免切边模具组件的制作方法
1.本公开涉及模塑行业,特别是纸浆模塑行业,具体涉及一种免切边模具组件。
背景技术:
2.为了使得纸塑产品的边缘满足光洁度与尺寸精度的要求,通常需要对纸塑产品进行单独的切边工艺。
3.目前常见的切边工艺分为冲切与环切两种。
4.冲切工艺是在纸塑产品生产领域使用率非常高的切边工艺,其特点在于利用刀俎原理的平切方式,或者剪刀原理的冲切方式,去除产品平面区域多余的材料,以满足产品的平面形状及尺寸。
5.此外,还存在一种称为环切的切边工艺,其特点在于使用数控立式铣床加工方式中的锯片铣刀加工原理,去除产品侧面区域多余的材料,以满足产品高度方向的尺寸。
6.然而,上述两种工艺均存在若干弊端,例如:1)需购买冲切相关主要设备及辅助设备,2)每台冲切设备均ui产生相关能耗,3)会产生相关机台的维护保养费用,4)需开发针对每款产品的刀模,5)会产生相关刀模的维护保养费用,6)每台冲切设备均需机台操作人员,7)需设置工段间的上下游周转人员,8)需增加相关管理成本。
7.希望存在一种方案,其不需要专门的切边工序,且能实现纸塑产品边缘的光洁度与尺寸精度要求。
技术实现要素:
8.针对上文提到的问题和需求,本公开提出了一种新型的免切边模具组件,其由于采取了如下技术特征而解决了上述问题,并带来其他技术效果。
9.本公开提出一种免切边模具组件,所述免切边模具组件包括成型上模、热压上模和热压下模。成型上模设置有成型上模表面和围绕所述成型上模表面的压网框。热压上模设置有热压上模表面和围绕所述热压上模表面的平坦的工作表面。热压下模设置有用于分别与成型上模表面和热压上模表面配合进行模压过程的热压下模表面、和围绕所述热压下模表面的伸缩框,所述伸缩框以能相对于所述热压下模在伸展位置和缩回位置之间移动的方式安装到所述热压下模,其中,在伸缩框与所述热压下模之间设置有弹簧,所述弹簧随着成型上模或热压上模朝向热压下模压所述伸缩框而被压缩,以允许所述伸缩框朝向缩回位置运动,且随着成型上模或热压上模远离热压下模运动而复位,以推动所述述伸缩框朝向伸展位置运动。
10.根据优选实施方式,所述压网框为平坦的环状结构。
11.根据优选实施方式,所述伸缩框与所述压网框彼此相对地布置,且所述压网框的内围尺寸大于热压下模的伸缩框的内围尺寸,使得当伸缩框远离热压下模运动时,所述伸缩框将位于热压下模表面上的湿坯的边缘向上弯曲。
12.根据优选实施方式,所述热压下模设置有竖直的引导壁,所述伸缩框的内侧面沿
着所述引导壁移动。
13.根据优选实施方式,所述伸缩框的内侧面与伸缩框的端部面形成靠近所述热压下模表面的外边缘的直角角部,该直角角部配置为在伸缩框远离热压下模运动时将位于热压下模表面上的湿坯的边缘向上弯曲。
14.根据优选实施方式,所述弹簧围绕杆部设置,所述杆部在第一端部处固定到所述伸缩框。
15.根据优选实施方式,所述杆部在与所述第一端部相对的第二端部处具有面向上的限位凸缘,所述热压下模具有配置为与所述限位凸缘接合以阻止所述杆部进一步向上运动的限位面。
16.根据优选实施方式,所述热压下模的顶部具有平坦的热压下模限高面,所述热压下模限高面配置为通过接合所述成型上模和热压上模而限定成型上模和热压上模的向下行程的终点。
17.根据优选实施方式,所述成型上模配置为用于在第一模压过程中与热压下模配合使用,所述热压上模配置为用于在第一模压过程之后的第二模压过程中与热压下模配合使用。
18.根据优选实施方式,所述伸缩框设置有围绕所述杆部设置的、用于容纳弹簧上端的弹簧上端容纳部。
19.根据优选实施方式,所述热压下模设置有用于容纳弹簧下端的弹簧下端容纳部。
20.根据优选实施方式,所述弹簧的两端设置有由隔热材料制成的垫圈。
21.本公开的免切边模具组件的优点至少在于,通过利用本公开的模具进行上述模制过程,不需要对最终的产品进行专门的切边工艺,即可形成光滑平整的产品边缘,与使用切边工艺制作的产品边缘相比于,在光洁度与尺寸精度上效果相同。
22.下文中将结合附图对实施本公开的最优实施例进行更详尽的描述,以便能容易地理解本公开的特征和优点。
附图说明
23.为了更清楚地说明本公开实施例的技术方案,下文中将对本公开实施例的附图进行简单介绍。其中,附图仅仅用于展示本公开的一些实施例,而非将本公开的全部实施例限制于此。
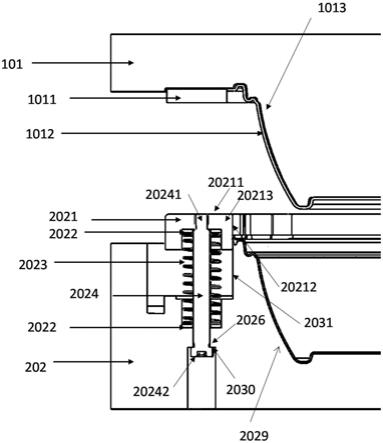
24.图1展示了免切边模具组件的成型上模和热压下模的局部以及二者的配合关系;
25.图2展示了免切边模具组件的热压上模和热压下模的局部以及二者的配合关系;
26.图3a-3n展示了利用本免切边模具组件的使用过程。
27.附图标记列表
28.101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型上模
