一种单牵伸区的等隔距双通道环锭纺纱装置
1.本发明属于环锭纺纱技术领域,涉及一种单牵伸区的等隔距双通道环锭纺纱装置。
背景技术:
2.环锭纺纱多粗纱喂入最早是以赛络纺技术为标志的,赛络纺技术目的是通过一定间距的两束纤维汇聚加捻成纱,获得少毛羽、高强力,并具有股线效应的高质量纱线,其方法是在环锭纺后罗拉以较大间距喂入两根同规格粗纱,两根粗纱经过相同的牵伸区,然后在前罗拉钳口同时输出,汇聚加捻成纱。
3.在多根原料喂入的基础上,希望实现各原料的独立牵伸。公开号2000-110035的日本专利(申请日2000年4月18日)公开了一种同轴3自由度的后罗拉结构,中间轴套由罗拉轴传动,两侧的轴套分别由相连的齿轮传动,并将这种结构应用与粗纱机牵伸机构中,实现了三根原料的后区独立牵伸;中国发明专利(zl201010616326.9)公开的“等线密度环锭纺段彩纱成纱方法及装置”将细纱机后罗拉牵伸齿面部分设计成两个并置的独立部分,一部分固定在后罗拉轴上,另一部分活套在后罗拉轴上,通过一根传动轴独立驱动。两根粗纱分别喂入两列并置的后罗拉,实现了细纱机后区的两通道独立牵伸。但是,细纱机牵伸机构为双牵伸区形式,后区为简单罗拉牵伸,为了对牵伸过程粗纱中纤维的有效控制,细纱机后区牵伸倍数比较小,一般为1.1~1.3,在共用主牵伸区的基础上,实现后区两通道独立牵伸对两根粗纱的总牵伸倍数调节能力范围比较局限,还不能完全实现两个牵伸通道的独立牵伸。
4.中国发明专利zl201580016832.5公开了一种“纺纱机的牵伸装置及其控制方法”,该装置将牵伸装置上、下皮圈都分成左右两部分,其中一侧的上、下皮圈跨过中上胶辊和中罗拉,采用后罗拉和后上胶辊驱动,形成左右两个独立的牵伸通道,一个牵伸通道由中罗拉与前罗拉形成,另一个牵伸通道由后罗拉与前罗拉形成,这就实现了两根粗纱的独立牵伸。但是,由于其中一个牵伸通道是由后罗拉与前罗拉形成的,而受到中罗拉的影响,后罗拉与前罗拉之间的间距无法有效缩小,此牵伸通道的前、后握持点间距远大于另一个牵伸通道,对于短纤维纺纱,牵伸区前、后握持点隔距必须与纤维长度所匹配,已达到牵伸过程中纤维变速点一致、稳定,而获得均匀的牵伸,所以此专利中两个不等隔距的牵伸通道虽然实现了两个牵伸通道的独立牵伸,但其中一个大隔距的牵伸通道并不能实现理想的牵伸效果。
技术实现要素:
5.本发明所要解决的技术问题是提供一种单牵伸区的等隔距双通道环锭纺纱装置,特别是涉及一种环锭纺两粗纱独立牵伸纺制变色纱的纺纱方法。本发明通过设计具有两个同轴独立旋转自由度的后罗拉和后上胶辊、具有后压力棒的双通道上销、双通道下销、集聚纺气流导向片和双通道集聚纺负压吸风槽,形成两个具有单牵伸区等隔距独立牵伸通道的环锭纺纱装置。实现环锭细纱机纺制两组分变色纱,并实现全锭数装置设计(单节罗拉6锭或8锭),该装置可以低成本便捷的在普通环锭集聚纺细纱机上改装。
6.本发明的技术方案如下:
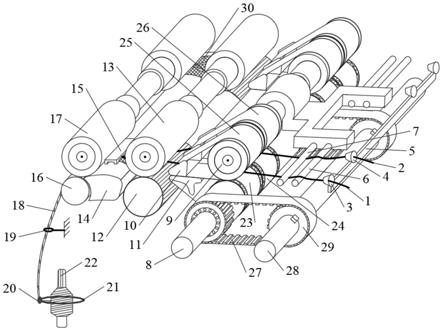
