一种导电阻燃耐弯折一体复合纱线及其制备方法与流程
1.本发明属于多功能复合纱线领域,具体涉及一种导电阻燃耐弯折一体复合纱线及其制备方法。
背景技术:
2.在现代生活社会,防火阻燃已经越来越被大多数领域重视,人们对阻燃材料以及织物也提出了更多的要求,尤其是在消防、化工、军事以及电力等领域,而在这些领域的机器以及人员进入作业所穿着的服装的导电抗静电也同样重要。碳纤维是含碳量在90%以上的高强度高模量纤维,耐高温居所有化纤之首,是制造航天航空等高技术器材的优良材料,其是一种很好的导电抗静电材料也具有一定的阻燃效果。纱线作为服装的基础结构,服装要具有耐弯折性,纱线就要具有一定的耐弯折性,但碳纤维本身断裂伸长很低,而聚氨酯(pu)作为包覆层具有很好的耐弯折性能对碳纤维进行保护,将二者结合得到复合纱线在具有导电抗静电阻燃效果的同时具有一定的耐弯折性。
3.目前已经有研究人员对结合碳纤维的导电抗静电以及一定的阻燃效果的纱线进行相关研究。如专利cn201621230661.4提供了一种新型麻羊毛混纺纱线,将导电纤维、弹性纱、短麻纤维以及短毛纤维制备得到一种多层混纺纱,具有纱芯和纤维层,该工艺制得的混纺纱整体结构牢固,导电纤维不易外漏,但是因为该纱线制备的织物直接与人体接触,而该制备工艺又使用到了粘合剂这可能会对人体皮肤具有一定的危害。专利cn201710589340.6提供了一种阻燃抗静电纱线及其制造工艺,对间位芳纶、对位芳纶以及碳纤维进行预处理、混合、清花、梳棉、并条、粗纱、细纱、定捻以及络筒得到复合纱线,该工艺得到的复合纱线具有优异的阻燃和抗静电性能,但是该工艺采用的材料伸长均较差,纱线耐弯折性不好影响穿着使用。cn201822076895.3提供了一种非金属电加热功能纱线,该工艺将导电纤维丝包缠在玻璃纤维单丝外,再在其外部静电纺一层绝缘层得到纱线,该纱线可以很好的提高发热效率,削弱电磁屏蔽,但是该纱线最外层静电纺丝的绝缘层可能存在一定的孔隙导致绝缘性不好。专利cn202121080761.4提供了一种具有复合纤维的高抗断裂性能的涤纶纱线,该工艺将涤纶长丝、天然棉纤维丝、混合纤维、阻燃涤纶以及抗菌剂涂层制备得到一种复合纱线,该纱线具有很好的抗断裂性能、抗静电、抗菌等性能,但是其最外部为涂层结构,其多次洗涤后可能存在性能的下降。专利cn202022687058.1提供了一种具有阻燃和防静电效果的玻璃纤维纱,该纱线包括玻璃纤维层、防护层和复合层,各层内具有芳纶、导电纤维、玻璃纤维、涤纶纤维、玄武岩纤维等,各层通过粘合剂连接,该纱线耐拉伸性好、防静电性好,但是一方面各层之间均使用大量粘合剂存在一定的危害,另一方面普通涤纶的阻燃效果不是很好。
4.因此研究一种导电阻燃耐弯折一体复合纱线及其制备方法以解决上述问题,具有十分重要的意义。
技术实现要素:
5.本发明的目的是克服现有技术的不足,提供一种导电阻燃耐弯折一体复合纱线及其制备方法,不仅可以得到一种具有导电阻燃的复合纱线,还可以使得纱线具有一定的耐弯折性。
6.为达到上述目的,本发明采用的技术方案如下:一种导电阻燃耐弯折一体复合纱线,具有皮芯结构,由内到外依次为导电丝层、铜箔层、阻燃层和功能层;导电丝由多根碳纤维集束而成;阻燃层为绝缘材料;阻燃层为阻燃改性pu层或阻燃改性sebs层,pu、sebs本身弹性较好在弯折时可以对碳纤维进行保护,且二者均具有防水绝缘耐老化的效果;功能层为间位芳纶纤维膜、聚酰亚胺纤维膜或聚芳砜纤维膜,间位芳纶、聚酰亚胺、聚芳砜本身就是阻燃纤维而非添加阻燃剂材料,并且为可以配合吹喷纺丝制备的材料;导电丝层的作用是由多根碳纤维组成具有很好的导电效果,并且碳纤维本身具有阻燃效果,此外采用多根碳纤维以确保当有少部分碳纤维被破坏时仍然能够起到导电的作用;铜箔层的作用是一方面对内部的导电丝层进行包覆以确保导电效果,另一方面铜箔本身导电性较好也可增强导电效果;阻燃层的作用是一方面阻燃改性pu或sebs利用熔融挤出工艺挤出时可直接包覆在导电丝、铜箔外部,并且阻燃改性pu或sebs在挤出时仍处于高温具有一定的粘度可以对内部导电丝铜箔进行粘合以及对在挤出后立即吹喷的功能层进行粘合,另一方面阻燃改性pu或sebs弹性很好包覆在导电丝、铜箔外部这样可以在弯折时吸收能量从而对内部的碳纤维进行保护具有耐弯折效果,此外阻燃改性pu或sebs本身具有阻燃效果防水作用;功能层的作用是采用具有阻燃效果的纤维作为纺丝液通过吹喷纺丝并配合假捻工艺对阻燃层进行全包覆起到纤维阻燃效果;导电阻燃耐弯折一体复合纱线的弯曲强度为800~1000mpa,电阻率为10-3
