湿坯二次转移式纸浆模塑成型机的制作方法
1.本实用新型涉及一种采用模塑成型方式制作包括纸浆的植物纤维(简称纸浆;以下同)制品的装置;适用于制造一次性植物纤维模塑制品,尤其适用于制造一次性非平面的纸质制品;如纸浆模塑精致包装制品、植物纤维(纸浆)模塑餐具、植物纤维(纸浆)模塑托盘、植物纤维(纸浆)模塑工业品防震垫、包装盒及包装托、一次性非平面的植物纤维(纸浆)模塑装璜装饰立体墙板(或称植物纤维立体壁纸或纸浆模塑立体壁纸)以及一切一次性植物纤维(纸浆)模塑制品,全自动植物纤维模塑成型机包含全自动纸浆模塑成型机。
背景技术:
2.植物纤维模塑制品的制作过程是:植物纤维在吸滤成型装置中先经过吸滤成型,制成制品的湿坯,把湿坯送入到热压定型装置的热压模具内,热压模具合模并对湿坯进行热压干燥定型,制成各种形状的植物纤维模塑制品。把湿坯从吸滤成型模具送到热压模具,采用湿坯转移装置中的湿坯转移模把湿坯从吸滤成型模具吸起,直接送到热压定型装置的热压模具内。
3.由于,湿坯的厚度比热压定型后的制品厚度要厚,所以湿坯进入热压定型模时容易被擦裂或擦皱,影响制品的质量和合格率。
4.热压模具分热压上模、热压下模。为排气需要,热压上模或热压下模的模具表面覆有金属丝网(一般采用不锈钢丝网)。所以,热压模具上下合模时,热压上模这一面或热压下模这一面,总有一面需要覆有金属丝网,称作“热压模具的网面”,另一面没有金属丝网,称作“热压模具的光面”。由于热压下模金属丝网安装方便和热压下模真空抽吸蒸汽方便,所以热压模具的金属丝网也一般放在热压下模。“热压模具的网面”适合装在热压模具的下模。
5.植物纤维模塑制品的表面就是这样由“热压模具的网面”和“热压模具的光面”压制而成。所以,生产出来的植物纤维模塑制品与“热压模具的网面”接触的一面是带有网纹的,而另一面是无网纹的。分别称之为“制品的网面”和“制品的光面。如果“热压模具的网面”在热压模具的下模,则所以生产出来的制品也是“制品的网面”朝下,“制品的光面”朝上。
6.湿坯都是在表面覆有一层或几层丝网(一般采用不锈钢丝网)的吸滤成型模具上经真空抽吸形成的。吸滤成型时,接触吸滤网的一面称作“湿坯的网面”。吸滤成型过程中,随着湿坯厚度增加,对浆液的抽吸力渐渐减小,湿坯的材质越来越松而且还出现不规则的高低峰谷面,所以离吸滤网远的一面(“湿坯的网面”的背面)称作“湿坯的毛面”。
7.通常,带有不锈钢丝网作为吸滤网的吸滤成型模具的工作面在浆槽里是朝上进行吸浆。所以“湿坯的网面”在湿坯的下面(湿坯的网面朝下),“湿坯的毛面”朝上;即使是翻转式吸滤成型模具,模具面朝下在浆槽里进行吸浆,完成吸浆后也是模具面被翻转朝上,再进行湿坯转移。所以生产形成的湿坯也是“湿坯的网面”朝下,“湿坯的毛面”朝上。
8.湿坯的移动都是平移,即湿坯在吸滤成型模具中形成,到送入到热压定型装置热
压模具内,湿坯的朝向不会变化。把湿坯从吸滤成型模具上吸起移送到热压模具进行热压定型,结果是“湿坯的毛面”对应“制品的光面”,“湿坯的网面”对应“制品的网面”。
9.到目前为止,植物纤维模塑制品的“制品的光面”不光洁,“制品的光面不光”成了植物纤维模塑制品生产中的世界性难题。“制品的光面“不“光”主要是因为“湿坯的毛面”有皱纹和酥松。“热压模具的光面”很难把“湿坯的毛面”压光。
10.湿坯的壁厚比制品厚,进入热压定型模时容易被擦裂擦皱这个问题,目前没有有效办法;
11.关于克服“制品的光面”不光洁问题,现有的常用解决方法是,增大热压模具合模力和根据制品的表面效果反过来调整模具的间隙,哪里压不光就把那儿的模具间隙调小。其结果是,即便把热压模具合模力增加到很大,使制品的有些地方已经被压得发黑了而有些地方还是压不“光”,制品表面质量无明显改变;而且更令人感到棘手的是:(1)根据制品的表面效果反过来调整模具的间隙,有很大的盲目性,往往是顾此失彼,难达目的;(2)调整模具间隙的成本非常高,调整模具间隙要停机拆下模具对模具重新进行加工,须把200℃左右的模具降温到常温,需要很长时间,热能损失很大、花费时间太长,效率低下。
12.因此要实用新型一种方法来解决热压干燥定型时,热压模具容易把制品压裂以及很难把制品表面压光的难题。
13.另外,植物纤维模塑制品的制作过程中,如果采用凹模吸浆,则形成的湿坯底部壁厚比上部厚,制品越深,湿坯壁厚越不均匀,湿坯容易被压裂,最后生产出来的制品壁厚很不均匀且容易形成有裂纹的废品;如果采用凸模吸浆可以让深制品的湿坯壁厚均匀,但湿坯移动到热压定型装置中时,热压下模也要对应凸模,生产较深制品时,如果热压下模是凸模,则制品不容易脱模。
14.在本行业中,既要制品的壁厚均匀又要容易脱模,是两难的选择。因此也要实用新型一种方法来解决这一难题。
技术实现要素:
15.本实用新型的目的是要克服上述背景技术的不足,提供一种湿坯二次转移式纸浆模塑成型机,使得植物纤维模塑制品的两个面都获得较好的效果。
16.发明人经过多年研究和实践发现,(1)对湿坯进行二次预压整形,上述背景技术的缺陷可明显改善;(2)在热压定型时,“湿坯的网面”很容易被“热压模具的光面”压光,生产出来的制品它的“制品的光面”很光洁;而“湿坯的毛面”也很容易被“热压模具的网面”压出网纹,双面都较理想。
17.实用新型具体思路如下:
18.1,现有技术中,湿坯转移装置只有一个,本实用新型采用二个湿坯转移装置,即第一湿坯转移装置和第二湿坯转移装置。转移湿坯时,采用二个湿坯转移装置,可对湿坯进行2次预整形;