7.一种单牵伸区的等隔距双通道环锭纺纱装置,包括双喇叭口、双通道后罗拉、双通道后上胶辊、前罗拉、前上胶辊、集聚纺负压管、集聚纺输出罗拉、集聚纺输出胶辊、导纱钩、钢领和钢丝圈;所述的双喇叭口固定在喇叭口固定横杆上方,前导纱压力棒、后导纱压力棒通过双通道上销的一端固定,位于双喇叭口的后方,双通道后罗拉和双通道后上胶辊构成牵伸通道位于前导纱压力棒、后导纱压力棒的后端,前罗拉和前上胶辊构成牵伸通道位于双通道后罗拉和双通道后上胶辊的后方;集聚纺负压管位于前罗拉的后方,对两束纤维须条进行集聚汇合;集聚纺输出罗拉和集聚纺输出胶辊位于前罗拉和前上胶辊的后方,实现纱线的握持输出,进而加捻成纱,通过导纱钩和钢丝圈卷绕到纱管上。
8.粗纱a和粗纱b分别喂入固定在横杆上的双喇叭口的孔中,然后从后导纱压力棒的上侧和前导纱压力棒的下侧穿过,再分别喂入后罗拉的两个独立牵伸通道,经过牵伸区牵伸在前罗拉钳口输出,进入集聚纺负压气流区,两束较大间距的纤维束在气流作用下横向收缩汇聚成单纤维束,然后被集聚纺输出罗拉和集聚纺输出胶辊握持下输出。
9.所述的前导纱压力棒、后导纱压力棒的目的是对喂入牵伸区的粗纱起预张紧作用。传统的环锭细纱机牵伸装置分为两个牵伸区,前牵伸区为皮圈牵伸区,后牵伸区为简单罗拉牵伸区,在纺纱实践中,前牵伸区承担粗纱的主要牵伸倍数,而后牵伸区所承担的牵伸倍数较小,虽然后牵伸区所承担的粗纱牵伸倍数较小,但其对粗纱具有一定的预牵伸整理作用,粗纱具有捻度,而粗纱的纺纱原理使得粗纱上的捻度分布均匀性较差,而后区预牵伸可以张紧粗纱,在捻度扭矩的作用下使得粗纱上的捻度重分布,有利于改善粗纱捻度分布,所以直接取消后牵伸区会使粗纱的牵伸质量下降;另外,皮圈牵伸区作为主牵伸区,喂入牵伸区中的粗纱形态和紧密度也对牵伸质量有影响,经过后区微小牵伸的粗纱被张紧,以较紧密的形态喂入皮圈牵伸区可以保持纤维之间的抱合力,单纤维在牵伸过程中由慢速纤维变为快速纤维时可以受到慢速纤维的有效摩擦抱合作用,对稳定纤维变速点有明显作用。结合上述理论,本发明在取消后牵伸区的同时,在两通道牵伸区后增加两根导纱压力棒,使粗纱在喇叭口与后罗拉握持点之间的粗纱以曲线形式绕过前、后两根导纱压力棒,粗纱在后罗拉握持前进的同时,粗纱的张力作用会使粗纱对前、后两根导纱压力棒产生径向作用力,而径向作用力又会增大粗纱与导纱压力棒之间的摩擦力,从而使后罗拉握持点与导纱压力棒之间的粗纱获得较大张力,对粗纱起到张紧作用,实现粗纱捻回重分布和喂入牵伸区中的粗纱结构紧密,进而保证本发明等隔距双通道环锭纺纱装置中单牵伸区的粗纱牵伸质量。
10.所述的双通道后罗拉包括后罗拉轴、活套齿环、轴承、固定齿环和金属键,后罗拉轴通过金属键固定径向限位的固定齿环,活套齿环通过轴承活套在后罗拉轴上,活套齿环一侧具有传动齿轮,固定齿环工作面与活套齿环工作面的直径相同,一列固定齿环和一列活套齿环组成一个工作单元,固定齿环由后罗拉轴直接驱动,活套齿环由传动齿轮连接同步带,再由独立的传动轴对同步带进行传动,这就实现了一个工作单元中两个相邻齿环工作面转速的独立控制,单节双通道后罗拉上的多个活套齿环与固定齿环的左右位置一致,以保证左右通道的一致性,单节双通道后罗拉的两侧分别为螺纹导柱和螺纹导孔结构,便于多节罗拉的轴向连接传动,罗拉轴通过罗拉轴承固定在罗拉座上。
