一种全自动纸箱提手、垫片穿插机的制作方法
1.本实用新型涉及给纸箱安装提手及垫片的设备技术领域,尤其涉及一种全自动纸箱提手、垫片穿插机。
背景技术:
2.纸箱用于容纳不同的物品,为了方便消费者提携纸箱,通常在纸箱上安装提手,现有的设备能满足提手与纸箱的全自动组装生产要求,但是在使用提手提携纸箱的过程中却出现提手与纸箱脱离的现象,导致提手不能继续使用,故需要解决现有技术中存在的提手与纸箱脱离的问题,满足消费者使用提手提携纸箱的需求。
技术实现要素:
3.为了克服现有技术中存在的提手与纸箱脱离的问题,本实用新型的目的在于提供一种全自动纸箱提手、垫片穿插机,实现提手、垫片与纸板的自动化组装生产目的。
4.为实现上述目的,本实用新型的技术方案为:
5.一种全自动纸箱提手、垫片穿插机,包括机架、纸板输送装置、提手送料装置及提手成形穿插装置,还包括垫片供料装置,所述垫片供料装置包括料盘、垫片输送装置、裁切组件及转运组件;
6.所述料盘设于机架并用于承载外界垫片料带;
7.所述转运组件包括转动件、承载板及夹料组件,所述转动件转动连接于机架,所述承载板固设于转动件,所述承载板用于承载单个垫片,所述夹料组件包括驱动件及夹爪,所述夹爪设于承载板并突伸出承载板上表面,所述驱动件设于转动件并驱动夹爪夹持或释放位于承载板上的单个垫片;
8.所述垫片输送装置设于机架并将料盘所承载的垫片料带转运至承载板;
9.所述裁切组件设于机架并将垫片输送装置上的垫片料带与承载板上的单个垫片进行切割分离;
10.所述转运组件、提手成形穿插装置沿纸板输送方向依次设置,所述转运组件靠近提手成形穿插装置设置。
11.进一步的,所述承载板设有第一通孔,所述第一通孔沿承载板的厚度贯穿承载板;
12.所述夹爪包括左卡件、右卡件及复位件,所述左卡件和所述右卡件交叉设置并铰接,所述左卡件和所述右卡件均容置于第一通孔,所述左卡件和所述右卡件的端部均突伸出第一通孔,所述驱动件驱动所述左卡件和所述右卡件的端部张开,所述复位件设于承载板并驱动左卡件和右卡件复位。
13.进一步的,所述转动件包括轴杆、转盘及第一板件,所述轴杆设于机架,所述转盘转动连接于轴杆,所述第一板件固设于轴杆,所述第一板件设有第一导向槽,所述第一导向槽包括第一顶部和第一底部,所述第一顶部靠近垫片输送装置设置,所述第一底部靠近纸板输送装置所输送的纸板设置,所述第一顶部距轴杆中心轴线的距离大于第一底部至轴杆
中心轴的距离;
14.所述驱动件包括固定件、顶料件及第一轮体,所述固定件固设于转盘,所述顶料件滑动连接于固定件,所述第一轮体与所述顶料件固定连接,所述第一轮体滑动连接与第一导向槽,所述顶料件位于左卡件和右卡件之间。
15.进一步的,所述第一导向槽凹设第一板件并朝向转盘设置。
16.进一步的,所述转运组件还包括压料件,所述压料件包括第二板件、压块、第二轮体,所述第二轮体与所述压块固定连接,所述压块与所述承载板滑动连接;
17.所述第二板件固设于轴杆,所述第二板件设有第二导向槽,所述第二导向槽包括第二顶部及第二底部,所述第二顶部距轴杆中心的距离小于第二底部距轴杆中心的距离,所述第二轮体滑动连接于第二导向槽;
18.所述承载板设有第二通孔,所述压块伸出或缩回第二通孔。
19.进一步的,所述裁切组件包括裁切刀、刀架、切刀驱动件,所述切刀驱动件设于机架并驱动刀架转动,所述裁切刀设于刀架。
20.本实用新型的有益效果:通过设置纸板输送装置、提手送料装置、提手成形穿插装置及垫片供料装置,实现提手、纸板、垫片的全自动输送、穿插、组装,完成自动化生产的目的。
附图说明
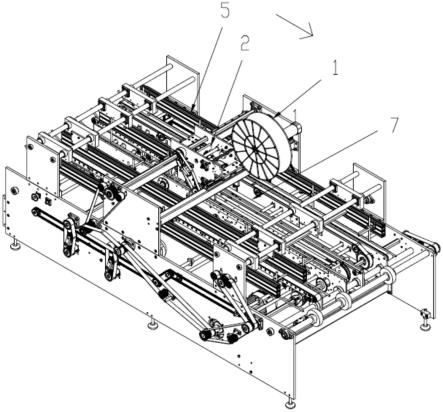
21.图1为本实用新型的工作状态立体结构示意图;
22.图2为本实用新型的工作状态主视图;