19.2,把湿坯进行180度翻转,让“热压模具的光面”压“湿坯的网面”,而让有一点柔性且容易压到湿坯整体面的“热压模具的网面”去压“湿坯的毛面”,可以容易实现制品表面的光洁。先把湿坯移出吸滤成型模具,在湿坯离开吸滤成型模具后且送入到热压定型模具之前,先把湿坯翻转180度,再送入热压模具进行热压干燥定型;
20.3,只有采用二个湿坯转移模装置,通过二个湿坯转移模装置之间的湿坯交换,才能在对湿坯的180度翻转后,真正实现“热压模具的光面”压“湿坯的网面”。
21.本实用新型提供的技术方案是:
22.湿坯二次转移式纸浆模塑成型机,包含吸滤成型装置、热压定型装置,还包含第一湿坯转移装置和第二湿坯转移装置;
23.所述热压定型装置可以是1个或多个,其中多个热压定型装置包含左热压定型装置和右热压定型装置。
24.所述第一湿坯转移装置含有可上下移动的第一湿坯转移模,第一湿坯转移模可从吸滤成型模具中提取湿坯,所述第二湿坯转移装置可以沿左右平移轨道水平移动,以接纳从第一湿坯转移模转移过来的湿坯,再把湿坯移送到热压定型装置;左右平移轨道沿着上机架或下机架左右方向固定布置。
25.所述热压定型装置含有可上下移动的热压下模,且供第二湿坯转移模移动的左右平移轨道水平伸展至热压定型装置两侧,使得第二湿坯转移模能够移动到热压下模上方,以利于热压下模从第二湿坯转移模中提取所述湿坯;
26.所述热压下模可以是1个或多个,其中多个热压下模包含左热压下模和右热压下模。
27.热压定型装置含有可上下移动的热压上模,且供第二湿坯转移模移动的左右平移轨道水平伸展至热压定型装置两侧,使得第二湿坯转移模能够移动到热压上模下方,以利于热压上模从第二湿坯转移模中提取所述湿坯;
28.所述热压上模可以是1个或多个,其中多个热压上模包含左热压上模和右热压上模。
29.第二湿坯转移装置上装有可进行180度翻转的第二湿坯转移模,以把来自第一湿坯转移模的湿坯上下翻转180度。
30.所述第二湿坯转移装置含有可绕转轴进行上下180度翻转并沿左右平移轨道进行水平移动的第二湿坯转移模,以接纳从第一湿坯转移模转移过来的湿坯,再把湿坯上下翻转180度后移送到热压下模的上方,可上下移动的热压下模从第二湿坯转移模中提取已经完成翻转的湿坯。
31.驱动第二湿坯转移装置进行水平移动的是第二湿坯转移装置水平驱动器,第二湿坯转移装置水平驱动器采用齿轮齿条驱动结构,所述第二湿坯转移装置水平驱动器含有固定在上机架上或下机架上的齿条、固定在第二湿坯转移装置上的齿轮动力头,齿轮动力头含有齿轮和驱动齿轮转动的伺服电机,齿轮动力头的齿轮与所述齿条相啮合,伺服电机驱动齿轮转动从而带动第二湿坯转移装置左右水平移动;或者,驱动第二湿坯转移装置进行水平移动的是直线电机,直线电机的动子固定在第二湿坯转移装置上,直线电机的定子固定在上机架或下机架上;或者,驱动第二湿坯转移装置进行水平移动的是丝杠螺母副机构。
32.本实用新型的工作原理是:转移湿坯时,采用二个湿坯转移模装置,大大增加了湿坯处理的灵活度,且实现了对湿坯的二次预整形;通过对湿坯进行通过微调整形,使湿坯更加适应热压模具的型腔间隙,从而减少制品被压裂压皱机率;并且,只有通过二个湿坯转移模装置之间的湿坯交换,才能在对湿坯的180度翻转后,真正实现“热压模具的光面”压“湿坯的网面”;
33.把离开吸滤成型模具后的湿坯经过上下180度翻转后送入热压定型装置进行热压干燥定型。“热压模具的光面”压材质致密平整优质的“湿坯的网面”,而让有一点柔性且容易压到湿坯整体面的“热压模具的网面”去压“湿坯的毛面”。热压模具的光面可以把制品压得非常光滑,而湿坯的毛面又容易被热压模具的网面压出致密的网纹。所以制品的两面都到获得很好的加工效果,实现了双面优化。
34.本实用新型的有益效果是:
35.1、对湿坯的二次预压,减少了制品被压裂压皱机率;
36.2、把翻转180度后的湿坯送到热压定型装置进行热压干燥定型。让“热压模具的光面”去压材质致密平整优质的“湿坯的网面”,而让有一定柔性且容易压到湿坯整体表面的“热压模具的网面”去压“湿坯的毛面”,制品的两面都到获得很好的加工效果,实现了双面优化。
37.3、实现了吸滤成型模具可以采用凸模吸浆,而热压定型装置的凹模在热压下模这一有益效果。达到深制品的湿坯壁厚均匀,而又容易热压脱模。实现了制品壁厚均匀又容易脱模以及制品不容易出现裂纹这一理想工艺效果;
38.4、采用双湿坯转移装置,降低了纸浆模塑制品特别是高质量的精致工业包装制品的生产难度。大大提高了制品的质量和机器运行的稳定性,生产成本可大幅度降低。
附图说明
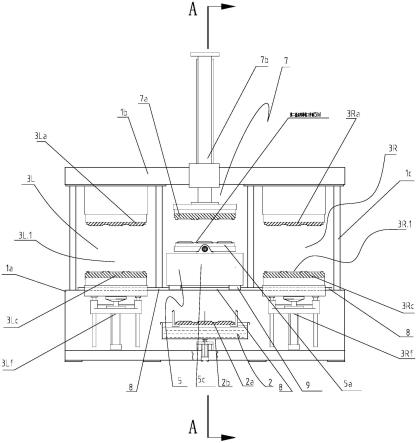
39.图1是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模工作面5m朝上时的状态示意图)。
40.图1a是图1的a-a向剖视结构示意图。
41.图1.1是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模工作面5m朝上时的状态示意图)。
42.图1.1a是图1.1的b-b向剖视结构示意图。
43.图1.1b是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例1的第二湿坯转移装置5、第二湿坯转移装置水平驱动器6的局部放大示意图。
44.图2是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a的下方,第二湿坯转移模5a进行翻转时的状态示意图)。
45.图2.1是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a的下方,第二湿坯转移模5a进行翻转时的状态示意图)。
