一种粘箱机的制作方法
1.本实用新型涉及纸箱粘合设备领域,尤其涉及一种粘箱机。
背景技术:
2.在某些行业,如烟草、制药等行业,由于其机械化程度高,对纸箱的尺寸要求几乎不得有毫厘之差,否则会影响流水线作业,大大降低效率。瓦楞纸箱的折叠、粘合,要经过180度状态的纸板被折叠到90度,然后再被压到0度这样一个过程。传统的瓦楞纸箱粘箱机,瓦楞纸箱的整个折叠过程都是在皮带连续翻卷夹送的状态下完成的,即在粘箱机左右两侧各设置一对皮带,使瓦楞纸板由开始折叠时的180度直到完成时的0度,均在皮带作用下向内呈螺旋形翻卷与下皮带夹送,在夹送移动中同时完成折叠工作,整个过程连续进行,一次完成,中途没有停顿。在此过程中,瓦楞纸板受皮带的作用力,向内折,皮带与纸板只能在纸板运行方向的前端产生点或线的接触,不可能产生平面接触,从而使被折叠纸板受力不均匀,折线产生错位,形成“鱼尾”;折叠皮带多为扁平皮带,其夹送着纸板既要水平运动又要翻卷压迫纸板向内折叠,皮带具有较好的柔韧性,而瓦楞纸板柔性较差,皮带内侧由于翻卷内旋,水平运动速度产生了向内方向的分解,从而滞后于纸板运行速度,被折叠纸板的受力方向与纸箱实际折叠方向产生滞后偏差,不能吻合,从而使纸箱折叠缝产生不可控制的较大差误,即剪刀差。
3.而且,传统的瓦楞纸箱粘箱机加工的纸箱产生的鱼尾经常大于2.5mm,剪刀差经常大于3mm,无法满足生产要求。
技术实现要素:
4.本实用新型的目的在于提供一种粘箱机,其旨在解决传统的纸箱粘箱机加工的纸箱产生的鱼尾经常大于2.5mm,剪刀差经常大于3mm,无法满足生产要求的技术问题。
5.为达到上述目的,本实用新型提供的方案是:
6.一种粘箱机,包括机架、用于传送纸板的传送机构、用于将纸板从180度状态折叠至90度状态的一次折叠机构、以及用于将纸板从90度状态折叠至接近0度状态的二次折叠机构,所述传送机构设置在所述机架上,所述粘箱机还包括成型机构和修整机构,所述一次折叠机构、所述成型机构、所述二次折叠机构和所述修整机构沿纸板传送方向依次设置在所述机架的两侧,所述成型机构用于对纸板形成压痕以使所述二次折叠机构根据压痕折叠纸板,所述修整机构用于挤压纸板的折叠部位以修整纸板折叠精度。
7.示例性地,所述成型机构包括成型件和与所述成型件配合的压线轮,所述成型件与所述压线轮之间形成有用于供纸板的折叠部位通过的间隙。
8.示例性地,所述压线轮上设置有用于与90度状态纸板适配的凹槽,所述凹槽的槽壁用于与纸板的折叠部位接触,所述成型件与所述凹槽呈凹凸配合,所述成型件具有分别用于与纸板的折叠部位接触的第一接触部、第二接触部和第三接触部,所述第一接触部用于与纸板的折叠部位的中部接触,所述第二接触部和所述第三接触部分别设于所述第一接
触部两侧。
9.示例性地,所述成型件呈45度安装在所述机架上,所述压线轮与所述机架之间的夹角为45度。
10.示例性地,所述成型件为成型刀,所述成型机构沿纸板传送方向设置有多个所述压线轮,所述成型刀的长度与所述多个所述压线轮适配;或者
11.所述成型件为惰轮,所述成型机构沿纸板传送方向设置有多个所述压线轮,所述惰轮与所述压线轮一一对应设置。
12.示例性地,所述成型机构还包括用于驱动所述压线轮旋转的成型驱动组件。
13.示例性地,所述成型机构还包括安装在所述机架上的成型安装座,所述成型机构沿纸板传送方向设置有多个所述压线轮,所述多个所述压线轮转动安装在所述成型安装座上,所述成型件为成型刀,所述成型刀的长度与所述多个所述压线轮适配,所述成型件安装在所述机架上,所述成型驱动组件包括成型电机、成型主动轮、多个成型从动轮和成型传动带,所述成型电机安装在所述成型安装座上,所述成型主动轮套设在所述成型电机的输出端,所述成型从动轮与所述压线轮一一对应同轴连接,所述成型传动带环绕在所述成型主动轮和所述多个成型从动轮上。
14.示例性地,所述修整机构包括挤压轮,所述挤压轮形成有用于供纸板的折叠部位通过的挤压槽。
15.示例性地,所述修整机构沿纸板传送方向依次设置有多个所述挤压轮,每个所述挤压轮的所述挤压槽的槽宽不同,且所述多个所述挤压轮的挤压槽的槽宽沿纸板传送方向逐渐缩小。
16.示例性地,所述修整机构还包括用于驱动所述挤压轮旋转的修整驱动组件。