~10-2
ω
·
cm,续燃时间为0s,平均损毁长度为15~30cm;文献“宋雪旸,张岩,徐成功,王萍,阮芳涛.碳纤维/聚丙烯/聚乳酸增强复合材料的力学性能[j].纺织学报,2021,42(11):84-88.doi:10.13475/j.fzxb.20201004005.”中pla质量分数为60%的复合材料的弯曲强度最高为112.5mpa;文献“张友强,王宝生,赵付宝,王旭华,姚立凯,张学锋,诸葛炯.高流动性碳纤维增强尼龙66的制备与性能[j].工程塑料应用,2021,49(08):43-46+60.”中复合材料的弯曲强度由纯树脂的72mpa提高到358mpa;文献“t700碳纤维增强树脂基复合材料的制备与性能研究[j].合成纤维,2021,50(03):54-58.doi:10.16090/j.cnki.hcxw.2021.03.014.”中复合材料的弯曲强度最高为875mpa;文献“胡斌斌,王少飞,蔡超迁,黄壮,马禹,张辉.碳纤维表面处理对液体成型碳纤维增强mc尼龙复合材料力学性能的影响[j].复合材料科学与工程,2021(10):83-88+95.doi:10.19936/j.cnki.2096-8000.20211028.012.”中复合材料的弯曲强度达到330.7mpa;本发明的导电阻燃耐弯折一体复合纱线的弯曲强度远高于现有技术中主要或全部由碳纤维纱和热塑性聚合物组成的复合材料;碳纤维导电性好、耐高温,但耐弯折性不好,现有技术做复合纱线很少有用到聚合
物并作粘合剂的,大多是与其他纱线加捻弯曲强度只会更低,而本发明采用阻燃改性pu做粘合剂,同时也可以视为与碳纤维组成复合材料,弯折性会比现有技术好;本发明采用阻燃改性pu或sebs作为阻燃层同时也起到热熔粘合剂的作用,但与常规粘合剂只是涂很薄的一层,无法给与材料任何力学上的提升不同的是,阻燃改性pu或sebs作为阻燃层是具有一定厚度的,可以给予该纱线力学上的提升,阻燃改性pu或sebs本身具有很好的弹性,功能层的间位芳纶、聚酰亚胺或聚芳砜也具有很好的力学性能,这些都使得纱线在弯折时可以外部有足够的材料去吸收外力所产生的能量对内部的碳纤维进行保护使其不易被破坏,具有耐弯折性;文献“基于碳纤维的三维织物微带天线制备工艺优化与性能研究[d].东华大学,2018.”中3%聚乙烯醇/碳纤维(3%pvacf)的电导率为7.4
×
103s/m(即电阻率为0.014ω
·
cm),聚二甲基硅氧烷/镀镍碳纤维(pdms/ni-coatedcf)的电导率为1.5
×
103s/m(即电阻率为0.067ω
·
cm);本发明的导电阻燃耐弯折一体复合纱线的电阻率远低于现有技术中主要或全部由碳纤维纱和热塑性聚合物组成的复合材料;文献“高阳,张圣易,丁志荣.聚酰亚胺/咖啡碳纤维混纺纱的性能研究[j].南通大学学报(自然科学版),2016,15(01):39-43.”中复合纱线续燃时间均大于等于0s;文献“谢雅婷,唐虹.高性能纤维防火毡的综合性能分析[j].毛纺科技,2019,47(02):22-24.doi:10.19333/j.mfkj.2018040170203.”中混纺后产品平均损毁长度为2.71cm;专利cn201810304790.0中纱线的损毁长度在20mm左右;本发明采用的所有材料均具有很好的阻燃效果,外部的功能层间位芳纶、聚酰亚胺或聚芳砜阻燃,阻燃层有阻燃改性pu或sebs外部具有很好的阻燃效果,内部的碳纤维耐高温本身阻燃效果就很好所以内部也阻燃,并且本发明结合两种阻燃类型:一种间位芳纶、聚酰亚胺或聚芳砜纤维的本征型阻燃分解温度高不会产生熔滴,并且在极高温度下燃烧时,纤维会迅速膨胀碳化,纤维表面会形成特有的保护层,阻止其与空气的接触,燃烧无法继续进行;另一种阻燃改性pu或sebs的添加型阻燃,所以本发明的纱线由内到外均阻燃,阻燃效果可以达到现有水平甚至略超出;根据文献“李硕. 编织结构碳纤维复合材料电导率分布特性及电磁检测方法[d].天津工业大学,2021.doi:10.27357/d.cnki.gtgyu.2021.000511.”可知常规碳纤维的电阻率在10-2