46.图3是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模工作面5m朝下时的状态示意图)。
47.图3.1是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模
塑成型机”实施例1的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模工作面5m朝下时的状态示意图)。
48.图4是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移模工作面5m朝下的第二湿坯转移装置5移动到左热压下模3lc上方时的状态示意图)。
49.图4.1是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图(第二湿坯转移模工作面5m朝下的第二湿坯转移装置5移动到左热压下模3lc上方时的状态示意图)。
50.图5是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图。图中表达了第二湿坯转移装置5的水平移动驱动方式,伺服电机驱动齿轮齿条从而驱动第二湿坯转移装置5进行水平移动。
51.图6是本实用新型所述“湿坯二次转移式纸浆模塑成型机”实施例1的主视结构示意图,上机架1b的结构根据热压定型装置和第一湿坯转移装置的高度变化而变化。
52.图7是本实用新型所述把左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例2的的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模5a进行翻转时的状态示意图)。
53.图7.1本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例2的的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方,第二湿坯转移模5a进行翻转时的状态示意图)。
54.图8是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例3的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方时的状态示意图)。
55.图9是图8的c-c向剖视结构示意图。
56.图10是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例3的主视结构示意图(第二湿坯转移装置5位于左热压上模3la下方时的状态示意图)。
57.图11是本实用新型所述左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例3的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方时的状态示意图)。
58.图12是图11的d-d向剖视结构示意图。
59.图13是本实用新型所述左右平移轨道8固定在下机架的“湿坯二次转移式纸浆模塑成型机”实施例4的的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方时的状态示意图)。
60.图14本实用新型所述把左右平移轨道8固定在上机架的“湿坯二次转移式纸浆模塑成型机”实施例4的的主视结构示意图(第二湿坯转移装置5位于第一湿坯转移模7a下方时的状态示意图)。
61.图中标号说明:
62.1-机架;1a-下机架;1b-上机架;1c-拉杆;2-吸滤成型装置;2a-吸滤成型模具;2b-吸滤成型浆槽;3-热压定型装置(热压合模装置);3l-左热压定型装置(左热压合模装置);
3r-右热压定型装置(右热压合模装置);3.1-热压工位;3l.1-左热压工位;3r.1-右热压工位;3a-热压上模;3la-左热压上模;3ra-右热压上模;3f-热压下模驱动装置;3lf-左热压下模驱动装置;3rf-右热压下模驱动装置;3c-热压下模;3lc-左热压下模;3rc-右热压下模;3b-热压上模驱动装置;3lb-左热压上模驱动装置;3rb-右热压上模驱动装置;5-第二湿坯转移装置;5.1-转轴;5a-第二湿坯转移模;5b-湿坯翻转驱动器;5c-第二湿坯移动架;5m-第二湿坯转移模工作面;6-第二湿坯转移装置水平驱动器;6a-齿轮动力头;6b-齿条;7-第一湿坯转移装置;7a-第一湿坯转移模;7b-第一湿坯转移装置驱动器;8-左右平移轨道;9-左右平移轨道滑块;
63.热压定型装置3可以是1个或多个(包含左热压定型装置3l和右热压定型装置3r),所述热压下模3c可以是1个或多个(包含左热压下模3lc和右热压下模3rc),所述热压上模热压上模3a可以是1个或多个(包含左热压上模3la和右热压上模3ra)。
具体实施方式
