成型模具的制作方法
1.本实用新型涉及成型模具技术领域,具体而言,涉及一种成型模具。
背景技术:
2.目前,现有技术中的成型模具在对产品进行加工的过程中需要将上模板和下模板进行合模操作,在合模时会产生较大的冲击力,上模板和下模板碰撞带来震动,这样不仅会带来噪声,还会对上模板和下模板的寿命和稳定性都具有较大的影响。现有技术中多采用在下模板内安装有弹簧进行减震。
3.然而,采用上述减震结构,存在弹簧断裂、模具被压坏的情况,需要停机重新对弹簧进行更换。并且,由于生产的产品的形状以及要求的改变,需要在更换模具时对弹簧进行重新安装,不便于进行安装操作,增大了时间成本,耗时费力。
技术实现要素:
4.本实用新型的主要目的在于提供一种成型模具,以解决现有技术中的成型模具的减震结构不便于进行更换的技术问题。
5.为了实现上述目的,本实用新型提供了一种成型模具,包括:第一模板,第一模板上设置有成型凹槽;第二模板,设置在第一模板的上方,第二模板上设置有成型凸起,成型凸起与成型凹槽相对设置,成型凸起与成型凹槽配合以围成成型腔;缓冲垫,设置在第二模板靠近第一模板的一侧,缓冲垫上设置有避让孔,避让孔避让成型凹槽设置,以使成型凸起穿过避让孔后进入至成型凹槽内。
6.进一步地,成型凹槽和成型凸起均为多个,多个成型凸起与多个成型凹槽一一对应地设置,各个成型凸起与相应的成型凹槽配合以围成对应的成型腔;其中,缓冲垫上设置有多个避让孔,多个避让孔与多个成型凹槽一一对应地设置,各个避让孔避让对应的成型凹槽设置。
7.进一步地,成型凹槽和成型凸起均为多个,多个成型凸起与多个成型凹槽一一对应地设置,各个成型凸起与相应的成型凹槽配合以围成对应的成型腔;其中,缓冲垫为多个,各个缓冲垫上均设置有一个避让孔,多个避让孔与多个成型凹槽一一对应地设置,各个避让孔避让对应的成型凹槽设置。
8.进一步地,缓冲垫的厚度为h,5mm≤h≤20mm。
9.进一步地,缓冲垫由聚四氟乙烯制成。
10.进一步地,成型模具还包括:锁紧件,锁紧件穿过缓冲垫与第一模板锁紧连接。
11.进一步地,锁紧件与缓冲垫的边缘之间的距离为d,5mm≤d≤8mm。
12.进一步地,第一模板和第二模板均为方形结构,缓冲垫为与第一模板和第二模板相适配的方形垫;和/或,成型凹槽的槽口为圆口,避让孔为圆孔。
13.进一步地,缓冲垫具有缓冲形变,以在缓冲垫发生缓冲形变使第一模板和第二模板之间实现压紧密封。
14.进一步地,缓冲形变的高度为m,0<m≤2mm。
15.应用本实用新型的技术方案,通过在第二模板靠近第一模板的一侧设置有缓冲垫,在成型模具进行合模时,通过第一模板和第二模板之间的缓冲垫能够便于有效进行缓冲减震,从而减小了对第一模板和第二模板的损伤,提高了第一模板和第二模板的使用寿命。同时,由于缓冲垫安装在第一模板靠近第二模板的一侧,能够便于对缓冲垫进行安装和更换,便于工作人员进行操作,提高了工作效率。因此,通过本实用新型提供的技术方案,能够解决现有技术中的成型模具的减震结构不便于进行更换的技术问题。
附图说明
16.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
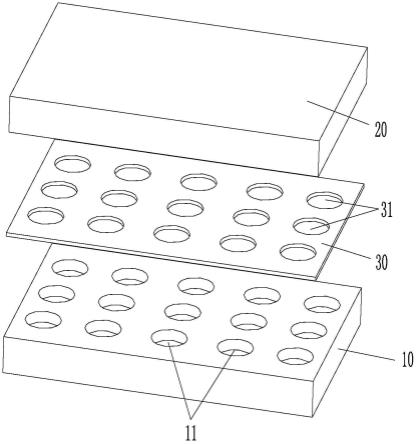
17.图1示出了根据本实用新型的实施例提供的成型模具的结构示意图。
18.其中,上述附图包括以下附图标记:
19.10、第一模板;11、成型凹槽;20、第二模板;30、缓冲垫;31、避让孔。
具体实施方式
20.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
