一种传媒广告印刷品压痕成型输送装置的制作方法
1.本实用新型涉及传媒广告印刷技术领域,具体为一种传媒广告印刷品压痕成型输送装置。
背景技术:
2.广告传媒理念的核心是:万物皆媒体,主张通过商品本身来携带信息,为有相同消费群体的其他商品进行有效宣传,在几乎不增加任何投入、不需建立新的渠道、不产生任何污染的前提下,促进另外一种商品的销售,我们把这种广告宣传方式称为共生传媒,把携带广告信息的商品称为广告传媒。
3.其中印刷品是传媒广告中的一种重要的广告方式,通过将广告印刷在日常生活中人们所接触到的报纸和书刊杂志等各种产品上,提高广告的宣传效果,但一些生产厂家为了提高印刷品上广告的立体感,使广告更加引人注目,常常对印刷品进行压痕处理。
4.常用的压痕方式是通过电动推杆推动模板对印刷品的表面进行压持,来实现压痕的效果,但在压痕的过程中,印刷品的位置通常是固定不动的,需要耗费更多的时间,即使一些压痕设备在压痕过程中印刷品也在进行移动,但对压痕部件的移动过程不够稳定,不能保证压痕的准确性,为此,我们提出一种传媒广告印刷品压痕成型输送装置。
技术实现要素:
5.本实用新型要解决的技术问题是克服现有的缺陷,提供一种传媒广告印刷品压痕成型输送装置,降低印刷品压痕所需要的时间,使压痕的过程更加的稳定高效,保证压痕的准确性,可以有效解决背景技术中的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种传媒广告印刷品压痕成型输送装置,包括支板、同步机构和工作台;
7.支板:有两个且对称分布,支板的下表面均与支撑架的上表面固定连接,两个支板之间设有电动传送带;
8.工作台:其上表面设有竖板,工作台位于后侧的支板后侧中部;
9.同步机构:包括滑槽和滑动架,所述滑槽对称设置于竖板的前表面中部,滑动架的上下两端分别与纵向对应的滑槽滑动连接,滑动架的前表面上端设有压痕机构;
10.其中:还包括plc控制器,所述plc控制器设置于前侧的支板前表面,plc控制器的输入端电连接于外部电源,电动传送带的输入端电连接于plc控制器的输出端,可以在印刷品输送的过程中对印刷品的表面进行压痕成型加工,使印刷品更加精致美观,富有立体感,降低印刷品压痕所需要的时间,使压痕的过程更加的稳定高效,保证压痕的准确性,提高压痕的效率。
11.进一步的,所述压痕机构包括电动推杆、安装架和压痕模具,所述安装架设置于滑动架的前表面上端,安装架前端的安装孔内设有电动推杆,电动推杆的伸缩端下端设有压痕模具,压痕模具与电动传送带的上表面中部竖向对应,电动推杆的输入端电连接于plc控
制器的输出端,对印刷品的表面进行压痕。
12.进一步的,所述同步机构还包括电机、转盘和传动板,所述电机设置于竖板的前侧面左端,电机的输出轴后端穿过竖板上纵向对应的通孔并设有转盘,转盘的后侧面右端通过销轴转动连接有传动板,传动板的右端通过转轴与滑动架后侧面中部转动连接,电机的输入端电连接于plc控制器的输出端,使滑动架与印刷品同步移动,提高压痕效率。
13.进一步的,所述同步机构还包括弹簧,所述弹簧分别设置于滑动架的右侧面与滑槽的右侧内壁之间,使滑动架的移动过程更加的稳定。
14.进一步的,所述滑动架的前表面下端设有支撑板,支撑板的上表面前端穿过后侧的支板通孔并与电动传送带上方水平带体的下表面相贴合,为印刷品的压痕加工提供支撑。
15.进一步的,还包括限位板,所述限位板对称设置于两个支板的相对内侧面右端,两个限位板呈八字形分布,对印刷品的位置进行限定。