64.湿坯二次转移式纸浆模塑成型机含有机架、吸滤成型装置、热压定型装置、第一湿坯转移装置、第二湿坯转移装置、控制系统(可沿用现有技术)等。在吸滤成型装置中湿坯被制作完成,所制作完成的湿坯被转移到可上下移动的第一湿坯转移装置,接着第一湿坯转移装置把湿坯转移给可水平移动的第二湿坯转移装置,第二湿坯转移装置再把湿坯移送到热压定型装置,可上下移动的热压下模上移,从第二湿坯转移模5a中提取所述湿坯;或者,可上下移动的热压上模3a下移到第二湿坯转移模5a中提取所述湿坯;第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方后,热压上模3a(包含左热压上模3la和右热压上模3ra)与热压下模3c(包含左热压下模3lc和右热压下模3rc)合模对湿坯进行热压干燥定型,热压干燥定型后的纸浆模塑制品在适当时间被及时送出纸浆模塑成型机。整个纸浆模塑制品的生产过程,吸滤成型装置中的吸滤成型模具2a制成的湿坯,被第一湿坯转移装置中的第一湿坯转移模7a取走并送到第二湿坯转移装置中的第二湿坯转移模5a,第一湿坯转移模7a与第二湿坯转移模5a之间的转移可对湿坯进行预整型,热压定型装置(包含左热压定型装置和右热压定型装置)从第二湿坯转移模5a中提取湿坯,可再一次对湿坯进行预整型,减少了在热压合模时湿坯被压裂压皱的机率;提高了制品的成品率;
65.第二湿坯转移装置中的第二湿坯转移模可以带有翻转功能,第二湿坯转移模可以吸附湿坯并进行上下180度翻转,第二湿坯转移模带着湿坯上下翻转180度后,把湿坯倒置,使湿坯的网面朝上,网面朝上的湿坯被移送到热压定型装置进行热压干燥定型,作为光面的热压上模(“热压模具的光面”)压网面朝上的湿坯(湿坯的网面”),制成干燥定型后的纸浆模塑制品,制品的两面都到获得很好的加工效果。
66.所述热压定型装置可以是1个或多个(比如含左热压定型装置3l和右热压定型装置3r的双热压定型装置);本实用新型所述上下翻转180度,是指翻转模工作面5m由朝上转换为朝下,或者由朝下转换为朝上。
67.所述的“提取”,均是采用负压吸附的方式,由某一组件将湿坯或半成品转移到另一组件中;为现有技术。
68.根据热压定型装置数量不同和翻转后湿坯移送到热压定型装置的移送方式不同,纸浆模塑制品制造方法和湿坯二次转移式纸浆模塑成型机可以有多种实施方式,具体描述
如下:
69.实施例1
70.如图1、图1.1所示,本实施例中,湿坯二次转移式纸浆模塑成型机含有机架、吸滤成型装置、热压定型装置、第一湿坯转移装置、第二湿坯转移装置、控制系统等。在下机架1a的中间设置有吸滤成型装置2,在上机架的中间、吸滤成型装置2的上方设置有第一湿坯转移装置7,在机架的左右两侧各设置有一个热压定型装置3,分别是左热压定型装置3l和右热压定型装置3r。
71.如图1、图1.1所示,机架1由下机架1a和上机架1b、拉杆1c组成,拉杆1c把下机架1a和上机架1b固定在一起。如图6所示,上机架1b的结构可根据热压定型装置和第一湿坯转移装置的高度变化而变化。
72.吸滤成型装置2含有吸滤成型模具2a、吸滤成型浆槽2b;适当浓度的植物纤维与水的混合物(简称为浆液)被间歇或连续注入到吸滤成型浆槽2b中,吸滤成型模2a把浆液制成湿坯,可采用多种方式实现湿坯的制作。
73.如图1、图1.1所示,热压定型装置3包括左热压定型装置3l和右热压定型装置3r,热压定型装置含有热压定型模具。左热压定型装置3l含有可上下移动的左热压下模3lc、固定在上机架的左热压上模3la、左热压下模驱动装置3lf,左热压下模3lc在左热压下模驱动装置3lf的驱动下可进行上下移动;右热压定型装置3r含有可上下移动的右热压下模3rc、固定在上机架的右热压上模3ra、右热压下模驱动装置3rf,右热压下模3rc在右热压下模驱动装置3rf的驱动下可进行上下移动;
74.左热压下模3lc和右热压下模3rc统称为热压下模3c,左热压上模3la和右热压上模3ra统称为热压上模3a;并且,左热压下模3lc仅与左热压上模3la配合作业,右热压下模3rc仅与右热压上模3ra配合作业。
75.第一湿坯转移装置7含有第一湿坯转移模7a、第一湿坯转移装置驱动器7b。吸滤成型装置2中的吸滤成型模具2a把浆液中的纤维制成湿坯,第一湿坯转移模7a把所述湿坯从吸滤成型模具2a上吸起并上升到位,再把湿坯转移给第二湿坯转移装置5。
76.如图1、图1a、图1.1、图1.1a所示,第二湿坯转移装置5含有第二湿坯转移模5a、湿坯翻转驱动器5b、第二湿坯移动架5c、第二湿坯转移装置水平驱动器6;第二湿坯转移模5a用来吸附湿坯的模具面是“第二湿坯转移模工作面”5m;第二湿坯转移模在湿坯翻转驱动器5b的驱动下可以带着湿坯进行上下180度翻转。
77.如图1.1、图1.1a、1.1b所示,在上机架的下侧从左端到右端固定着2根(或2组)左右平移轨道8,左右平移轨道8上设有可沿导轨滑动的左右平移轨道滑块9,第二湿坯转移装置5固定在左右平移轨道滑块9上,第二湿坯转移装置5通过左右平移轨道滑块9倒挂在上机架的下侧,在第二湿坯转移装置水平驱动器6的驱动下,可沿左右平移轨道8左右移动。
78.如图1、图1a所示,也可以在下机架上固定2根(或2组)从左端到右端的左右平移轨道8,左右平移轨道8上设有可沿导轨滑动的左右平移轨道滑块9,第二湿坯转移装置5固定在左右平移轨道滑块9上,在第二湿坯转移装置水平驱动器6的驱动下,可沿左右平移轨道8左右移动。
79.如图1a、图1.1a、图1.1b、图4.1、图5所示,驱动第二湿坯转移装置5进行水平移动的是第二湿坯转移装置水平驱动器6。作为优先方案,第二湿坯转移装置水平驱动器6采用
齿轮齿条驱动方式,所述第二湿坯转移装置水平驱动器6含有固定在第二湿坯转移装置5上的齿轮动力头6a、固定在下机架上或上机架上的齿条6b,齿轮动力头6a含有齿轮和驱动齿轮转动的伺服电机,齿轮动力头6a上的齿轮与齿条6b相啮合,伺服电机驱动齿轮转动从而带动第二湿坯转移装置5左右水平移动。或者,驱动第二湿坯转移装置5进行水平移动的是直线电机,直线电机的动子固定在第二湿坯转移装置5上,直线电机的定子固定在上机架或下机架上;或者,驱动第二湿坯转移装置5进行水平移动的是丝杠螺母副驱动方式;