11.所述双通道后罗拉配合相应的双通道后上胶辊,双通道后上胶辊包括两列具有独
立旋转自由度的胶辊套a和胶辊套b,两列胶辊套通过轴承固定在胶辊轴上,都采用过盈配合,胶辊套a和胶辊套b的外径相同,两列胶辊套分别与双通道后罗拉的固定齿环和活套齿环接触,通过双通道后罗拉驱动,实现被动旋转,两列胶辊套的表面线速度与双通道后罗拉的固定齿环和活套齿环的表面线速度匹配。
12.所述的双通道后罗拉与双通道后上胶辊形成两个具有独立旋转自由度的握持钳口,两个握持钳口分别与前罗拉形成一个牵伸区,双通道后罗拉与双通道下销同时穿套两根等长下皮圈,下皮圈分别为下皮圈a和下皮圈b,双通道后上胶辊与双通道上销同时穿套两根等长上皮圈,上皮圈分别为上皮圈a和上皮圈b,形成了两个具有独立牵伸倍数的等隔距皮圈牵伸区。
13.所述双通道上销为中心线对称结构,形成左右两个工作单元,以左侧工作单位为例:
14.上销主体支架的左侧依次固定上销弹性钳板b和上销弹性钳板a,皮圈左限位和皮圈右限位分别固定在上销弹性钳板a和上销弹性钳板b的上方,所述的上销主体支架前部中间位置有圆形凸起状的隔距块固定扣。
15.所述双通道下销为中心线对称结构,以左侧工作单元为例:包括下销通道a和下销通道b,下销通道a和下销通道b中间具有一个限位隔片;
16.所述双通道上销和双通道下销分别对上、下两组左右并置的皮圈横向进行限位,使得左右并置的皮圈在运转过程中能够保持稳定的横向位置,保证粗纱牵伸的稳定。
17.所述集聚纺负压管上的双通道负压集聚槽为y形,前罗拉钳口输出的两束纤维分别进入y形负压集聚槽的前端,在气流的作用下,纤维束沿着集聚槽运行,在y形负压集聚槽的底端区域汇聚成单根纤维束,经集聚纺输出罗拉和输出胶辊的握持输出,然后加捻成纱。
18.所述的双通道负压集聚槽上方设置有集聚纺负压气流导向片,其顶端封闭,左右两侧有高1~2mm、宽6~8mm的开放式通道,前后两端为纤维须条通过位置,靠近前罗拉位置的纤维须条入口横向宽度较大,靠近集聚纺输出罗拉位置的纤维须条出口横向宽度较小,集聚纺负压气流导向片的作用是获取更大的横向气流流速和压强,以满足两根较大间距的纤维须条的横向汇聚,实现纺纱过程的顺利进行。
19.本发明的有益效果:
20.本发明通过设计双通道后罗拉、双通道后上胶辊、双通道上销、双通道下销,配置双导纱压力棒和改造的集聚纺装置,并配合电子控制系统,获得两个等隔距的独立单牵伸区,实现双粗纱的独立牵伸和在线可变牵伸。优化环锭细纱机纺制两组分变色纱的方法,并实现全锭数纺纱装置设计。在改造原有中、后罗拉驱动为电子伺服控制的条件下,所用两通道后罗拉与活套齿环驱动轴可以借用传统集聚纺细纱机的中罗拉和后罗拉位置,不需要对原有细纱机的牵伸装置罗拉座进行更换,可以将原中罗拉更换为双通道后罗拉,将原后罗拉更换为活套齿环驱动轴,并更换双通道下销、双通道后上胶辊和双通道下销、上下皮圈等。通过在线调整两个牵伸通道的牵伸倍数实现两根粗纱输出量的变化,纺制两组分变色纱。灵活多变,适用性强。
附图说明
21.图1为单牵伸区的等隔距双通道环锭纺纱装置示意图;