17.本实用新型提供的粘箱机具有以下优点:
18.第一,本实用新型的粘箱机通过设置成型机构在纸板的同一位置上形成压痕,使得二次折叠机构沿压痕对纸板进行二次折叠时能够保持一致性,且粘箱机还设置有修整机构,通过修整机构挤压调整纸板的折叠部位可以修整纸板的折叠精度,这样,即使纸板在折叠过程因为外界因素产生错位,也能够得到修整,因此,该粘箱机能够提高纸板的折叠精度,从而能够减少鱼尾和剪刀差的现象产生。
19.第二,本实用新型的粘箱机通过成型机构破坏纸板的折叠部位的内部结构,使得纸板的折叠部位硬度降低,从而有利于提高二次折叠机构的折叠精度,并且有利于修整机构修整纸板的折叠形状,从而能够进一步减少鱼尾和剪刀差的现象产生。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
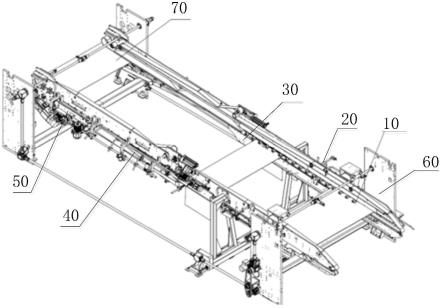
21.图1是本实用新型实施例提供的粘箱机的结构示意图;
22.图2是本实用新型实施例提供的成型机构与纸板的组合示意图;
23.图3是图2中a的放大图;
24.图4是本实用新型实施例提供的成型机构的结构示意图;
25.图5是本实用新型实施例提供的另一方向的成型机构的结构示意图;
26.图6是本实用新型实施例提供的成型件的侧视图;
27.图7是本实用新型实施例提供的修整机构与纸板的组合示意图;
28.图8是图7中b的放大图;
29.图9是本实用新型实施例提供的修整机构的结构示意图;
30.图10是本实用新型实施例提供的另一方向的修整机构的结构示意图。
31.附图标号说明:
32.10、传送机构;20、一次折叠机构;30、成型机构;31、成型件;3111、第一接触部;3112、第二接触部;3113、第三接触部;32、压线轮;321、凹槽;33、成型驱动组件;331、成型电机;332、成型主动轮;333、成型从动轮;334、成型传动带;335、成型压带轮;336、成型张紧轮;34、成型安装座;35、间隙;40、二次折叠机构;50、修整机构;51、挤压轮;511、挤压槽;52、修整驱动组件;521、修整电机;522、修整主动轮;523、修整从动轮;524、修整传动带;525、修整压带轮;526、修整张紧轮;53、修整安装座;60、机架;70、纸板。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.需要说明的是,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
35.还需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上时,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接”另一个元件,它可以是直接连接另一个元件或者可能同时存在居中元件。
36.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
37.如图1至图10所示,其为本实用新型的一种实施例的粘箱机,其可大大减少鱼尾和剪刀差的现象产生,使纸箱得到精准的几何尺寸,满足包装产业规模化、自动化的生产需求。
38.请参阅图1-图10,本实用新型实施例的粘箱机包括机架60、用于传送纸板70的传送机构10、用于将纸板70从180度状态折叠至90度状态的一次折叠机构20、以及用于将纸板70从90度状态折叠至接近0度状态的二次折叠机构40,传送机构10设置在机架60上,粘箱机还包括成型机构30和修整机构50,一次折叠机构20、成型机构30、二次折叠机构40和修整机
构50沿纸板传送方向依次设置在机架60的两侧,成型机构30用于对纸板形成压痕以使二次折叠机构20根据压痕折叠纸板,修整机构50用于挤压纸板的折叠部位以修整纸板折叠精度。
39.可以理解地,传送机构10采用常规的传送机构,只要能够实现纸板70的传送即可。
40.可以理解地,一次折叠机构20采用常规的折叠机构,只要能够将纸板70从180度状态折叠至90度状态即可,在此不赘述。