80.左右平移轨道8横跨左热压定型装置3l、第一湿坯转移装置7、右热压定型装置3r,在第二湿坯转移装置水平驱动器6的驱动下,第二湿坯转移装置5可以沿左右平移轨道8在左热压下模3lc上方、第一湿坯转移装置7下方、右热压下模3rc上方之间移动。
81.湿坯在吸滤成型装置中制作完成,第一湿坯转移模7a下移把所述湿坯从吸滤成型模具2a中吸起并上移到位;第二湿坯转移模5a沿左右平移轨道8进入到第一湿坯转移模7a的下方,第二湿坯转移模5a上下翻转180度,让第二湿坯转移模工作面5m朝上,即第二湿坯转移模工作面5m朝向第一湿坯转移模7a(如图1、图1.1所示);第一湿坯转移模7a下移,与第二湿坯转移模5a进行合模,把湿坯移交给第二湿坯转移模5a后,第一湿坯转移模上移复位,第二湿坯转移模5a接纳到湿坯,此时第二湿坯转移模工作面5m以及湿坯朝上;这一过程可对湿坯进行预整型。
82.如图2.1、图3.1、图2、图3所示,第二湿坯转移模带着湿坯进行上下翻转180度后,把湿坯倒置,第二湿坯转移模工作面5m以及湿坯朝下(湿坯的网面朝上);
83.如图4.1、图4所示,第二湿坯转移模工作面5m以及湿坯朝下的第二湿坯转移模带着湿坯左移到热压定型装置中的左热压下模的上方;第一湿坯转移模7a再次下移把所述湿坯从吸滤成型模具2a中吸起并上移到位,而左热压下模3lc上移从第二湿坯转移模5a取走湿坯后下移到位(这一过程又可对湿坯进行预整型),第二湿坯转移模5a沿左右平移轨道8右移回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m再次向上朝向第一湿坯转移模7a,第一湿坯转移模7a下移,把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a再次接纳到湿坯,而同时,左热压定型装置合模对湿坯进行热压干燥定型;第二湿坯转移模又带着湿坯上下翻转180度后,把湿坯倒置,第二湿坯转移模工作面5m以及湿坯朝下(湿坯的网面朝上);
84.第二湿坯转移模工作面5m以及湿坯朝下的第二湿坯转移模带着湿坯右移到热压定型装置中的右热压下模的上方;第一湿坯转移模7a再次下移把所述湿坯从吸滤成型模具2a中吸起并上移到位,而右热压下模3rc上移从第二湿坯转移模5a取走湿坯后下移到位(这一过程又可对湿坯进行预整型),第二湿坯转移模5a沿左右平移轨道8左移回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m再次向上朝向第一湿坯转移模7a,第一湿坯转移模7a下移,把湿坯移交给第二湿坯转移模5a后,第一湿坯转移模上移复位,第二湿坯转移模5a接纳到湿坯,而同时,右热压定型装置合模对湿坯进行热压干燥定型;
85.热压上模的光面压湿坯的网面,制成干燥定型后的纸浆模塑制品,制品被送出纸浆模塑成型机,制品的两面都到获得很好的加工效果。
86.如图1.1、图2.1、图3.1、图4.1、图1、图2、图3、图4所示,第二湿坯转移装置5上设有第二湿坯转移模5a,第二湿坯转移模5a进行180度翻转的方式有多种,作为优选方案,第二
湿坯转移模5a进行的上下180度翻转,可以绕着一平行于水平面的轴线进行,即可以绕轴线上下180度翻转,达到把第二湿坯转移模工作面5m从朝上翻转到朝下的目的。如图1a、图1.1a所示,驱动第二湿坯转移模5a进行180度翻转的是湿坯翻转驱动器5b。由图可知:湿坯翻转模具的转轴5.1,通过轴承可转动地定位在湿坯翻转装置移动架5c上,湿坯翻转驱动器5b(如带减速机的电机)的座体固定在湿坯翻转装置移动架5c的一侧,湿坯翻转驱动器5b的驱动轴(如电机输出轴或减速机输出轴)与转轴5.1同轴连接;显然,湿坯翻转驱动器启动,即可驱动湿坯翻转模具绕转轴5.1进行180翻转。
87.第一湿坯转移装置7与第二湿坯转移装置5共同实现了把湿坯从吸滤成型模具到热压定型模具移送的功能,第一湿坯转移装置7与第二湿坯转移装置5之间的动作配合、左右热压下模上移从第二湿坯转移模5a取走湿坯后下移到位可实现对湿坯的两次预整形;湿坯的180度翻转,达到“热压模具的光面”去压材质致密平整优质的“湿坯的网面”的目的,而让有一定柔性且容易压到湿坯整体表面的“热压模具的网面”去压“湿坯的毛面”,制品的两面都到获得很好的加工效果,实现了双面优化。
88.本实施例的完整的实施过程通常是这样的:
89.(1)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8移动到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m向上朝向第一湿坯转移模7a,第一湿坯转移模7a下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a接纳到湿坯,第二湿坯转移模5a带着湿坯上下翻转180度,让第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上,
90.(2)湿坯随着第二湿坯转移模5a沿左右平移轨道8左移到可上下移动的左热压下模3lc上方;左热压下模3lc上移从第二湿坯转移模5a取走湿坯后下移到位,与此同时,第一湿坯转移模7a下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