22.图2为牵伸机构截面示意图;
23.图3为牵伸机构上半部分上视图;
24.图4为牵伸机构下半部分上视图;
25.图5为双通道后罗拉;
26.图6为双通道后上胶辊;
27.图7为双通道上销;
28.图8为双通道下销;
29.图9为气流导向片;
30.图10为两色渐变纱纬编针织物;
31.图11为两色跳变纱纬编针织物。
32.图中:1粗纱a;2粗纱b;3喇叭口a;4喇叭口b;5喇叭口固定横杆;6后导纱压力棒;7前导纱压力棒;8双通道后罗拉;9双通道后上胶辊;10双通道上销;11双通道下销;12前罗拉;13前上胶辊;14集聚纺负压管;15集聚纺负压气流导向片;16集聚纺输出罗拉;17集聚纺输出胶辊;18细纱;19导纱钩;20钢丝圈;21钢领;22纱管;23下皮圈a;24下皮圈b;25上皮圈a;26上皮圈b;27同步带;28驱动轴;29同步带轮;30网格圈;31双通道负压集聚槽;81后罗拉轴;82活套齿环;83固定齿环;84活套齿环传动齿轮;85轴承;86金属键;87螺纹导柱;88螺纹导孔;89罗拉轴承;91胶辊套a;92胶辊套b;93胶辊轴;94胶辊轴承;101上销弹性钳板a;102上销弹性钳板b;103隔距块固定扣;104上销压力弹簧;105皮圈左限位;106皮圈右限位;107上销主体支架;111下销通道a;112下销通道b;113限位隔片;151纤维须条入口地脚;152纤维须条出口地脚。
具体实施方式
33.下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
34.实施例1:
35.一种单牵伸区的等隔距双通道环锭纺纱装置,包括双喇叭口、集聚纺输出罗拉16、集聚纺输出胶辊17、导纱钩19、钢领21和钢丝圈20;所述的双喇叭口固定在喇叭口固定横杆5上方,前导纱压力棒7、后导纱压力棒6通过双通道上销10的一端固定,位于双喇叭口的后方,双通道后罗拉8和双通道后上胶辊9构成牵伸通道位于前导纱压力棒7、后导纱压力棒6的后端,前罗拉12和前上胶辊13构成牵伸通道位于双通道后罗拉8和双通道后上胶辊9的后方;集聚纺输出罗拉16和集聚纺输出胶辊17位于前罗拉12和前上胶辊13的后方,实现纱线的握持输出,进而加捻成纱,通过导纱钩19和钢丝圈20卷绕到纱管22上。
36.粗纱a1和粗纱b分别喂入固定在横杆上的双喇叭口的孔中,然后从后导纱压力棒6的上侧和前导纱压力棒7的下侧穿过,再分别喂入后罗拉的两个独立牵伸通道,经过牵伸区牵伸在前罗拉12钳口输出,进入集聚纺负压气流区,两束较大间距的纤维束在气流作用下横向收缩汇聚成单纤维束,然后被集聚纺输出罗拉16和集聚纺输出胶辊17握持下输出。
37.所述的前导纱压力棒7、后导纱压力棒6的目的是对喂入牵伸区的粗纱起预张紧作