29.1011
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压网框
30.1012
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
半成品湿坯
31.1013
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型上模表面
32.201
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压上模
33.2011
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
工作表面
34.2012
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压上模表面
35.202
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压下模
36.2021
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
伸缩框
37.20211
ꢀꢀꢀꢀꢀꢀꢀꢀ
端部面
38.20212
ꢀꢀꢀꢀꢀꢀꢀꢀ
内侧面
39.20213
ꢀꢀꢀꢀꢀꢀꢀꢀ
直角角部
40.2022
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
垫圈
41.2023
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹簧
42.2024
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
杆部
43.20241
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一端部
44.20242
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二端部
45.2025
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压下模限高面
46.2026
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位面
47.2027
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹簧下端容纳部
48.2028
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹簧上端容纳部
49.2029
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压下模表面
50.2030
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位凸缘
51.2031
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
引导壁
具体实施方式
52.为了使得本公开的技术方案的目的、技术方案和优点更加清楚,下文中将结合本公开具体实施例的附图,对本公开实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
53.与附图所展示的实施例相比,本公开保护范围内的可行实施方案可以具有更少的部件、具有附图未展示的其他部件、不同的部件、不同地布置的部件或不同连接的部件等。此外,附图中两个或更多个部件可以在单个部件中实现,或者附图中所示的单个部件可以实现为多个分开的部件。
54.除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
55.本公开提出一种免切边模具组件。总体上,该免切边模具组件包括成型上模101、
热压上模201和热压下模202。
56.首先参见图1,其展示了该免切边模具组件的成型上模和热压下模的局部,并展示了使用中二者的位置关系。
57.成型上模101设置有成型上模表面1013。该成型上模表面1013具有特定的形状,并与热压下模的热压下模表面2029配合进行模压过程,以将湿坯模压成特定形状。在图1所示的实施例中,成型上模表面是盆状的,以用于形成盆产品的半成品,特别是盆产品半成品的内表面部分。但本公开的成型上模表面不限于附图所示的形状。
58.成型上模101还设置有围绕所述成型上模表面的压网框1011。优选地,压网框1011为围绕成型上模表面的圆环结构。更优选地,所述压网框1011为平坦的环状结构。