91.(3)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m再次向上朝向第一湿坯转移模7a,第一湿坯转移模7a再次下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a再次接纳到湿坯,第二湿坯转移模5a带着湿坯上下翻转180度,让第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上,
92.同时,左热压下模3lc上移与左热压上模3la合模对湿坯进行热压干燥定型,热压干燥定型后,左热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
93.(4)湿坯随着第二湿坯转移模5a右移到可上下移动的右热压下模3rc上方;右热压下模3rc上移从第二湿坯转移模5a取走湿坯后下移到位,同时,第一湿坯转移模7a又下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
94.(5)湿坯被转移走后的第二湿坯转移模5a回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m再次向上朝向第一湿坯转移模7a,第一湿坯转移模7a再次下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a再次接纳到湿坯,第二湿坯转移模5a带着湿坯上下翻转180度,让第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上,
95.同时,右热压下模3rc上移与右热压上模3ra合模对湿坯进行热压干燥定型,热压干燥定型后,右热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
96.(6)湿坯随着第二湿坯转移模5a沿左右平移轨道8左移到可上下移动的左热压下模3lc上方;左热压下模3lc上移从第二湿坯转移模5a取走湿坯后下移到位,与此同时,第一湿坯转移模7a下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位;
97.湿坯二次转移式纸浆模塑成型机按照上述步骤进行循环工作,不断生产纸浆模塑制品,纸浆模塑制品又被及时送出纸浆模塑成型机。
98.整个纸浆模塑制品的生产过程,吸滤成型模具2a制成的湿坯,在被第一湿坯转移模7a取走并送到第二湿坯转移模5a,又被第二湿坯转移模5a上下翻转180度后(第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上)送入左热压定型装置或右热压定型装置进行热压干燥定型。
99.实现对湿坯的两次整形;也实现了“湿坯的网面”与“热压模具的光面”进行匹配;也可实现制品壁厚均匀又容易脱模这一理想工艺效果。大大提高机器运行的稳定性、制品的质量和合格率,生产成本大幅度降低。
100.实施例2
101.本实施例是实施例1的简化,如图7.1、图7所示,本实施例的湿坯二次转移式纸浆模塑成型机只含有1个热压定型装置。在本实施例中,湿坯二次转移式纸浆模塑成型机含有机架1、吸滤成型装置2、热压定型装置3、第二湿坯转移装置5、第一湿坯转移装置7、控制系统等。
102.因为只有1个热压定型装置,所以不分左热压定型装置和右热压定型装置。
103.吸滤成型装置2中的吸滤成型模具2a把浆液中的纤维制成湿坯,第一湿坯转移模7a把湿坯从吸滤成型模具2a上吸起并上升到位;
104.本实施例的完整实施过程通常是这样的:
105.(1)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m向上朝向第一湿坯转移模7a,第一湿坯转移模7a下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a接纳到湿坯,第二湿坯转移模5a带着湿坯上下翻转180度,让第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上,
106.同时,热压下模3c上移与热压上模3a合模对上一次接纳到的湿坯进行热压干燥定型,热压干燥定型后,热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
107.(2)带着湿坯朝下的第二湿坯转移模5a再次移到可上下移动的热压下模3c上方;热压下模3c上移从第二湿坯转移模5a取走湿坯后下移到位,同时,第一湿坯转移模7a又下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
108.(3)湿坯被转移走后的第二湿坯转移模5a回到第一湿坯转移模7a的下方;第二湿坯转移模5a上下翻转180度,第二湿坯转移模工作面5m再次向上朝向第一湿坯转移模7a,第一湿坯转移模7a再次下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a再次接纳到湿坯,第二湿坯转移模5a带着湿坯上下翻转180度,让第二湿坯转移模工作面5m及吸附着的湿坯朝下、湿坯的网面朝上,
109.同时,热压下模3c上移与热压上模3a合模对湿坯进行热压干燥定型,热压干燥定型后,热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
110.湿坯二次转移式纸浆模塑成型机按照上述步骤进行循环工作,不断生产纸浆模塑制品。整个纸浆模塑制品的生产过程,吸滤成型模具2a制成的湿坯,在被第一湿坯转移模7a取走并送到第二湿坯转移模5a,都被第二湿坯转移模5a上下翻转180度后送入热压定型装置进行热压干燥定型。
111.实施例3