16.进一步的,还包括光电传感器,所述光电传感器设置于后侧的支板前表面中部安装孔内,光电传感器与滑槽右端位置竖向对应,光电传感器的输出端电连接于plc控制器的输入端,对印刷品的位置进行检测。
17.与现有技术相比,本实用新型的有益效果是:本传媒广告印刷品压痕成型输送装置,具有以下好处:
18.将印刷品放置在电动传送带的上表面右端,通过plc控制器启动电动传送带,将印刷品向左移动,当光电传感器感应到印刷品后,光电传感器将信号传输给plc控制器,plc控制器控制电机启动,电机的输出轴带动转盘旋转,转盘的旋转通过传动板的联动带动滑动架在滑槽内向左移动,弹簧伸长,滑动架的移动速度与印刷品的移动速度相同,使安装架和支撑板与印刷品竖向对应,在滑动架移动的过程中,启动电动推杆,电动推杆的伸缩端推动压痕模具向下移动,通过压痕模具与支撑板的配合,对印刷品的表面进行压痕,压痕完成后,电动推杆复位,此时,转盘已经旋转一百八十度,转盘的继续旋转将会带动传动板复位,同时在弹簧的弹力作用下,将滑动架向右拉动,使复位过程更加的稳定,可以在印刷品输送的过程中对印刷品的表面进行压痕成型加工,使印刷品更加精致美观,富有立体感,降低印刷品压痕所需要的时间,使压痕的过程更加的稳定高效,保证压痕的准确性,提高压痕的效率。
附图说明
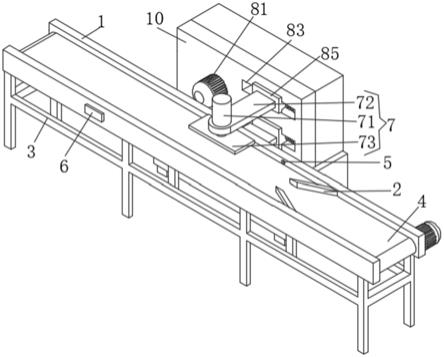
19.图1为本实用新型结构示意图;
20.图2为本实用新型同步机构的结构示意图;
21.图3为本实用新型支撑板的结构示意图。
22.图中:1支板、2限位板、3支撑架、4电动传送带、5光电传感器、6plc控制器、7压痕机构、71电动推杆、72安装架、73压痕模具、8同步机构、81电机、82转盘、83滑槽、84传动板、85滑动架、86弹簧、9支撑板、10竖板、11工作台。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1-3,本实施例提供一种技术方案:一种传媒广告印刷品压痕成型输送装置,包括支板1、同步机构8和工作台11;
25.支板1:有两个且对称分布,为同步机构8的设置提供空间,支板1的下表面均与支撑架3的上表面固定连接,使两个支板1支撑位置固定,使整体装置在平面上更加稳定,两个支板1之间设有电动传送带4,对印刷品进行输送,还包括限位板2,限位板2对称设置于两个支板1的相对内侧面右端,两个限位板2呈八字形分布,对印刷品的位置进行限定,使印刷品位于电动传送带4中间位置,提高压痕的准确性;
26.工作台11:其上表面设有竖板10,工作台11位于后侧的支板1后侧中部;
27.同步机构8:包括滑槽83和滑动架85,滑槽83对称设置于竖板10的前表面中部,滑动架85的上下两端分别与纵向对应的滑槽83滑动连接,滑动架85的前表面上端设有压痕机构7,压痕机构7包括电动推杆71、安装架72和压痕模具73,安装架72设置于滑动架85的前表面上端,安装架72前端的安装孔内设有电动推杆71,电动推杆71的伸缩端下端设有压痕模具73,压痕模具73与电动传送带4的上表面中部竖向对应,电动推杆71的输入端电连接于plc控制器6的输出端,同步机构8还包括电机81、转盘82和传动板84,电机81设置于竖板10的前侧面左端,电机81的输出轴后端穿过竖板10上纵向对应的通孔并设有转盘82,转盘82的后侧面右端通过销轴转动连接有传动板84,传动板84的右端通过转轴与滑动