21.如图1所示,本实用新型的实施例提供了一种成型模具,该成型模具包括第一模板10、第二模板20和缓冲垫30,第一模板10上设置有成型凹槽11。第二模板20设置在第一模板10的上方,第二模板20上设置有成型凸起,成型凸起与成型凹槽11相对设置,成型凸起与成型凹槽11配合以围成成型腔。缓冲垫30设置在第二模板20靠近第一模板10的一侧,缓冲垫30上设置有避让孔31,避让孔31避让成型凹槽11设置,以使成型凸起穿过避让孔31后进入至成型凹槽11内。本实施例中的成型模具主要用于成型纸浆产品。
22.采用本实施例提供的成型模具,通过在第二模板20靠近第一模板10的一侧设置有缓冲垫30,在成型模具进行合模时,通过第一模板10和第二模板20之间的缓冲垫30能够便于有效进行缓冲减震,从而减小了对第一模板10和第二模板20的损伤,提高了第一模板10和第二模板20的使用寿命。同时,由于缓冲垫30安装在第一模板10靠近第二模板20的一侧,能够便于对缓冲垫30进行安装和更换,便于工作人员进行操作,提高了工作效率。
23.具体地,在一个实施例中,成型凹槽11和成型凸起均为多个,多个成型凸起与多个成型凹槽11一一对应地设置,各个成型凸起与相应的成型凹槽11配合以围成对应的成型腔;其中,缓冲垫30上设置有多个避让孔31,多个避让孔31与多个成型凹槽11一一对应地设置,各个避让孔31避让对应的成型凹槽11设置。采用这样的结构设置,通过一个缓冲垫30上的多个避让凹槽能够便于有效对各个成型腔进行避让,避免缓冲垫30对成型腔的干扰。
24.具体地,在另一个实施例中,成型凹槽11和成型凸起均为多个,多个成型凸起与多个成型凹槽11一一对应地设置,各个成型凸起与相应的成型凹槽11配合以围成对应的成型腔;其中,缓冲垫30为多个,各个缓冲垫30上均设置有一个避让孔31,多个避让孔31与多个成型凹槽11一一对应地设置,各个避让孔31避让对应的成型凹槽11设置。采用这样的结构
设置,通过多个缓冲垫30上的多个避让凹槽能够有效对各个成型腔进行避让,避免缓冲垫30对成型腔的干扰。
25.在上述所有实施例中,缓冲垫30的厚度为h,5mm≤h≤20mm。当缓冲垫30的厚度过小时,具体地,当缓冲垫30的厚度小于5mm时,将无法有效起到缓冲减震作用;当缓冲垫30的厚度过大时,具体地,当缓冲垫30的厚度大于20mm时,将影响成型凸起进入成型凹槽11的深度,影响产品的成型质量。当缓冲垫30的厚度设置在上述范围内时,既能够便于有效起到缓冲减震作用,又不会影响成型腔内的成型质量。
26.优选地,缓冲垫30由聚四氟乙烯制成。聚四氟乙烯材质的耐温性满足纸浆模塑机在高温下的工作需求,以碳原子为骨架,氟原子核对称性均匀地遍布其周边,机械韧性好,具有优良的耐酸碱性。由于摩擦系数极低,不沾附任何物质,因此不会在成型生产中粘黏纸浆残渣,保证产品的整洁度。无毒,同时满足食品级安全需求。
27.具体地,成型模具还包括锁紧件,锁紧件穿过缓冲垫30与第一模板10锁紧连接。采用这样的结构设置,能够便于提高缓冲垫30的设置稳定性,也便于对缓冲垫30进行安装。优选地,锁紧件可以为螺钉。
28.在上述实施例中,锁紧件与缓冲垫30的边缘之间的距离为d,5mm≤d≤8mm。采用这样的结构设置,当锁紧件与缓冲垫30的边缘之间的距离过小时,特别是当锁紧件与缓冲垫30的边缘之间的距离小于5mm时,不利于提高缓冲垫30的安装稳定性;当锁紧件与缓冲垫30的边缘之间的距离过大时,特别是当锁紧件与缓冲垫30的边缘之间的距离大于8mm时,会使得锁紧件与成型凹槽11的距离过近,会对成型腔造成一定的影响。通过将锁紧件与缓冲垫30之间的距离设置在上述范围内,既能够保证缓冲垫30的缓冲稳定性,又能够避免锁紧件对成型腔的影响。锁紧件与缓冲垫30的边缘之间的距离又可以称为装配余量。