59.热压下模202设置有热压下模表面2029,该热压下模表面2029也具有特定的形状,且热压下模表面2029与成型上模表面1013的形状是相对应的,这样,该热压下模表面2029可用于与成型上模表面1013配合进行模压过程,以将湿坯模压成特定形状。在图1所示的实施例中,热压下模表面2029是盆状的,以用于形成盆产品,特别是盆产品的外表面部分。但本公开的热压下模表面不限于附图所示的形状。
60.热压下模202还设置有围绕所述热压下模表面的伸缩框2021。优选地,伸缩框2021总体上为围绕热压下模表面的圆环结构。更优选地,所述压网框1011具有图1所示的结构。其中,伸缩框2021以能相对于所述热压下模在伸展位置和缩回位置之间移动的方式安装到所述热压下模,且在伸缩框2021与所述热压下模202之间设置有弹簧2023,这样,当所述伸缩框2021被成型上模101或后文将介绍的热压上模201向下压时,所述弹簧随之被压缩,以允许所述伸缩框2021朝向缩回位置运动。而对伸缩框2021的下压力消失时,例如成型上模101或热压上模201远离热压下模202运动而时,弹簧的复位力推动所述述伸缩框2021朝向伸展位置运动。
61.参见图2,其展示了该免切边模具组件的热压上模和热压下模的局部以及二者的配合关系。其中图2的热压下模与图1的热压下模相同,因此这里主要介绍热压上模的结构。
62.热压上模201设置有热压上模表面2012。该热压上模表面2012具有特定的形状,并与热压下模的热压下模表面2029配合进行模压过程,以将湿坯模压成特定形状。在图1所示的实施例中,热压上模表面是盆状的,以用于形成盆产品,特别是盆产品的内表面部分。但本公开的热压上模表面不限于附图所示的形状。
63.热压上模201还设置有围绕所述热压上模表面的平坦的工作表面2011。该工作表面的内边缘与热压上模表面的外边缘相接。
64.参见图1所示的优选实施例,所述伸缩框2021与所述压网框1011彼此相对地布置,从而在成型上模向下运动时,压网框1011可将伸缩框下压。其中,所述压网框1011的内围尺寸大于热压下模202的伸缩框2021的内围尺寸,也就是说,压网框1011的内边缘比伸缩框2021的内边缘更远离免切边模具组件的中心轴线。这是为了使得当伸缩框2021远离热压下模运动时,所述伸缩框2021将位于热压下模表面2029上的湿坯的边缘向上弯曲。这一点将在下文中结合图3a-3n所展示的过程进一步说明。
65.参见图1所示的优选实施例,所述热压下模202设置有竖直的引导壁2031,所述伸缩框2021的内侧面20212沿着所述引导壁2031移动。热压下模202的引导壁2031和伸缩框2021的内侧面20212优选均为径向布置的环形平坦面。
66.参见图1所示的优选实施例,伸缩框2021的内侧面20212与伸缩框2021的端部面20211形成靠近所述热压下模表面2029的外边缘的直角角部20213,该直角角部配置为在伸缩框2021远离热压下模运动时将位于热压下模表面2029上的湿坯的边缘向上弯曲。
67.参见图1或2所示的优选实施例,弹簧2023围绕杆部2024设置,所述杆部在第一端部20241处固定到所述伸缩框2021。这样,当伸缩框来回移动时,杆部亦随之移动。
68.另外,优选地,所述杆部2024在与所述第一端部20241相对的第二端部20242处具有面向上的限位凸缘2030,所述限位凸缘是在径向方向上从杆部延伸的凸缘结构。同时,所述热压下模202优选地具有限位面2026,其配置为与所述限位凸缘2030接合,以阻止所述杆部进一步向上运动。即,当杆部的限位凸缘与热压下模202的限位面接合时,杆部无法继续向上运动,进而伸缩框2021无法向上运动,停留在伸展位置。杆部的上述设置即实现了弹簧的定位和保持,还对伸缩框2021起到了限位作用,同时使得总体结构简单和成本低廉。
69.优选地,杆部可以选用内六角圆柱头轴肩螺丝。
70.优选地,所述伸缩框2021设置有围绕所述杆部设置的、用于容纳的弹簧上端容纳部2028。该弹簧上端容纳部2028优选为圆形凹陷结构,弹簧的上端位于其中。
71.优选地,所述热压下模202设置有用于容纳弹簧下端的弹簧下端容纳部2027。弹簧下端容纳部2027优选为在热压下模202的体部中形成的、具有端部壁的环形通道,弹簧的下端抵接在该通道的端部壁。
72.优选地,弹簧2023的两端设置有由隔热材料制成的垫圈2022。其中,弹簧上端处的垫圈位于弹簧上端与伸缩框之间,弹簧下端处的垫圈位于弹簧下端与弹簧下端容纳部2027的端部壁之间。
73.垫圈的设置有利于使得弹簧的更稳定的保持和运行,且有利于防止弹簧变形。