~1左右,本发明因为增加了铜箔并且采用具有绝缘性的阻燃改性pu或sebs包覆故电阻率可以更低,而若采用传统粘合剂难免会有所泄露故电阻率会稍大;而阻燃性目前大多所谓的阻燃碳纤维纱为纱线和纱线复合加捻的复合纱线或包缠纱,且碳纤维为外层内层被保护的非阻燃纤维,但也有纱线内纤维全部具有阻燃性的复合纱线,本发明的阻燃性与后者类似,会比前者更好一些;本发明的纱线导电和阻燃性好,首先导电阻燃性能好是从上面限定的范围来说的,就导电性来说本发明的优势在于添加了具有优异导电性的铜箔缠绕在碳纤维外层,这使得导电性在碳纤维本身的基础上更进一步,然后在铜箔的外部在包覆一层绝缘性能优异的阻燃层,这很好的防止了电泄露引起的导电性下降,此外从另一个角度来说本发明的导电性不会因内部部分碳纤维被破坏就完全散失;就阻燃性能来说本发明的阻燃性能好是比非全阻燃纱线性能好,与全阻燃纱线相比性能接近,具体分析如下:本发明采用的所有材料均具有很好的阻燃效果,外部的功能层间位芳纶、聚酰亚胺或聚芳砜阻燃,中间的阻燃层(即阻燃改性pu或sebs层)具有很好的阻燃效果,内部的碳
纤维耐高温本身阻燃效果就很好所以内部也阻燃,并且本发明结合两种阻燃类型,一种间位芳纶、聚酰亚胺或聚芳砜纤维的本征型阻燃分解温度高不会产生熔滴,并且在极高温度下燃烧时,纤维会迅速膨胀碳化,纤维表面会形成特有的保护层,阻止其与空气的接触,燃烧无法继续进行,一种阻燃改性pu或sebs的添加型阻燃,所以本发明的纱线由内到外均阻燃,阻燃效果可以达到现有水平甚至略超出。
[0007]
作为优选的技术方案:如上所述的一种导电阻燃耐弯折一体复合纱线,导电丝层、铜箔层、阻燃层和功能层的厚度分别为21~35μm、0.03~0.5mm、0.3~0.6mm和10~50μm,本发明将阻燃层厚度设置高一些是考虑到过薄无法提供强力和弹性上的增强;本发明将功能层厚度设置更高一些是考虑要厚些阻燃效果更好。
[0008]
如上所述的一种导电阻燃耐弯折一体复合纱线,导电丝由7~19根碳纤维集束而成;铜箔的厚度等于铜箔层的厚度,即铜箔层仅为一层铜箔。
[0009]
如上所述的一种导电阻燃耐弯折一体复合纱线,以重量份数计,阻燃改性pu或sebs中各组分及其含量为:pu或sebs树脂40~50份,阻燃剂20~30份,表面活性剂1~2份;本发明添加表面活性剂是为了对阻燃剂进行表面改性改善其在pu或sebs树脂中的分散性,表面活性剂分子一端的极性基团与无机材料发生化学反应或者物理吸附,包覆在其表面,而分子的另一端是长链烷基因与聚合物具有相似的结构而有极强的相容性;表面活性剂的特性是少量就能起到很好的作用,查阅资料发现表面活性剂发挥效果较好是其含量一般在0.05~0.5%故添加量控制在此范围。
[0010]
如上所述的一种导电阻燃耐弯折一体复合纱线,阻燃剂为十溴二苯乙烷或三氧化二锑;表面活性剂为十二烷基硫酸钠或十六烷基三甲基溴化铵。
[0011]
本发明还提供一种制备如上任一项所述的一种导电阻燃耐弯折一体复合纱线的方法,在导电丝的表面依次包覆铜箔、阻燃改性聚合物熔体和功能聚合物纤维膜,制得导电阻燃耐弯折一体复合纱线,其中,包覆功能聚合物纤维膜是在阻燃改性聚合物熔体完全冷却前进行的,导电丝由多根碳纤维集束而成,阻燃改性聚合物为绝缘的阻燃改性pu或阻燃改性sebs,功能聚合物为间位芳纶、聚酰亚胺或聚芳砜。
[0012]
作为优选的技术方案:如上所述的方法,在导电丝的表面包覆铜箔的方法为:将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上。
[0013]