29.具体地,第一模板10和第二模板20均为方形结构,缓冲垫30为与第一模板10和第二模板20相适配的方形垫;和/或,成型凹槽11的槽口为圆口,避让孔31为圆孔。
30.优选地,第一模板10和第二模板20均为方形结构,缓冲垫30为与第一模板10和第二模板20相适配的方向垫,以便于充分进行缓冲减震,更好地对第一模板10和第二模板20进行保护。通过将避让孔31设置为与成型凹槽11向适配的圆孔,这样能够便于有效对成型凹槽11进行避让,也能够充分保证缓冲垫30的接触面积,以便于进行充分缓冲。
31.在本实施例中,缓冲垫30具有缓冲形变,以在缓冲垫30发生缓冲形变使第一模板10和第二模板20之间实现压紧密封。采用这样的结构设置,能够便于提高成型腔的密封性,便于保证成型腔内的产品的成型质量,也有利于蒸汽被真空泵抽出,提高工作效率。
32.具体地,缓冲形变的高度为m,0<m≤2mm(mm对应为毫米)。当缓冲形变的高度过小时,不利于第一模板10和第二模板20之间进行压紧密封配合,进而不便于保证成型腔的密封性;当缓冲形变的高度过大时,不利于进行缓冲减震,不能够有效对第一模板10和第二模板20进行充分的保护。因此,通过将缓冲形变的高度设置在上述范围内,既能够保证成型腔的挤压密封性,又能够有效进行缓冲减震。
33.在本实施例中,缓冲垫30的厚度一般为光波长的40%-50%,根据缓冲垫30与第一模板10的接触面积越大,介质流体泄漏所需通过的路径越长;在相同的压紧下,接触面积越大,接触面积越大,密封比压减小。
34.本实施中的成型模具的工作过程如下:当成型模具进行定性工序时,控制器控制
执行机构带动第二模板20下压,缓冲垫30发生弹性变形,第二模板20下压到位后,缓冲垫30将填充合模之间的空隙,形成封闭的成型腔空间,达到减震的效果。在满足高温、高真空、冲击振动等循环交变的条件下,仍可保持优良的密封性能,同时提高了真空泵抽离模腔间蒸汽的工作效率,利于成型模具的纸浆成型。控制器通过程序控制,根据节拍第二模板20上升,停止下压,等待下一个工序到位,重复上述动作接口达到成型模具的减震的目的。
35.从以上的描述中,可以看出,本实用新型上述的实施例实现了如下技术效果:在第一模板和第二模板之间增加缓冲垫,能够在合模时减小第一模板和第二模板受到的冲击力,保证成型模具的寿命和稳定性;避免缓冲件自身断裂对成型模具带来损害的问题;便于对缓冲垫进行安装和更换,提高了工作效率。
36.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
37.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
38.在本技术的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
39.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
40.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本技术保护范围的限制。
41.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则
之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1