一种环保纸箱制备用压合装置的制作方法
1.本发明涉及纸箱加工相关技术领域,尤其涉及一种环保纸箱制备用压合装置。
背景技术:
2.纸箱通常用作商品的包裹物或物品保护外层使用物。
3.纸箱在制备时先进行纸板的加工,在加工时通过层压和粘合的方式将多层柔韧性较高的具有较高防水效果的牛皮纸粘合在一起,完成后按照预定的长度进行纸板的裁切,当纸板裁切完成后将纸板的四个角裁剪掉,然后进行纸板的折弯成形,并接着通过粘合或者钉合的方式将多面纸板组装在一起并最终形成一个完整的包装箱。
4.现有的在进行包装箱制备时,存在着如下技术问题或者缺陷,其一,在压合时不方便进行纸带卷的固定和输送,在固定时主要是在纸带卷内穿设一根中杆,当在输送的过程中纸带卷的内层和中杆常发生摩擦,当在输送的过程中,无疑将对纸带卷的内层的造成磨损,从而造成了生产资料的浪费,并提高了企业的成本投入,并且这种现象的存在还在涂胶时造成涂胶的不均匀,从而对纸板的质量造成影响;其二,现有的采用人工搬运的方式进行纸带卷的上料操作,从而增大了操作人员的工作强度;其三,现有的在进行纸带卷上胶时涂胶的均匀性较差,从而对纸板的质量造成影响;其四,现有的在进行纸带卷的压合时,采用加热丝加热的方式,从而增大了能源的消耗,同时降低了热量的利用率,并且加热均匀性较差。
技术实现要素:
5.本发明提供一种环保纸箱制备用压合装置,以解决上述现有技术的不足,能够自动地进行纸带卷的上料操作,稳定地进行纸带卷的固定,并且确保了纸带输送的稳定性,降低了输送时对纸带造成的浪费,导热油加热的方式在压合时为纸板的压合提供热量,从而确保了压合的效果,并提高了热量的利用率,具有较强的实用性。
6.为了实现本发明的目的,拟采用以下技术:一种环保纸箱制备用压合装置,包括上料组件、输送组件、上胶机构、压合机构、裁切机构及推出机构;上料组件用于纸卷的上料,其包括升降机构,升降机构上设有前推机构,前推机构用于纸卷的放置并使纸卷向输送组件移动,升降机构用于调节前推机构的高度以使纸卷移动至输送组件的指定高度处;输送组件,其设于上料组件的一侧,其用于多个纸卷的固定,其包括基板,基板的两端均设有上延支板,上延支板的上端均设有上板,上板上端均设有一对下定位销,上板上端均设有多个相互连接的连接构件,每个连接构件的下端均设有固定机构,每个连接构件均设有锁定机构,每个连接构件均设有内顶机构,位于底层的连接构件通过下定位销设于上板上,固定机构用于连接构件下端的定位,锁定机构用于内顶机构的转动锁定,以使内顶机构对纸卷进行内顶固定;
上胶机构,其设于输送组件的另一侧,且用于纸带粘连侧的涂胶操作;压合机构,其设于上胶机构的另一侧,且用于纸带的热压合操作;裁切机构,其设于压合机构的另一侧,且用于纸板的成形裁切;推出机构,其设于裁切机构的另一侧,且用于纸板的输送推出。
7.上述技术方案的优点在于:本发明通过上料组件、输送组件、上胶机构、压合机构、裁切机构及推出机构方便进行纸板的压合成形,其中上料组件能够自动地进行纸带卷的上料操作,从而降低了操作人员的工作强度,并且提高了自动化程度。输送组件能够稳定地进行纸带卷的固定,并且确保了纸带输送的稳定性,降低了输送时对纸带造成的浪费。上胶机构能够具体地将胶水均匀地涂覆在纸带上,从而提高了纸板的质量。压合机构通过导热油加热的方式在压合时为纸板的压合提供热量,从而确保了压合的效果,并提高了热量的利用率。裁切机构能够自动地完成纸板的裁切,从而提高了纸板压合时的效率。推出机构方便将裁切后的纸板推出,从而实现了纸板制备的自动化程度,具有较强的实用性。
附图说明
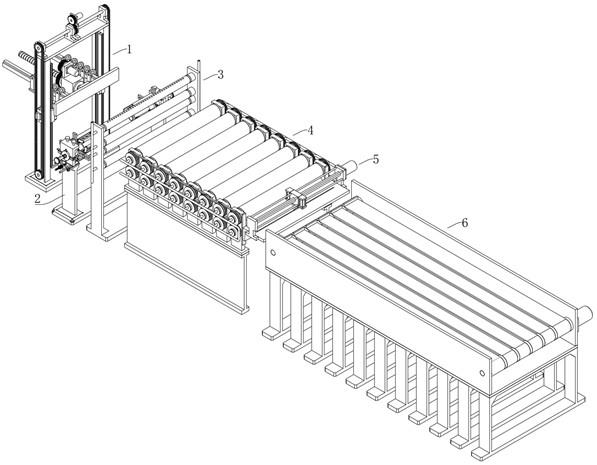
8.图1示出了其中一种实施例的立体结构图。
9.图2示出了上料组件的立体结构图一。
10.图3示出了上料组件的立体结构图二。
11.图4示出了输送组件的立体结构图。
12.图5示出了a处放大图。