如上所述的方法,在表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体的方法为:将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高0~20℃;阻燃层具有耐弯折性且具有防水效果,在表面包覆铜箔的导电丝从阻燃改性聚合物熔体中穿过时,铜箔与导电丝不会被高温融化,利用阻燃改性聚合物熔体的黏性可对铜箔和导电丝进行一定的粘合,也可对功能聚合物纤维膜进行一定的粘合。
[0014]
如上所述的方法,将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,在中间产物的表面包覆功能聚合物纤维膜的方法为:利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,边旋转边纺丝可以使得功能聚合物纤维均匀吹喷到中间产物表面并覆盖整个中间产物表面,吹喷纺丝时中间产物的表面温度
比阻燃改性聚合物的熔点低0~20℃(在此温度下阻燃改性聚合物仍处高温具有粘性可以起到粘合效果)。
[0015]
如上所述的方法,吹喷纺丝用纺丝液由功能聚合物、dmac(n,n二甲基乙酰胺,作为溶剂)和licl(作为助溶剂)组成;吹喷纺丝的工艺参数包括:纺丝液浓度8~20wt%,牵伸风压0.08~0.4mpa,挤出速度0.6~5ml/h,接收距离20~40cm。
[0016]
有益效果:由于上述技术方案运用,本发明与现有技术相比具有下列优点:(1)本发明利用聚合物熔体挤出的方法将聚合物包覆在导电丝和铜箔外部,聚合物在提供包覆的绝缘性的同时使纱线具有一定的耐弯折性并且利用聚合物高温的粘性对内部的导电丝、铜箔以及外部的功能层进行粘合;(2)本发明利用对聚合物母粒进行添加阻燃剂使聚合物具有阻燃效果,并配合吹喷纺丝功能层的阻燃性以及作为导电丝的碳纤维的耐高温阻燃效果使得整个复合纱线具有很好的阻燃性;(3)本发明利用夹持罗拉和假捻盘配合使得纱线具有一定的卷曲,并使纱线在假捻过程中旋转使得吹喷纺丝的功能层能均匀的喷在聚合物层的整个表面;(4)cn201621230661.4使用到的是常规粘合剂存在有毒挥发物质,而本发明是聚合物层兼做热熔胶,无毒无害;cn201710589340.6的耐弯折不好,本发明采用阻燃pu作为聚合物层同时也起到热熔粘合剂的作用,但与常规粘合剂只是涂很薄的一层,无法给与材料任何力学上的提升不同的是,阻燃pu作为聚合物层是具有一定厚度的,可以给予该纱线力学上的提升,pu本身具有很好的弹性,功能层的间位芳纶也具有很好的力学性能,这些都使得纱线在弯折时可以外部有足够的材料去吸收外力所产生的能量对内部的碳纤维进行保护使其不易被破坏,具有耐弯折性;cn201822076895.3的绝缘性不好,本发明的聚合物层为熔融挤出的绝缘物质并且致密科研对内部的到导电丝层和铜箔进行完全包覆而不会泄露;cn202121080761.4的最外部为涂层结构,其多次洗涤后可能存在性能的下降,本发明的外层为吹喷纺丝的芳纶纤维力学性能好不易被破坏,耐洗性更好,聚合物层具有防水效果耐洗涤性也好,故性能更加稳定;cn202022687058.1的使用大量粘合剂存在一定的危害,另一方面普通涤纶的阻燃效果不是很好,本发明使用的是聚合物层兼做粘合剂无毒无害,并且所用材料均为阻燃材料,不会存在阻燃效果不好的问题。
附图说明
[0017]
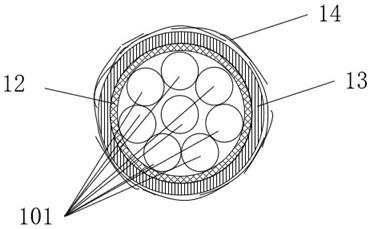
图1为本发明的整体工艺的侧视示意图;图2为本发明的一种导电阻燃耐弯折一体复合纱线的横截面示意图;其中,1-一体复合纱线,2-喂入辊,3-料斗,4-聚合物挤出区,5-吹喷纺丝注射器,6-空气压缩机,7-假捻盘,8-夹持罗拉,9-收集辊,11-导电丝,101-碳纤维,12-铜箔,13-阻燃层,14-功能层。
具体实施方式
[0018]
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术
人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
[0019]
