30.瓦楞机生产瓦楞状的铝箔片时,首先将铝箔纸沿传送方向的两侧边缘进行热熔,再将热熔后的铝箔纸传送至压辊箱1内,齿状的压辊将铝箔纸压轧成瓦楞状,再将压轧后的铝箔片进行切割。
31.本技术实施例公开一种便于出料的铝箔片用瓦楞机的出料装置。参照图1,便于出料的铝箔片用瓦楞机的出料装置包括导料板2、切料箱3以及承载台4,导料板2的一端用于与压辊箱1的输出端固定,导料板2远离压辊箱1的一端向下倾斜并延伸至切料箱3的底部,切料箱3的底部开设有进料口321,导料板2与进料口321连通,切料箱3远离导料板2的一端端面开口设置,承接台位于切料箱3开口设置的一端。
32.承载台4朝远离切料箱3的方向延伸,承接台的顶端面靠近固定框31的底部,承接台的顶端面位于切料箱3的下方,承接台的长度大于铝箔片切割后的长度。
33.切料箱3包括矩形的固定框31和矩形的拆卸板32,拆卸板32可拆卸连接于固定框31远离承载台4的一侧,拆卸板32与固定框31之间穿设有两个对称的调节螺栓,调节螺栓包括调节螺帽9,当调节螺栓穿过拆卸板32并旋入固定框31至极限位置时,调节螺帽9与拆卸板32远离固定框31的一端面抵紧。
34.进料口321位于拆卸板32的底部,固定框31的顶部固定有气动控制器,气动控制器包括气缸5以及控制气缸5定时启动的控制系统,气缸5的活塞杆穿过固定框31的顶部并固定有切割刀7,切割刀7呈矩形且水平设置,切割刀7沿长度方向的两侧延伸至固定框31的边缘。
35.切割刀7与拆卸板32之间设置有吹风装置,吹风装置的输出端朝向进料口321设置。从进料口321进入的铝箔片在吹风装置的作用下快速风干,即加快铝箔纸边缘的热熔铝箔固化,进而当铝箔片传送至切割刀7处进行切割时,铝箔片不易粘附在切割刀7上。
36.吹风装置包括主机体61以及导风板62,主机体61与导风板62固定连接,主机体61用于制造气流且主机体61的底部设置有出风口611,主机体61连接电源,主机体61固定在切割刀7靠近拆卸板32的一面;导向板呈梯形,导向板的上底边固定在主机体61的底部,导风的下底板延伸至进料口321处,导向板的下底边位于进料口321的上方。导风板62的设置,对
出风口611吹出的气体起到缓冲作用,气体经过缓冲后,铝箔片不易因风力过大而出现水平位置上的微小偏移,进而吹风装置的风干效果较好。
37.导向板沿高度方向的两个侧边均延伸至铝箔片的边缘。使得气流受到导风板62以及拆卸板32的导向后充分吹向铝箔片的边缘,使得铝箔片的边缘充分风干。
38.切割刀7靠近拆卸板32的一面固定有两个滑块8,两个滑块8分别位于切割刀7沿长度方向的两端。滑块8位于切割刀7和固定框31开口设置的一侧之间,滑块8靠近固定框31的一侧开设有“u”型滑槽81,固定框31的竖向边缘插入“u”型滑槽81内,当气缸5驱动切割刀7沿竖直方向移动时,滑块8沿固定框31的竖向边缘滑动。“u”型滑槽81对切割刀7起到限位作用,切割刀7不易产生沿铝箔片传送方向两侧上的偏移。
39.本技术实施例一种便于出料的铝箔片用瓦楞机的出料装置的实施原理为:铝箔片两侧边缘经过热熔后处理后进入到压辊箱1,压辊箱1将铝箔片压轧成瓦楞状并从导料板2输出,铝箔片沿着导料板2从进料口321进入到切料箱3内,提前启动气动控制器以及吹风装置,出风口611吹出的气体受到导风板62的导向后,撞击到拆卸板32上,气体再经过拆卸板32的导向后朝竖直方向吹送,部分气体竖直向下吹送至铝箔片的两侧边缘处,气动控制器定时控制切割刀7运动并对铝箔片进行切割,铝箔片在气流的作用下快速风干,即铝箔片边缘的热熔铝箔快速固化,固化后的铝箔片传送至切割刀7的下方,启动控制器定时控制气缸5驱动切割刀7下压并对铝箔片进行切割,切割后的铝箔片从固定框31远离拆卸板32的一端输出至承载台4上。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,本说明书(包括摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或者具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1