13.图6示出了上胶机构、压合机构、裁切机构及推出机构的立体结构图。
14.图7示出了b处放大图。
具体实施方式
15.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
16.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
18.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
19.术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
20.术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。如“平行”仅仅是指其方向相对“垂直”而言更加平行,并不是表示该结构一定要完全平行,而是可以稍微倾斜。
21.此外,“大致”、“基本”等用语旨在说明相关内容并不是要求绝对的精确,而是可以有一定的偏差。例如:“大致等于”并不仅仅表示绝对的等于,由于实际生产、操作过程中,难以做到绝对的“相等”,一般都存在一定的偏差。因此,除了绝对相等之外,“大致等于”还包括上述的存在一定偏差的情况。以此为例,其他情况下,除非有特别说明,“大致”、“基本”等用语均为与上述类似的含义。
22.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
23.如图1所示,一种环保纸箱制备用压合装置,包括上料组件1、输送组件2、上胶机构3、压合机构4、裁切机构5及推出机构6。上料组件1用于纸卷的上料,输送组件2,其设于上料组件1的一侧,其用于多个纸卷的固定,上胶机构3,其设于输送组件2的另一侧,且用于纸带粘连侧的涂胶操作,压合机构4,其设于上胶机构3的另一侧,且用于纸带的热压合操作,裁切机构5,其设于压合机构4的另一侧,且用于纸板的成形裁切,推出机构6,其设于裁切机构5的另一侧,且用于纸板的输送推出。本实施例中的上料组件1能够带动纸带卷进行升降运动,并且将纸带卷推送至输送组件2上,从而实现了纸带卷上料的自动化程度,并降低了操作人员的工作强度。输送组件2能对多个纸带卷两端的固定,从而确保了纸带卷输送的稳定性,并且通过固定避免纸袋卷和输送组件2发生相对的运动,从而避免对纸带卷造成磨损,并且也能确保涂胶的均匀性。上胶机构3能将粘连胶均匀地涂覆在纸带卷上,从而确保了纸板的质量。压合机构4通过热压合的方式将多张纸带粘连在一起,在压合时采用局部导热油供热的方式,从而提高了热量的利用率,并显著地提高了压合的效果。裁切机构5方便进行压合纸板的裁切操作,从而提高了压合纸板裁切的自动化程度以及裁切效率。推出机构6能自动地将纸板推出。
24.本实施例在操作中先通过上料组件1将纸带卷转移至输送组件2上,而后进行多个纸带卷的固定,当需要数量的纸带卷固定后,将纸带牵引穿过上胶机构3至压合机构4中,而后在压合机构4的带动下进行纸板的压合、上胶以及输送,当压合的纸板达到一定长度后,通过裁切机构5将其裁切掉,而裁切后的纸板被推出机构6推出堆叠在一起。
25.如图2-图3所示,本实施例具体地提供了一种用于纸带卷上料的上料组件1,其包括升降机构,升降机构上设有前推机构,前推机构用于纸卷的放置并使纸卷向输送组件2移动,升降机构用于调节前推机构的高度以使纸卷移动至输送组件的指定高度处。
26.升降机构包括长条板100,长条板100的两端均安装有凹形支撑件101,凹形支撑件101上沿着竖直方向均开设有长条孔,凹形支撑件101的内壁均安装有一对工形导轨103,工形导轨103上均套设有滑动件104,每对滑动件104之间均设有升降座105,升降座105的两侧均开设有凹槽,凹槽内均设有滚轮,滚轮的外壁相切于凹形支撑件101的内壁,升降座105的外侧端均安装有折形固定板106,折形固定板106均安装有链条107,每根链条107的下端设