以下各实施例和对比例中涉及的测试方法如下:阻燃性参照gb/t 5455-2014《纺织品燃烧性能垂直方向损毁长度阴燃和续燃时间的测定》,续燃时间、损毁长度表示。
[0020]
导电性参照gb/t 15738-2008《导电和抗静电纤维增强塑料电阻率测试方法》用电阻率来表示。
[0021]
耐弯折性参照gb/t 1449-2005《纤维增强塑料弯曲性能试验方法》,用弯曲强度表示。
[0022]
下述实施例中未作特殊说明,所有原料均来自于商购或通过本领域的常规方法制备而得。
[0023]
碳纤维购自广东特维隆新材料应用有限公司,货号twl-2181801;铜箔购自泰州碧灵五金制品有限公司,货号bl05-8;pu树脂购自深圳市力塑工程塑料有限公司,牌号2014s;sebs树脂购自广州鸿程塑化有限公司,牌号为rtp 2720 s-60a;间位芳纶购自浙江嘉德特种纤维有限公司,货号fl1313-001;聚酰亚胺购自东莞市嘉迈塑胶有限公司,牌号为1000r;聚芳砜购自广东超旺塑胶新材料有限公司,牌号为gf-1003;十溴二苯乙烷购自河南丰昌化工科技有限公司,牌号为088;三氧化二锑购自河南宜森化工产品有限公司,牌号为11-35-6;十二烷基硫酸钠购自河南巴福斯化工产品有限公司,型号k12;十六烷基三甲基溴化铵购自深圳市金腾龙实业有限公司,牌号为57-09-0。
[0024]
以下各实施例的工艺示意图和产品示意图如图1~2所示,八根碳纤维101集束而成的导电丝11从喂入辊2中导出,铜箔12从另一喂入辊2中导出,该喂入辊2绕着导电丝11旋转使铜箔12缠绕在导电丝11上,然后导电丝11和铜箔12一同进入聚合物挤出区4,阻燃改性pu从料斗3中喂入,阻燃改性pu高温融化熔体挤出得到阻燃层13包覆在内部的导电丝11和铜箔12外部,利用阻燃改性pu高温熔融的粘性对导电丝11和铜箔12进行粘合,导电丝11、铜箔12以及阻燃层13一同从聚合物挤出区4出来,纤维溶于溶剂后得到的纺丝液放置于吹喷纺丝注射器5中,该纺丝液从吹喷纺丝注射器5挤出后,在空气压缩机6所产生的气流带动下吹喷在阻燃层13表面得到功能层14,吹喷的位置在聚合物挤出区4刚出来的部分,利用阻燃层13的粘性对功能层14进行粘合,然后一体复合纱线1被两个夹持罗拉8的夹持,同时两个假捻盘7对一体复合纱线1进行假捻使得纱线旋转确保功能层14可以均匀且完整的覆盖在阻燃层13的整个表面并且假捻还使得纱线具有一定的卷曲,最后一体复合纱线1通过夹持罗拉8之后收集到收集辊9上。
[0025]
实施例1一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由8根碳纤维集束而成;
(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高20℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;其中,阻燃改性聚合物为绝缘的阻燃改性pu;以重量份数计,阻燃改性pu中各组分及其含量为:pu树脂50份,质量比为1:1的十溴二苯乙烷和三氧化二锑混合物30份,十二烷基硫酸钠2份;(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度和阻燃改性聚合物的熔点温度相同;其中,吹喷纺丝用纺丝液由间位芳纶、dmac和licl组成,dmac和licl的质量比为10:0.2;吹喷纺丝的工艺参数包括:纺丝液浓度8wt%,牵伸风压0.12mpa,挤出速度4ml/h,接收距离20cm。
[0026]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为24μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.6mm的阻燃层和厚度为10μm的功能层;阻燃层为阻燃改性pu层,功能层为间位芳纶纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为870mpa,电阻率为0.0068ω