112.如图8、图9、图11、图12所示,本实施例所述的湿坯二次转移式纸浆模塑成型机含有机架、吸滤成型装置、热压定型装置、第一湿坯转移装置、第二湿坯转移装置、控制系统等。与实施例1相比,本实施例的第二湿坯转移模5a固定在第二湿坯移动架5c上,不进行上下180度翻转;热压上模3a(左热压上模3la和右热压上模3ra)可上下移动,热压下模3c(左热压下模3lc和右热压下模3rc)固定不动。
113.机架1由下机架1a和上机架1b、拉杆1c组成。
114.吸滤成型装置2含有吸滤成型模具2a、吸滤成型浆槽2b。
115.热压定型装置3含有热压定型模具;含有可上下移动的热压上模3a和固定在下机架不动的热压下模3c,热压上模3a在热压上模驱动装置3b的驱动下可进行上下移动;
116.热压定型装置3包括左热压定型装置3l和右热压定型装置3r,
117.左热压定型装置3l含有可上下移动的左热压上模3la和固定在下机架不动的左热压下模3lc,左热压上模3la在左热压上模驱动装置3lb的驱动下可进行上下移动;
118.右热压定型装置3r含有可上下移动的右热压上模3ra和固定在下机架不动的右热压下模3rc,右热压上模3ra在右热压下模驱动装置3rb的驱动下可进行上下移动。
119.左热压下模3lc和右热压下模3rc统称为热压下模3c,左热压上模3la和右热压上模3ra可以为热压上模3a。
120.第一湿坯转移装置7含有可上下移动的第一湿坯转移模7a、第一湿坯转移装置驱动器7b。
121.第二湿坯转移装置5含有第二湿坯转移模5a、第二湿坯移动架5c、第二湿坯转移装置水平驱动器6,第二湿坯转移模5a固定在第二湿坯移动架5c上,不需要进行上下180度翻转。
122.如图11、图12所示,在上机架的下侧从左端到右端固定2根(或2组)左右平移轨道8,左右平移轨道8上设有可沿导轨移动的左右平移轨道滑块9,第二湿坯转移装置5固定在左右平移轨道滑块9上,第二湿坯转移装置5通过左右平移轨道滑块9倒挂在上机架的下侧,在第二湿坯转移装置水平驱动器6的驱动下,可沿左右平移轨道8左右移动。
123.如图8、图9所示,也可以把左右平移轨道8固定在下机架上,在下机架上从左端到右端固定2根(或2组)左右平移轨道8,左右平移轨道8上设有可沿导轨滑动的左右平移轨道滑块9,第二湿坯转移装置5固定在左右平移轨道滑块9上,在第二湿坯转移装置水平驱动器6的驱动下,可沿左右平移轨道8左右移动。
124.如图8、图9、图11、图12所示,驱动第二湿坯转移装置5进行水平移动的第二湿坯转移装置水平驱动器6。采用齿轮齿条驱动方式,所述第二湿坯转移装置水平驱动器6含有固定在第二湿坯转移装置5上的齿轮动力头6a、固定在下机架上或上机架上的齿条6b,齿轮动力头6a含有齿轮和驱动齿轮转动的伺服电机,齿轮动力头6a上的齿轮与齿条6b相啮合,伺服电机驱动齿轮转动从而带动第二湿坯转移装置5左右水平移动。或者,驱动第二湿坯转移
装置5进行水平移动的是直线电机,直线电机的动子固定在第二湿坯转移装置5上,直线电机的定子固定在上机架或下机架上;或者,驱动第二湿坯转移装置5进行水平移动的是丝杠螺母副驱动机构;
125.左右平移轨道8横跨左热压定型装置3l、第一湿坯转移装置7、右热压定型装置3r,在第二湿坯转移装置水平驱动器6的驱动下,第二湿坯转移装置5可以沿左右平移轨道8在左热压下模3lc上方、第一湿坯转移模7a下方、右热压下模3rc上方之间移动。
126.湿坯在吸滤成型装置中制作完成,第一湿坯转移模7a下移把所述湿坯从吸滤成型模具2a中吸起并上移到位;如图8、图11所示,第二湿坯转移模5a沿左右平移轨道8进入到第一湿坯转移模7a的下方,第一湿坯转移模7a下移,与第二湿坯转移模5a进行合模,把湿坯移交给第二湿坯转移模5a后,第一湿坯转移模上移复位,第一湿坯转移模7a下移与第二湿坯转移模5a进行合模时,可对湿坯进行预整型。
127.第二湿坯转移模5a接纳到湿坯,如图10所示,第二湿坯转移模5a带着湿坯移动到左热压定型装置的左热压上模3la的下方;这时,第一湿坯转移模7a又下移再次把湿坯从吸滤成型模具2a中吸起并上移到位,同时,左热压上模3la下移从第二湿坯转移模5a取走湿坯后上移到位;第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第一湿坯转移模7a再次下移,与第二湿坯转移模5a进行合模,把湿坯移交给第二湿坯转移模5a后,第一湿坯转移模上移复位,同时,左热压上模3la下移与左热压下模3lc合模对湿坯进行热压干燥定型;干燥定型后,左热压模具开模,纸浆模塑制品在适当时间被送出纸浆模塑成型机。第一湿坯转移模7a下移与第二湿坯转移模5a进行合模时,可对湿坯进行预整型。
128.第二湿坯转移模5a又接纳到湿坯,第二湿坯转移模5a带着湿坯移动到右热压定型装置的左热压上模3ra的下方;这时,第一湿坯转移模7a再次下移把湿坯从吸滤成型模具2a中吸起并上移到位,同时,右热压上模3ra下移从第二湿坯转移模5a取走湿坯后上移到位;第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第一湿坯转移模7a再次下移,与第二湿坯转移模5a进行合模,把湿坯移交给第二湿坯转移模5a后,第一湿坯转移模上移复位,同时,右热压上模3ra下移与右热压下模3rc合模对湿坯进行热压干燥定型,干燥定型后,右热压模具开模,纸浆模塑制品在适当时间被送出纸浆模塑成型机。
129.本实施例的完整的实施过程通常是这样的:
130.(1)第二湿坯转移模5a沿左右平移轨道8进入到第一湿坯转移模7a的下方,第一湿坯转移模7a下移与第二湿坯转移模5a合模,把湿坯移交给第二湿坯转移模5a后上移复位;