有下链轮108,下链轮108设于凹形支撑件101的下端,每根链条107的上端设有上链轮109,上链轮109的内侧端设有端座111,端座111的下端安装有上安装板110,上安装板110安装于凹形支撑件101的上端,端座111内设有传动轴112,传动轴112的两端设于上链轮109,上安装板110安装有一对中座113,传动轴112上设有从动轮114,从动轮114设于传动轴112,从动轮114啮合有驱动轮115,驱动轮115的一端设有电机安装件116,电机安装件116上安装有升降电机117,升降电机117的输出轴连接于驱动轮115,升降座105之间设有升降中板118。本实施例中的工形导轨103和滑动件104能够确保升降中板118升降的稳定性,避免在进行升降操作中发生安全事故。滚轮的设置降低了升降座105和凹形支撑件101之间的摩擦力,从而提高了升降运动的灵活性。同时采用了链条107和链轮109传动的方式进行高度调节,从而确保了升降运动的稳定性,同时为了进一步地提高这种稳定性,因此升降电机117选用自锁电机。而其中传动轴112的设置能够同时驱动两个链轮109进行同步转动,从而确保升降中板118升降运动的平稳性。通过该机构能够将纸带卷转移至指定的高度处,从而实现了上料的自动化程度。
27.前推机构包括安装于升降中板118的一对导向件119,导向件119上端均成形有上穿条,上穿条的均套设有凹形导件120,凹形导件120的上端均设有限位条121,限位条121的上壁均相切有多个导向轮122,导向轮122的两端均设有固定侧板123,固定侧板123均安装于导向件119,凹形导件120的一端设有前推端板124,前推端板124的两端均安装有放置弧形板132,前推端板124向外延伸地设有前推丝杆125,前推丝杆125上设有前推丝套126,前推丝套126套设有前推座127,前推座127安装于升降中板118,前推丝套126的上端安装有驱动座130,驱动座130安装有前推电机131,前推电机131的输出轴连接有前推驱动轮129,前推驱动轮129啮合有前推从动轮128,前推从动轮128设于前推丝套126的外侧端。本实施中采用的前推机构能够带动纸带卷向输送组件2运动,其中,导向件119和上穿条的设置能够确保凹形导件120运动的稳定性,而导向轮122的设置不仅对凹形导件120的运动起着导向的作用,同时还对凹形导件120的上侧起着限位的作用,并通过这种限位效果提高了前推运动的稳定性,同时也降低了前推运动时的摩擦力并提高前推运动的灵活性。同时在前推运动时由于采用了前推丝杆125传动的方式,从而确保了前推运动的精确度。放置弧形板132方便纸带卷的支撑和限位,从而方便进行纸带卷的前推运动。在具体的实施中,转动的前推丝套126将使得前推丝杆125带动纸带卷进行前推运动,并最终实现了纸带卷的上料操作。
28.如图4-图5所示,本实施例提供了一种用于纸带卷固定的输送组件2,其包括基板200,基板200的两端均设有上延支板201,上延支板201的上端均设有上板202,上板202上端均设有一对下定位销203,上板202上端均设有多个相互连接的连接构件,每个连接构件的下端均设有固定机构,每个连接构件均设有锁定机构,每个连接构件均设有内顶机构,位于底层的连接构件通过下定位销203设于上板202上,固定机构用于连接构件下端的定位,锁定机构用于内顶机构的转动锁定,以使内顶机构对纸卷进行内顶固定。
29.如图5所示,连接构件包括连接侧板204,连接侧板204的上下两端均向内延伸地设有内伸板231,位于下端的内伸板231开设有一对u形槽,位于上端的内伸板231向上延伸地设有上定位销205,下定位销203均穿于u形槽内,位于下端的内伸板231均开设有定位凹槽。连接构件的设置实现了多个纸带卷的固定,当通过连接构件进行连接固定时,将位于下一层级的上定位销205穿设在位于上一层级的u形槽内,从而实现了两个连接构件的固定连