架85后侧面中部转动连接,电机81的输入端电连接于plc控制器6的输出端,同步机构8还包括弹簧86,弹簧86分别设置于滑动架85的右侧面与滑槽83的右侧内壁之间,滑动架85的前表面下端设有支撑板9,支撑板9的上表面前端穿过后侧的支板1通孔并与电动传送带4上方水平带体的下表面相贴合,还包括光电传感器5,光电传感器5设置于后侧的支板1前表面中部安装孔内,光电传感器5与滑槽83右端位置竖向对应,光电传感器5的输出端电连接于plc控制器6的输入端,当光电传感器5感应到印刷品后,光电传感器5将信号传输给plc控制器6,plc控制器6控制电机81启动,电机81的输出轴带动转盘82旋转,通过转盘82与传动板84左端的转动连接,带动传动板84的左端向左移动,因为传动板84的长度一定,所以通过传动板84右端与滑动架85后侧面中部的转动连接,带动滑动架85在滑槽83内向左移动,弹簧86伸长,滑动架85的移动速度与印刷品的移动速度相同,使安装架72和支撑板9与印刷品竖向对应,在滑动架85移动的过程中,启动电动推杆71,电动推杆71的伸缩端推动压痕模具73向下移动,通过压痕模具73与支撑板9的配合,对印刷品的表面进行压痕,压痕完成后,电动推杆71复位,此时,转盘82已经旋转一百八十度,转盘82的继续旋转将会带动传动板84复位,同时在弹簧86的弹力作用下,将滑动架85向右拉动,使复位过程更加的稳定;
28.其中:还包括plc控制器6,plc控制器6设置于前侧的支板1前表面,plc控制器6的输入端电连接于外部电源,电动传送带4的输入端电连接于plc控制器6的输出端,控制整体装置的启动与停止。
29.本实用新型提供的一种传媒广告印刷品压痕成型输送装置的工作原理如下:在使用过程中,将印刷品放置在电动传送带4的上表面右端,通过plc控制器6启动电动传送带4,将印刷品向左移动,在移动的过程中,通过限位板对印刷品的位置进行限定,使印刷品移动
至电动传送带4中间位置,提高压痕的准确性,当光电传感器5感应到印刷品后,光电传感器5将信号传输给plc控制器6,plc控制器6控制电机81启动,电机81的输出轴带动转盘82旋转,通过转盘82与传动板84左端的转动连接,带动传动板84的左端向左移动,因为传动板84的长度一定,所以通过传动板84右端与滑动架85后侧面中部的转动连接,带动滑动架85在滑槽83内向左移动,弹簧86伸长,滑动架85的移动速度与印刷品的移动速度相同,使安装架72和支撑板9与印刷品竖向对应,在滑动架85移动的过程中,启动电动推杆71,电动推杆71的伸缩端推动压痕模具73向下移动,通过压痕模具73与支撑板9的配合,对印刷品的表面进行压痕,压痕完成后,电动推杆71复位,此时,转盘82已经旋转一百八十度,转盘82的继续旋转将会带动传动板84复位,同时在弹簧86的弹力作用下,将滑动架85向右拉动,使复位过程更加的稳定。
30.值得注意的是,以上实施例中所公开的plc控制器6可选用tpc8-8td型号的plc控制器,电动推杆71、电机81和光电传感器5则可根据实际应用场景自由配置,电动推杆71可选用ant-52型号的电动推杆,电机81可选用5ik40rgu-cf型号的电机,光电传感器5可选用kr3630型号的反射型光电传感器,plc控制器6控制电动推杆71、电机81和光电传感器5工作均采用现有技术中常用的方法。
31.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1