用。传统的环锭细纱机牵伸装置分为两个牵伸区,前牵伸区为皮圈牵伸区主牵伸区,后牵伸区为简单罗拉牵伸区,在纺纱实践中,前牵伸区承担粗纱的主要牵伸倍数,而后牵伸区所承担的牵伸倍数较小通常1.1~1.3倍,虽然后牵伸区所承担的粗纱牵伸倍数较小,但其对粗纱具有一定的预牵伸整理作用,粗纱具有捻度,而粗纱的纺纱原理使得粗纱上的捻度分布均匀性较差,而后区预牵伸可以张紧粗纱,在捻度扭矩的作用下使得粗纱上的捻度重分布,有利于改善粗纱捻度分布,所以直接取消后牵伸区会使粗纱的牵伸质量下降;另外,皮圈牵伸区作为主牵伸区,喂入牵伸区中的粗纱形态和紧密度也对牵伸质量有影响,经过后区微小牵伸的粗纱被张紧,以较紧密的形态喂入皮圈牵伸区可以保持纤维之间的报合力,单纤维在牵伸过程中由慢速纤维变为快速纤维时可以受到慢速纤维的有效摩擦报合作用,对稳定纤维变速点有明显作用。结合上述理论,本发明在取消后牵伸区的同时,在两通道牵伸区后增加两根导纱压力棒,使粗纱在喇叭口与后罗拉握持点之间的粗纱以曲线形式绕过前、后两根导纱压力棒,粗纱在后罗拉握持前进的同时,粗纱的张力作用会使粗纱对前、后两根导纱压力棒产生径向作用力,而径向作用力又会增大粗纱与导纱压力棒之间的摩擦力,从而使后罗拉握持点与导纱压力棒之间的粗纱获得较大张力,对粗纱起到张紧作用,实现粗纱捻回重分布和喂入牵伸区中的粗纱结构紧密,进而保证本发明等隔距双通道环锭纺纱装置中单牵伸区的粗纱牵伸质量。
38.所述的双通道后罗拉8如图5所示,双通道后罗拉8包括后罗拉轴81、活套齿环82和金属键86,后罗拉轴81通过金属键86固定径向限位的固定齿环83,活套齿环82通过轴承86活套在后罗拉轴81上,活套齿环82一侧具有传动齿轮,固定齿环83工作面与活套齿环82工作面的直径相同,一列固定齿环83和一列活套齿环82组成一个工作单元,固定齿环83由后罗拉轴81直接驱动,活套齿环82由传动齿轮连接同步带27,再由独立的传动轴对同步带27进行传动,这就实现了一个工作单元中两个相邻齿环工作面转速的独立控制,单节双通道后罗拉8上的多个活套齿环82与固定齿环83的左右位置一致,以保证左右通道的一致性,单节双通道后罗拉8的两侧分别为螺纹导柱87和螺纹导孔88结构,便于多节罗拉的轴向连接传动,罗拉轴通过罗拉轴承固定在罗拉座上。
39.所述双通道后罗拉8配合相应的双通道后上胶辊9如图6所示,双通道后上胶辊9包括两列具有独立旋转自由度的胶辊套a91和胶辊套b92,两列胶辊套通过轴承86固定在胶辊轴93上,都采用过盈配合,胶辊套a91和胶辊套b92的外径相同,两列胶辊套分别与双通道后罗拉8的固定齿环83和活套齿环82接触,通过双通道后罗拉8驱动,实现被动旋转,两列胶辊套的表面线速度与双通道后罗拉8的固定齿环83和活套齿环82的表面线速度匹配。
40.所述的双通道后罗拉8与双通道后上胶辊9形成两个具有独立旋转自由度的握持钳口,两个握持钳口分别与前罗拉12形成一个牵伸区,双通道后罗拉8与双通道下销11同时穿套两根等长下皮圈,下皮圈分别为下皮圈a23和下皮圈b24,双通道后罗拉8与双通道上销10同时穿套两根等长上皮圈,上皮圈包括上皮圈a25和上皮圈b26,形成了两个具有独立牵伸倍数的等隔距皮圈牵伸区。
41.所述双通道上销10如图7所示,双通道上销10为中心线对称结构,形成左右两个工作单元,以左侧工作单位为例:
42.上销主体支架107的左侧依次固定上销弹性钳板b102和上销弹性钳板a101,皮圈左限位105和皮圈右限位106分别固定在上销弹性钳板a101和上销弹性钳板b102的上方,所