41.同理,二次折叠机构40采用常规的折叠机构,只要能够将纸板70从90度状态折叠至接近0度状态即可,在此不赘述。
42.本实用新型实施例的粘箱机的工作流程如下:
43.纸板70从机架60的前端夹紧在传送机构10上,传送机构10对纸板70进行传送,纸板70首先经过一次折叠机构20,一次折叠机构20将纸板70从180度状态折叠至90度状态,接着,纸板70经过成型机构30,成型机构30破坏纸板70的折叠部位的内部结构(例如,当纸板70为瓦楞纸板70时,成型机构30用于破坏纸板70的折叠部位的瓦楞),并在纸板70上形成压痕,然后,纸板79经过二次折叠机构40,二次折叠机构40根据压痕将纸板70从90度状态折叠至接近0度状态,最后修整机构50挤压调整二次折叠后的纸板70的折叠部位以修整纸板70的折叠精度,经过修整后的纸板70具有更高的折叠精度。
44.本实用新型实施例的粘箱机具有以下优点:
45.第一,本实用新型实施例的粘箱机通过设置成型机构30在纸板的同一位置上形成压痕,使得二次折叠机构40沿压痕对纸板进行二次折叠时能够保持一致性,且粘箱机还设置有修整机构50,通过修整机构50挤压调整纸板70的折叠部位可以修整纸板70的折叠精度,这样,即使纸板在折叠过程因为外界因素产生错位,也能够得到修整,因此,该粘箱机能够提高纸板70的折叠精度,从而能够减少鱼尾和剪刀差的现象产生。
46.第二,本实用新型实施例的粘箱机通过成型机构30破坏纸板70的折叠部位的内部结构,使得纸板70的折叠部位硬度降低,从而有利于提高二次折叠机构40的折叠精度,并且有利于修整机构50修整纸板70的折叠形状,从而能够进一步减少鱼尾和剪刀差的现象产生。
47.请参阅图1-图6,成型机构30包括成型件31和与成型件31配合的压线轮32,成型件31与压线轮32之间形成用于供纸板70的折叠部位通过的间隙35,成型机构30通过成型件31与压线轮32的配合破坏纸板70的折叠部位的内部结构,并在纸板70上形成压痕,操作方便。
48.请参阅图1-图6,示例性地,在某些实施例中,压线轮32上设置有与90度状态纸板适配的凹槽321,凹槽321的槽壁用于与纸板70的折叠部位接触,成型件31与凹槽321呈凹凸配合,成型件31具有分别用于与纸板的折叠部位接触的第一接触部3111、第二接触部3112和第三接触部3113,第一接触部3111用于与纸板70的折叠部位的中部接触,第二接触部3112和第三接触部3113分别设于第一接触部3111两侧。这样设计,成型件31能够压紧在纸板70的两侧面,并通过第一接触部3111、第二接触部3112和第三接触部3113破坏纸板70的内部结构,使得纸板70形成的压痕为一个面,能够避免成型机构30在破坏纸板70的折叠部位的内部结构过程中导致纸板70破裂的现象发生,从而能够提高纸板70的合格率。而且,纸板70形成的压痕为一个面,使得纸板70具有更宽的修整范围,能够进一步提高修整机构50的修整精度,从而能够进一步减少鱼尾和剪刀差的现象产生。
49.具体地,成型件31呈45度安装在机架60上,压线轮32与机架60之间的夹角为45度。
50.可选地,凹槽321为开口朝向成型件31的v形槽。
51.可以理解地,成型机构30也可以设置成仅端部与纸板70的折叠部分接触,即成型机构30仅具有第一接触部3111,同样能够在纸板70上形成压痕,只是形成的压痕为一条线。
52.请参阅图1-图6,示例性地,在某些实施例中,成型件31为成型刀。
53.在其他实施例中,成型件31也可以为惰轮。
54.可以理解地,成型机构30可以沿纸板传送方向设置多个压线轮32,当成型件31为成型刀时,成型刀可以随着压线轮32的数量适应性设置其长度,当成型件31为惰轮时,惰轮的数量与压线轮32的数量一致,惰轮与压线轮32一一对应设置。这样设计,成型机构30能够多次破坏纸板70的折叠部位的内部结构,有利于提高纸板70的成型效果。
55.请参阅图1-图6,示例性地,在某些实施例中,成型机构30还包括用于驱动压线轮32旋转的成型驱动组件33,通过设置成型驱动组件33驱动压线轮32旋转,使得成型机构30在挤压纸板70时,能够加深挤压程度,提高成型效果。