23.图3为本实用新型的工作状态侧视图;
24.图4为本实用新型的另一视角立体示意图;
25.图5为本实用新型的垫片供料装置立体结构示意图;
26.图6为本实用新型的垫片供料装置平面图;
27.图7为本实用新型的垫片供料装置局部结构示意图;
28.图8为本实用新型的转运组件结构示意图;
29.图9为本实用新型的转运组件拆分结构示意图;
30.图10为本实用新型的夹料组件第一视角拆分结构示意图;
31.图11为本实用新型的夹料组件第二视角拆分结构示意图;
32.图12为本实用新型的夹料组件工作原理立体剖视图;
33.图13为本实用新型的夹料组件工作原理平面图;
34.图14为本实用新型的压料件拆分结构示意图;
35.图15为本实用新型的压料件工作原理立体剖视图;
36.图16为本实用新型的转运组件主视图;
37.图17为本实用新型的压料件工作原理主视图;
38.图18为本实用新型的裁切组件结构示意图;
39.图19为本实用新型的裁切组件部分结构示意图。
40.附图标记包括:
41.1—料盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—垫片输送装置
ꢀꢀꢀꢀꢀ
3—裁切组件
42.31—裁切刀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32—刀架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33—切刀驱动件
43.4—转运组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41—转动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411—轴杆
44.412—转盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
413—第一板件
ꢀꢀꢀꢀꢀꢀꢀ
4131—第一导向槽
45.41311—第一顶部
ꢀꢀꢀꢀꢀꢀ
41312—第一底部
ꢀꢀꢀꢀꢀ
42—承载板
46.421—第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀ
422—第二通孔
ꢀꢀꢀꢀꢀꢀꢀ
43—夹料组件
47.431—驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4311—固定件
ꢀꢀꢀꢀꢀꢀꢀꢀ
4312—顶料件
48.4313—第一轮体
ꢀꢀꢀꢀꢀꢀꢀ
432—夹爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4321—左卡件
49.4322—右卡件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4323—复位件
ꢀꢀꢀꢀꢀꢀꢀꢀ
44—压料件
50.441—第二板件
ꢀꢀꢀꢀꢀꢀꢀꢀ
4411—第二导向槽
ꢀꢀꢀꢀ
44111—第二顶部
51.44112—第二底部
ꢀꢀꢀꢀꢀꢀ
442—压块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
443—第二轮体
52.5—纸板输送装置
ꢀꢀꢀꢀꢀꢀ
6—提手送料装置
ꢀꢀꢀꢀꢀ
7—提手成形穿插装置
53.100—垫片料带
ꢀꢀꢀꢀꢀꢀꢀꢀ
101—单个垫片。
具体实施方式
54.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