·
cm,续燃时间为0s,平均损毁长度为27cm。
[0027]
对比例1一种复合纱线的方法,基本同实施例1,不同之处仅在于步骤(2)中不是将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,而是采用上胶辊将水性聚氨酯粘合剂涂覆于表面包覆铜箔的导电丝上,然后采用温度为80℃的热风烘干;水性聚氨酯粘合剂由质量比为100:10:0.5:1:0.2的水性聚氨酯(牌号为rl-323)、丙酮、增粘剂(牌号为escorez 5380)、消泡剂(牌号为byk-141)和流平剂(牌号为byk-333)组成。
[0028]
制得的复合纱线的弯曲强度为650mpa,电阻率为1.32ω
·
cm,续燃时间为1.5s,平均损毁长度为82cm。
[0029]
与实施例1相比,对比例1的弯曲强度、导电性以及阻燃性均较差,这是因为对比例1中所采用的粘合剂为水性聚氨酯粘合剂,其没有阻燃效果,并且该粘合剂的涂覆方式仅为涂覆薄薄一层,无法为内部的碳纤维进行强力上的保护,耐弯折性较差,并且一方面该粘合剂绝缘性能相对实施例1中的粘合剂较差,另一方面涂覆薄薄一层的粘合剂很容易被破坏导致泄露影响导电性,所以导电性也较差。
[0030]
实施例2一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由8根碳纤维集束而成;(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高5℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;其中,阻燃改性聚合物为绝缘的阻燃改性pu;以重量份数计,阻燃改性pu中各组分及其含量为:pu树脂40份,质量比为1:1的十溴二苯乙烷和三氧化二锑混合物20份,十二烷基硫酸钠1份;
(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度比阻燃改性聚合物的熔点低15℃;其中,吹喷纺丝用纺丝液由间位芳纶、dmac和licl组成,dmac和licl的质量比为10:0.5;吹喷纺丝的工艺参数包括:纺丝液浓度12wt%,牵伸风压0.24mpa,挤出速度2ml/h,接收距离30cm。
[0031]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为24μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.3mm的阻燃层和厚度为23μm的功能层;阻燃层为阻燃改性pu层,功能层为间位芳纶纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为850mpa,电阻率为0.0035ω
·
cm,续燃时间为0s,平均损毁长度为21cm。
[0032]
实施例3一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由7根碳纤维集束而成;(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高10℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;其中,阻燃改性聚合物为绝缘的阻燃改性pu;以重量份数计,阻燃改性pu中各组分及其含量为:pu树脂45份,十溴二苯乙烷20份,十六烷基三甲基溴化铵2份;(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度比阻燃改性聚合物的熔点低10℃;其中,吹喷纺丝用纺丝液由聚酰亚胺、dmac和licl组成,dmac和licl的质量比为10:0.2;吹喷纺丝的工艺参数包括:纺丝液浓度8wt%,牵伸风压0.08mpa,挤出速度0.6ml/h,接收距离25cm。