56.可选地,成型驱动组件33包括安装在机架60上的成型电机331,成型电机331的输出端直接与压线轮32连接。
57.可选地,当压线轮32设置有多个时,成型机构30还包括成型安装座34,成型驱动组件33包括成型电机331、成型主动轮332、多个成型从动轮333和成型传动带334,成型电机331固定在成型安装座34上,成型主动轮332套设在成型电机331的输出端,成型从动轮333与压线轮32一一对应同轴连接,成型传动带334环绕在成型主动轮332和多个成型从动轮333上,成型电机331旋转带动成型主动轮332旋转,成型主动轮332通过成型传动带334使多个成型从动轮333旋转,从而使多个压线轮32旋转,该成型驱动组件33驱动方式简单可靠。
58.进一步地,成型驱动组件33还包括均转动安装在成型安装座34上的成型压带轮335和成型张紧轮336,成型电机331设于多个成型从动轮333的上方,成型传动带334环绕在成型主动轮332、多个成型从动轮333、成型压带轮335和成型张紧轮336上,通过合理设置成型驱动组件33的各部分结构的位置,使得成型机构30整体更加紧凑。成型压带轮335和成型张紧轮336的数量和具体位置根据实际情况调整。
59.请参阅图7-图10,修整机构50包括挤压轮51,挤压轮51形成有用于供二次折叠后的纸板70的折叠部位通过的挤压槽511,挤压槽511的槽壁与纸板70的折叠部位接触,纸板传送机构10传送纸板70经过修整机构50时,折叠纸板70经过修整机构时,由于挤压轮51在纸板传送方向上的位置是不变的,而折叠纸板70的折叠部位产生折叠误差的位置相对没有产生折叠误差的位置是凸出的,因此,经过挤压槽511时,折叠部位产生折叠误差的位置会受到挤压轮51的挤压,挤压轮51的挤压使得折叠部位的中线逐渐向压痕靠拢,由于压痕是纸板折叠的参考线,因此,折叠部位的中线与压痕越贴合,纸板的折叠精度越高。
60.可选地,挤压槽511与接近0度状态的纸板70适配,挤压槽511为开口朝向纸板70的v形槽。
61.请参阅图8,示例性地,在某些实施例中,修整机构50沿纸板传送方向设置有多个挤压轮51,每个挤压轮51的挤压槽511的槽宽不同,且多个挤压轮51的挤压槽511的槽宽沿纸板传送方向逐渐缩小,即,最前端的挤压轮51的挤压槽511的槽宽最大,最末端的挤压轮51的挤压槽511的槽宽最小,这样设计能够逐步对纸板70的折叠部位进行调整,进一步提高
修整精度。
62.可以理解地,也可以使用其他结构件代替挤压轮51,只要其上设置有能够供纸板70的折叠部位通过的挤压槽即可。
63.请参阅图7-图10,示例性地,在某些实施例中,修整机构50还包括用于驱动挤压轮51旋转的修整驱动组件52,通过设置修整驱动组件52驱动挤压轮51旋转,使得挤压轮51在挤压纸板70时,能够加深挤压程度,提高成型效果。
64.可选地,修整驱动组件52包括安装在机架60上的修整电机521,修整电机521的输出端直接与挤压轮51连接。
65.可选地,当挤压轮51设置有多个时,修整机构50还包括修整安装座53,修整驱动组件52包括修整电机521、修整主动轮522、多个修整从动轮523和修整传动带524,修整电机521固定在修整安装座53上,修整主动轮522套设在修整电机521的输出端,多个修整从动轮523与多个挤压轮51一一对应同轴连接,修整传动带524环绕在修整主动轮522和多个修整从动轮523上,修整电机521旋转带动修整主动轮522旋转,修整主动轮522通过修整传动带524使修整从动轮523旋转,从而使挤压轮51旋转,该修整驱动组件52驱动方式简单可靠。
66.进一步地,修整驱动组件52还包括均转动安装在修整安装座53上的修整压带轮525和修整张紧轮526,修整电机521设于多个修整从动轮523的上方,修整传动带524环绕在修整主动轮522、多个修整从动轮523、修整压带轮525和修整张紧轮526上,通过合理设置修整驱动组件52的各部分结构的位置,使得修整机构50整体更加紧凑。修整压带轮525和修整张紧轮526的数量和具体位置根据实际情况调整。
67.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1