55.请参阅图1至图19,本实用新型的一种全自动纸箱提手、垫片穿插机,包括机架、纸板输送装置5、提手送料装置6及提手成形穿插装置7,还包括垫片供料装置,所述垫片供料装置包括料盘1、垫片输送装置2、裁切组件3及转运组件4;
56.所述料盘1设于机架并用于承载外界垫片料带100;
57.所述转运组件4包括转动件41、承载板42及夹料组件43,所述转动件41转动连接于机架,所述承载板42固设于转动件41,所述承载板42用于承载单个垫片101,所述夹料组件43包括驱动件431及夹爪432,所述夹爪432设于承载板42并突伸出承载板42上表面,所述驱动件431设于转动件41并驱动夹爪432夹持或释放位于承载板42上的单个垫片101;
58.所述垫片输送装置2设于机架并将料盘1所承载的垫片料带100转运至承载板42;
59.所述裁切组件3设于机架并将垫片输送装置2上的垫片料带100与承载板42上的单个垫片101进行切割分离;
60.所述转运组件4、提手成形穿插装置7沿纸板输送方向依次设置,所述转运组件4靠近提手成形穿插装置7设置。
61.具体的,本实施例中,纸板输送装置5的数量为两个,提手送料装置6及提手成形穿插装置7的数量分别为一个,其中提手送料装置6位于机架的下方并与提手成形穿插装置7的进料口连通,提手成形穿插装置7设于两个提手成形穿插装置7之间,提手送料装置6将平板状的提手供料至提手成形穿插装置7,平板状的提手经提手成形穿插装置7的输送、成型、穿插完成与纸板的组装,在完成提手与纸板的组装之前,需要先将垫片安装在纸板的预设位置,工作原理如下:垫片供料装置的料盘1,垫片输送装置2、裁切组件3、转运组件4均安装在机架,并位于纸板输送装置5的上方,垫片输送装置2将垫片料带100输送至承载板42,转动件41呈空心辊筒状,承载板42安装于转动件41的表面并突伸出转动件41的表面,夹料组件43的驱动件431设于转动件41的内部,夹爪432的一端与驱动件431连接,夹爪432的自由端突伸出承载板42,在转动件41的转动过程中,当承载板42与垫片输送装置2的输出端对接
时,驱动件431驱动夹爪432运动,使得夹爪夹持外界单个垫片101并附着在承载板42上,同步地,裁切组件3将附着在承载板42上单个垫片101与垫片料带100分离,单个垫片101被固定在承载板42,与转动件41同步转动,直至承载板42转动至与纸板输送装置5所输送的纸板抵触时,驱动件431驱动夹爪432运动,使得夹爪432释放该单个垫片101,该单个垫片101落至纸板,完成单个垫片101的转运、送料,接着纸板和单个垫片101同步输送至提手成形穿插装置7的出料口,在提手成形穿插装置7的作用下提手、纸板、垫片完成组装。
62.通过设置纸板输送装置5、提手送料装置6、提手成形穿插装置7及垫片供料装置,实现提手、纸板、垫片的全自动输送、穿插、组装,完成自动化生产的目的。
63.所述承载板42设有第一通孔421,所述第一通孔421沿承载板42的厚度贯穿承载板42;
64.所述夹爪432包括左卡件4321、右卡件4322及复位件4323,所述左卡件4321和所述右卡件4322交叉设置并铰接,所述左卡件4321和所述右卡件4322均容置于第一通孔421,所述左卡件4321和所述右卡件4322的端部均突伸出第一通孔421,所述驱动件431驱动所述左卡件4321和所述右卡件4322的端部张开,所述复位件4323设于承载板42并驱动左卡件4321和右卡件4322复位,复位件4323为弹簧件,复位件4323的数量为两个,左卡件4321和右卡件4322采用剪刀连接结构,每个复位件4323的一端均与承载板42固定连接,其中一个复位件4323的自由端与左卡件4321底部连接,另一个复位件4323的自由端与右卡件4322的底部连接,使得自由状态下的左卡件4321、右卡件4322自由端距离小于单个垫片101卡槽的规格,当需要夹持单个垫片101时,驱动件431朝向左卡件4321和右卡件4322的相交处运动,使得左卡件4321和右卡件4322形成的夹角变大,即左卡件4321和右卡件4322自由端的距离变大,实现夹持单个垫片101的目的,反正,驱动件431远离左卡件4321和右卡件4322的相交处时,在复位件4323的作用下左卡件4321和右卡件4322自由端的距离变小,实现释放单个垫片101的目的。