131.(2)接纳到湿坯的第二湿坯转移模5a,沿左右平移轨道8左移到可上下移动的左热压上模3la下方;左热压上模3la下移从第二湿坯转移模5a取走湿坯后上移到位,与此同时,第一湿坯转移模7a下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
132.(3)第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第一湿坯转移模7a再次下移与第二湿坯转移模5a合模,把湿坯移交给第二湿坯转移模5a后上移复位,同时,左热压上模3la下移与左热压下模3lc合模对湿坯进行热压干燥定型,热压干燥定型后,左热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
133.(4)湿坯随着第二湿坯转移模5a右移到可上下移动的右热压上模3ra下方;右热压上模3ra下移从第二湿坯转移模5a取走湿坯后上移到位,同时,第一湿坯转移模7a又下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
134.(5)湿坯被转移走后的第二湿坯转移模5a回到第一湿坯转移模7a的下方;第一湿坯转移模7a下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a接纳到湿坯,同时,右热压上模3ra下移与右热压下模3rc合模对湿坯进行热压干燥定型,热压干燥定型后,右热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
135.湿坯二次转移式纸浆模塑成型机按照上述步骤,从(2)-(5)进行循环工作,不断生产纸浆模塑制品,纸浆模塑制品又被及时送出纸浆模塑成型机。
136.整个纸浆模塑制品的生产过程,吸滤成型模具2a制成的湿坯,在被第一湿坯转移模7a取走并送到第二湿坯转移模5a,经第一湿坯转移模7a与第二湿坯转移模5a对湿坯进行预整型,再把湿坯送入左热压定型装置或右热压定型装置,左热压上模3la或右热压上模3ra下移与第二湿坯转移模5a进行合模,可再一次对湿坯进行预整型,左热压上模3la或右热压上模3ra上移并吸起湿坯,待第二湿坯转移模5a回到第一湿坯转移模7a的下方,左热压上模3la或右热压上模3ra带着湿坯下移与左热压下模3lc或右热压下模3rc合模,对湿坯进行热压干燥定型。提高了机器运行的稳定性、制品的质量和合格率,达到生产成本降低的效果。
137.实施例4
138.本实施例是实施例3的简化版,如图13、图14所示,本实施例的湿坯二次转移式纸浆模塑成型机只含有1个热压定型装置。因为只有1个热压定型装置,所以不分左热压定型装置和右热压定型装置。
139.在本实施例中,湿坯二次转移式纸浆模塑成型机含有机架1、吸滤成型装置2、热压定型装置3、第一湿坯转移装置7、第二湿坯转移装置5、控制系统等。
140.左右平移轨道8横跨热压定型装置3、第一湿坯转移装置7,在第二湿坯转移装置水平驱动器6的驱动下,第二湿坯转移装置5可以沿左右平移轨道8在热压下模3c上方、第一湿坯转移模7a下方之间移动。
141.本实施例的完整的实施过程通常是这样的:
142.(1)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8进入到第一湿坯转移模7a的下方,第一湿坯转移模7a下移与第二湿坯转移模5a合模,把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a接纳到湿坯;
143.(2)接纳到湿坯的第二湿坯转移模5a,沿左右平移轨道8移动到可上下移动的热压上模3a下方;热压上模3a下移从第二湿坯转移模5a取走湿坯后上移到位,与此同时,第一湿坯转移模7a下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
144.(3)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模7a的下方;第一湿坯转移模7a再次下移与第二湿坯转移模5a合模,把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a又接纳到湿坯,同时,热压上模3a下移与热压下模3c合模对湿坯进行热压干燥定型;热压干燥定型后,热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
145.(4)湿坯随着第二湿坯转移模5a又移到可上下移动的热压上模3a下方;热压上模3a下移从第二湿坯转移模5a取走湿坯后上移到位,同时,第一湿坯转移模7a又下移到吸滤成型装置2中把湿坯从吸滤成型模具2a上吸起并上升到位。
146.(5)湿坯被转移走后的第二湿坯转移模5a沿左右平移轨道8回到第一湿坯转移模
7a的下方;第一湿坯转移模7a再次下移把湿坯移交给第二湿坯转移模5a后上移复位,第二湿坯转移模5a接纳到湿坯,同时,热压上模3a下移与热压下模3c合模对湿坯进行热压干燥定型;热压干燥定型后,热压模具开模,纸浆模塑制品在适当时候被及时送出纸浆模塑成型机。
147.湿坯二次转移式纸浆模塑成型机按照上述步骤,从(3)-(4)进行循环工作,不断生产纸浆模塑制品,纸浆模塑制品又被及时送出纸浆模塑成型机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1