接,通过这种方式方便进行多个纸带卷的固定,并且通过该构件可先将内顶机构固定在纸带卷的两端,而后进行多个纸带卷的堆叠式固定,通过这种方式,方便粘连胶的涂覆以及压合操作,降低了压合的难度。
30.如图5所示,固定机构包括安装于连接侧板204外壁下端的固定外板206,固定外板206向外延伸地设有一对导向柱207,导向柱207上套设有外拉板208,外拉板208上设有外拉丝套209,外拉丝套209内设有外拉丝杆210,外拉丝杆210的内侧端设于固定外板206,外拉板208的两端均设有连接轴211,连接轴211套设有凹形定位板212。本实施例中的该机构主要为了加强两个连接构件之间的连接强度,避免在进行纸带输送时出现两个纸带卷掉落的现象,从而确保了连接后的安全性和稳定性,当在进行加强连接时,转动凹形定位板212,并使得凹形定位板212正对于定位凹槽,而后通过外拉丝套209进行外板板208的位置调节,并最终使得凹形定位板212位于定位凹槽内,同时其内壁一般作用于上定位销205或者下定位销203的外壁,通过这种限位方式有效地避免了上定位销205或者下定位销203从u形槽内移出,从而提高了连接强度。
31.如图5所示,锁定机构包括设于连接侧板204两侧的外伸穿板213,外伸穿板213上均套设有折形插接板214,连接侧板204穿有内穿筒217,内穿筒217的外侧端设有转动盘215,转动盘215外周呈圆周阵列地设有定位插杆216,定位插杆216穿于折形插接板214,内穿筒217的内侧端设有内环218。本实施例中的锁定机构主要是在内顶机构进行纸带卷两端固定时,方便进行内顶操作。也就是说,当在进行纸带卷的固定时,将定位插杆216插设在折形插接板214的端部,而后进行纸带卷的固定操作。而当在进行纸带卷的转动输送时,取消折形插接板214和定位插杆216的连接,此时转动盘215能够进行自由转动。
32.如图5所示,内顶机构包括呈圆周阵列地设于内环218的外伸支板219,外伸支板219均开设有调节孔220,调节孔220内均穿有一个t形座221,t形座221的内侧端均设有内顶板222,内顶板222的内壁均设有内伸凸板223,内伸凸板223的两端均铰接有一对铰接板224,内环218上安装有内螺纹筒225,内螺纹筒225上套设有套筒226,套筒226的外壁呈圆周阵列地设有连接凸板230,每对铰接板224的另一端均铰接于一个连接凸板230,套筒226的内侧端设有转动环227,转动环227内设有内顶丝杆228,内顶丝杆228配合于内螺纹筒225内,内顶丝杆228的外侧端设有转动帽229。本实施例中提供的内顶机构在进行纸带卷的两端固定时,通过转动帽229对内顶丝杆228进行转动,并且内顶丝杆228将沿着内螺纹筒225的轴向向外或者向内移动,当内顶丝杆228向内移动时,套筒226向内移动,同时铰接板224和连接凸板230之间的夹角减小,同时内顶板222将沿着调节孔220向内运动,此时内顶机构和纸带卷脱离连接,而当内顶丝杆228向外运动时,套筒226向外移动,同时铰接板224和连接凸板230之间的夹角增大,并且内顶板222将沿着调节孔220向外运动,并最终使得内顶板22完成对纸带卷的固定操作,这种固定方式稳定性强,由于铰接板224为倾斜设计,因此当在内顶固定时,其作用力将形成一个稳定的三角形,而这种结构具有显著的稳定性,同时方便操作调节。
33.如图6所示,本实施例提供了一种用于纸带上胶的上胶机构3,其包括固定下板30,固定下板30的两端均向上延伸地设有上胶侧板31,上胶侧板31之间设有一根涂胶上管32、一对涂胶中管34以及一根涂胶下管35,其中,涂胶上管32向上延伸地设有多个涂胶眼,涂胶中管34呈上下分布,且位于上侧的涂胶中管34向下延伸地开设有多个孔眼,位于下侧的涂