74.参见图1或2所示的优选实施例,热压下模202的顶部具有平坦的热压下模限高面2025,所述热压下模限高面2025配置为通过接合所述成型上模101和热压上模201而限定成型上模101和热压上模201的向下行程的终点。优选地,热压下模限高面2025位于热压下模的外周边缘处。
75.本公开的热压下模202分别与成型上模101和热压上模201相配合进行两步式模压操作。其中成型上模101配置为用于在第一模压过程中与热压下模202配合使用,所述热压上模201配置为用于在第一模压过程之后的第二模压过程中与热压下模202配合使用。下面将结合图3a-3n介绍本免切边模具组件的使用过程。
76.如图3a所示,提供成型上模101、半成品湿坯1012、热压下模202。
77.如图3a所示,将半成品湿坯1012与成型上模101接合。这样,当成型上模101朝向热压下模202下行时,其带动半成品湿坯1012一同行进。
78.图3b~图3f展示了成型上模101的下行过程中的部分行程位置。其中,在图3d中,成型上模101的压网框1011的下表面接触了伸缩框2021的上表面,之后,成型上模101继续下行,并向下推动伸缩框2021运动。伸缩框2021运动过程中,伸缩框的内侧面20212沿着热压下模202的引导壁2031移动(图1中示出)。且随着伸缩框2021被向下推动,弹簧2023逐渐被压缩。在图3f中,由于热压下模202的热压下模限高面2025的存在,成型上模101无法继续下行,达到行程的最低点。这时模具闭合,同时,半成品湿坯被交接给热压下模202。
79.交接完成后,成型上模101上行,同时热压下模202的伸缩框2021在弹簧2023的作
用下随之上行。直到杆部2024的限位凸缘2030接合热压下模202的限位面2026,伸缩框2021到达伸展位置。图3g~3h展示了成型上模101的上行过程中的部分行程位置,其中图3h中示出了部2024的限位凸缘2030接合热压下模202的限位面2026,此时伸缩框2021无法继续上行。
80.其中,特别值得注意的是,如前文所述,由于所述压网框1011的内围尺寸大于热压下模202的伸缩框2021的内围尺寸,在上升过程中,伸缩框2021的内侧部将湿坯的边缘部分向上推举,造成湿坯的边缘部分向上弯曲,这在图3g中用圆圈示出。其中,如前文所述,伸缩框2021的内侧面20212与伸缩框2021的端部面20211形成靠近所述热压下模表面2029的外边缘的直角角部。该直角角部特别有利于在伸缩框2021远离热压下模运动时将位于热压下模表面2029上的湿坯的边缘向上弯曲。
81.在伸缩框2021停止在其伸展位置时,湿坯的向上弯曲的部分的形状不再发生变化。
82.在成型上模101的上行过程结束后,利用成形上模101和热压下模202进行的第一模压过程结束。接下来为利用热压上模201热压下模202进行的第二模压过程。
83.其中,图3i~图3l展示了热压上模201下行过程中的部分行程位置。其中,在图3k中,热压上模201的工作表面接触了伸缩框2021的上表面,之后,热压上模201继续下行,并向下推动伸缩框2021。随着伸缩框2021被向下推动,弹簧2023逐渐被压缩。在图3l中,由于热压下模202的热压下模限高面2025的存在,热压上模201无法继续下行,达到行程的最低点。
84.在热压上模201的下行过程中,在利用成型上模101的步骤中形成的湿坯的向上弯曲的部分被热压上模201的工作平面强行向下压扁,与湿坯主体部分完全融为一体。具体地,在图3k中圈出了湿坯的尚未受到热压上模201挤压的向上弯曲的部分,而在图3l中,热压上模201与热压下模202闭合在一起,向上弯曲的部分被挤压形成了湿坯的平坦边缘。
85.在上述步骤之后,热压上模201上行离开热压下模202。图3m~图3n展示了热压上模201上行过程中的部分行程位置。
86.通过利用本公开的模具进行上述模制过程,不需要对最终的产品进行专门的切边工艺,即可形成光滑平整的产品边缘,与使用切边工艺制作的产品边缘相比于,在光洁度与尺寸精度上效果相同。这是因为在湿坯的向上弯曲的边缘部分被压扁的瞬间,物质四散分压,其压力导致湿坯边缘与伸缩框2021的壁面完全紧密贴合,直至湿坯因高温高压变干变硬。故而,湿坯的接触面平整光滑,湿坯最终形成的产品的边缘与活动框的本身尺寸误差极小
87.上文中参照优选的实施例详细描述了本公开所提出的方案的示范性实施方式,然而本领域技术人员可理解的是,在不背离本公开理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本公开提出的各种技术特征、结构进行多种组合,而不超出本公开的保护范围,本公开的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1