65.所述转动件41包括轴杆411、转盘412及第一板件413,所述轴杆411设于机架,所述转盘412转动连接于轴杆411,所述第一板件413固设于轴杆411,所述第一板件413设有第一导向槽4131,所述第一导向槽4131包括第一顶部41311和第一底部41312,所述第一顶部41311靠近垫片输送装置2设置,所述第一底部41312靠近纸板输送装置5所输送的纸板设置,所述第一顶部41311距轴杆411中心轴线的距离大于第一底部41312至轴杆411中心轴的距离;
66.所述驱动件431包括固定件4311、顶料件4312及第一轮体4313,所述固定件4311固设于转盘412,所述顶料件4312滑动连接于固定件4311,所述第一轮体4313与所述顶料件4312固定连接,所述第一轮体4313滑动连接与第一导向槽4131,所述顶料件4312位于左卡件4321和右卡件4322之间,第一板件413呈圆盘状固定连接于轴杆411,在第一板件413的表面加工闭合凹槽,闭合凹槽为第一导向槽4131,第一轮体4313沿第一导向槽4131运动,第一导向槽4131的设置,具有凸轮的工作原理,使得与第一轮体4313连接的顶料件4312靠近或远离左卡件4321和右卡件4322的相交处,使得左卡件4321和右卡件4322自由端距离变大或缩小,实现夹持或释放单个垫片101的目的。
67.所述第一导向槽4131凹设第一板件413并朝向转盘412设置。
68.所述转运组件4还包括压料件44,所述压料件44包括第二板件441、压块442、第二
轮体443,所述第二轮体443与所述压块442固定连接,所述压块442与所述承载板42活动连接;
69.所述第二板件441固设于轴杆411,所述第二板件441设有第二导向槽4411,所述第二导向槽4411包括第二顶部44111及第二底部44112,所述第二顶部44111距轴杆411中心的距离小于第二底部44112距轴杆411中心的距离,所述第二轮体443滑动连接于第二导向槽4411,所述承载板42设有第二通孔422,所述压块442活动连接于第二通孔422,第二板件441呈圆盘状,在第二板件441的表面设置闭合凹槽,闭合凹槽为第二导向槽4411,第二导向槽4411的设置具有凸轮的工作原理,使得与第二轮体443连接的压块442靠近或远离轴杆411的中心轴,即承载板42在运动过程中,压块442伸出或缩回第二通孔422,当承载板42运动至垫片输送装置2时,压块442缩回第二通孔422,当承载板42靠近纸板输送装置5所输送的纸板时,压块442伸出第二通孔422的表面,对落在纸板的单个垫片101进行施压,完成单个垫片101与纸板的预组装。
70.所述裁切组件3包括裁切刀31、刀架32、切刀驱动件33,所述切刀驱动件33设于机架并驱动刀架32转动,所述裁切刀31设于刀架32,切刀驱动件33包括转轴、主锥齿轮、副锥齿轮、连接轴,主锥齿轮与转轴键连接,主锥齿轮和副锥齿轮啮合,副锥齿轮和连接轴键连接,连接轴与刀架32固定连接,裁切刀31和刀架32可拆卸连接,在转轴的转动下,实现刀架32的摆动,即裁切刀31同步摆动,实现对裁切垫片料带100的目的,实现单个垫片101的分离。
71.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1