述的上销主体支架107前部中间位置有圆形凸起装的隔距块固定扣103。
43.所述双通道下销11如图8所示,双通道下销11为中心线对称结构,以左侧工作单元为例:包括下销通道a111和下销通道b112,下销通道a111和下销通道b112中间具有一个限位隔片113;
44.所述双通道上销10和双通道下销11分别对上、下两组左右并置的皮圈横向进行限位,使得左右并置的皮圈在运转过程中能够保持稳定的横向位置,保证粗纱牵伸的稳定。
45.所述集聚纺负压管14上的双通道负压集聚槽31为y形,前罗拉12钳口输出的两束纤维分别进入y形负压集聚槽的前端,在气流的作用下,纤维束沿着集聚槽运行,在y形负压集聚槽的底端区域汇聚成单根纤维束,经集聚纺输出罗拉16和输出胶辊的握持输出,然后加捻成纱。
46.所述的双通道负压集聚槽31上方设置有集聚纺负压气流导向片15,起顶端封闭,左右两侧有高1~2mm、宽6~8mm的开放式通道,前后两端为纤维须条通过位置,靠近前罗拉12位置的纤维须条入口横向宽度较大,靠近集聚纺输出罗拉16位置的纤维须条出口横向宽度较小,集聚纺负压气流导向片15的作用是获取更大的横向气流流速和压强,以满足两根较大间距的纤维须条的横向汇聚,实现纺纱过程的顺利进行。
47.实施例2:
48.表1两色渐变纱纺纱工艺
[0049][0050]
白色粗纱与黑色粗纱线密度都为400tex,白色粗纱和黑色粗纱按照表1中的纺纱工艺顺序喂入,纺制19.4tex两色渐变纱,特克斯制捻系数α
tex
=360,纺纱锭速8000rpm,前罗拉直径27mm,双通道后罗拉直径27mm,前、后罗拉隔距20mm。
[0051]
将纱线织制成纬编针织物,采用14g电脑横机编织,织物组织为1+1罗纹,针数262针,平均线圈长度0.56mm。两色渐变纱纬编针织物如图10所示。
[0052]
实施例3:
[0053]
本发明所要解决的技术问题是提供一种单牵伸区的等隔距双通道环锭纺纱装置,
特别是涉及一种环锭纺两粗纱独立牵伸纺制变色纱的纺纱方法。本发明通过设计具有两个同轴独立旋转自由度的后罗拉和后上胶辊、具有后压力棒的双通道上销、双通道下销、集聚纺气流导向片和双通道集聚纺负压吸风槽,形成两个具有单牵伸区等隔距独立牵伸通道的环锭纺纱装置。实现环锭细纱机纺制两组分变色纱,并实现全锭数装置设计,该装置可以低成本便捷的在普通环锭集聚纺细纱机上改装。
[0054]
表2两色跳变纱纺纱工艺
[0055][0056]
白色粗纱与黑色粗纱线密度都为400tex,白色粗纱和黑色粗纱按照表2中的纺纱工艺周期性交替喂入,纺制19.4tex两色跳变纱,特克斯制捻系数α
tex
=360,纺纱锭速8000rpm,前罗拉直径27mm,双通道后罗拉直径27mm,前、后罗拉隔距20mm。
[0057]
将纱线织制成纬编针织物,采用14g电脑横机编织,织物组织为1+1罗纹,针数262针,平均线圈长度0.56mm。两色跳变纱纬编针织物如图11所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1