胶中管34向上延伸地开设有多个穿眼,涂胶下管35向下延伸地开设有多个涂胶孔,涂胶上管32、涂胶中管34以及涂胶下管35的两端均连通有连通管,位于同侧的连通管均设有总管36。本实施例中通过一根涂胶上管32、一对涂胶中管34以及一根涂胶下管35进行纸带的涂胶操作,在进行涂胶时,一对涂胶中管34能对位于中层的纸带进行涂胶操作,通过多个细小的孔眼将胶水涂覆在纸带上,并为了提高均匀性可在一根涂胶上管32、一对涂胶中管34以及一根涂胶下管35的一侧均设置相应的刮刀,或者通过对进胶压力的控制达到控制均匀性的目的,当然也可以两者结合。同时在本实施例中,还在位于外层的纸带内侧上通过涂胶下管35和涂胶上管32进行胶水涂覆,通过这种方式避免中层纸带卷在局部缺胶的情况下还能确保纸板的压合质量,在本实施例中提供了压合三层纸带时的方案,若在进行五层及多层的涂胶时依据本实施例的思路添加相应的涂胶管即可。且当在进行涂胶时,通过压力输送的方式通过两根总管36和连通管进行胶水的输送,并通过两端输送的方式确保涂胶时的均匀性。
34.如图6-图7所示,本实施例提供了一种用于纸板压合的压合机构4,其包括多对呈上下分布的压合铜管409,压合铜管409的两端均安装有端盘408,端盘408均向外延伸地设有端管404,端管404的外侧端均可转动地设有封盖407,封盖407均连通有进油管405,位于同侧的进油管405均通过输油管406连通,每组呈上下分布的端管404均套设有转动外座402,位于同侧的转动外座402下端均设有压合下板401,压合下板401的下端均安装有支撑竖板400,位于一侧的端管404外侧端均设有齿轮403,每对位于同一个转动外座402上的齿轮403相互啮合,位于另一侧且位于同一高度处的端管404外侧端均设有传动带轮410,传动带轮410之间通过传动带411连接,传动带轮410通过压合电机带动转动。本实施中采用在压合铜管409内填充导热油的方式提供压合时的热量,这种提供热量的方式是直接将热量传递至纸带上,从而提高了热量的利用率,并且还采用了热传导性能优异的压合铜管409,从而提高了加热的效果。而在压合时纸带通过每对压合铜管409之间,而后在压合铜管409的带动下进行纸带的连续输送,并且在输送中,每对相对转动的压合铜管409对纸带进行压合,其中,齿轮403的设置能够确保每对压合铜管409进行反向的转动。在加热时,被加热装置加热的导热油通过输油管406输送至各个压合铜管409内。
35.如图6-图7所示,本实施例提供了一种用于纸板裁切的裁切机构5,其包括一对固定端板500,固定端板500均安装于位于一端的转动外座402上,固定端板500的下端安装有下衬板501,下衬板501上开设有裁切孔502,下衬板501的两端均安装有裁切轴承座503,裁切轴承座503之间设有多根裁切导杆504,其中一个裁切轴承座503安装有裁切电机505,裁切电机505的输出轴连接有裁切丝杆506,裁切丝杆506上设有裁切座507,裁切座507的两侧安装有裁切气缸508,裁切气缸508的下端安装有切刀509。本实施例在进行纸板的裁切时,通过裁切气缸508进行切刀509的进退刀控制,并采用裁切丝杆506传动的方式进行切刀509的进给运动,通过这种方式确保了裁切时的稳定性,以及裁切效率。
36.如图6-图7所示,本实施例提供了一种用于支板推出的推出机构6,其包括多个推出下板条60,推出下板条60均设有凹形架61,凹形架61上端安装有推出下板62,推出下板62的两侧均设有推出侧板63,推出侧板63之间两端均设有推出轮64,其中一根推出轮64连接有推出电机67,推出轮64之间套设有多根推出输送带65,推出输送带65的外壁均设有前推凸起66。本实施在进行纸板推出时,通过转动的推出轮64带动推出输送带65进行运转,并在
推出输送带65的带动下进行纸板的推出,同时为了能够将纸板推出,因此设置了前推凸起66。
37.以上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1