[0033]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为21μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.38mm的阻燃层和厚度为12μm的功能层;阻燃层为阻燃改性pu层,功能层为聚酰亚胺纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为800mpa,电阻率为0.0041ω
·
cm,续燃时间为0s,平均损毁长度为23cm。
[0034]
实施例4一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由10根碳纤维集束而成;(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高5℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;其中,阻燃改性聚合物为绝缘的阻燃改性sebs;以重量份数计,阻燃改性sebs中各组分及其含
量为:sebs树脂40份,十溴二苯乙烷25份,十六烷基三甲基溴化铵2份;(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度比阻燃改性聚合物的熔点低15℃;其中,吹喷纺丝用纺丝液由聚酰亚胺、dmac和licl组成,dmac和licl的质量比为10:0.5;吹喷纺丝的工艺参数包括:纺丝液浓度14wt%,牵伸风压0.15mpa,挤出速度3ml/h,接收距离35cm。
[0035]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为26μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.38mm的阻燃层和厚度为30μm的功能层;阻燃层为阻燃改性sebs层,功能层为聚酰亚胺纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为900mpa,电阻率为0.0038ω
·
cm,续燃时间为0s,平均损毁长度为18cm。
[0036]
实施例5一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由13根碳纤维集束而成;(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高15℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;其中,阻燃改性聚合物为绝缘的阻燃改性sebs;以重量份数计,阻燃改性sebs中各组分及其含量为:sebs树脂45份,三氧化二锑30份,十六烷基三甲基溴化铵1份;(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度比阻燃改性聚合物的熔点低5℃;其中,吹喷纺丝用纺丝液由聚芳砜、dmac和licl组成,dmac和licl的质量比为10:0.5;吹喷纺丝的工艺参数包括:纺丝液浓度16wt%,牵伸风压0.2mpa,挤出速度5ml/h,接收距离40cm。
[0037]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为29μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.52mm的阻燃层和厚度为37μm的功能层;阻燃层为阻燃改性sebs层,功能层为聚芳砜纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为950mpa,电阻率为0.0037ω
·
cm,续燃时间为0s,平均损毁长度为17cm。
[0038]
实施例6一种导电阻燃耐弯折一体复合纱线的方法,具体步骤如下:(1)将导电丝从一喂入辊导出,铜箔从另一喂入辊导出,控制铜箔的喂入辊绕着导电丝转动将铜箔缠绕在导电丝上,使得导电丝的表面包覆铜箔;其中,导电丝由19根碳纤维集束而成;(2)将表面包覆铜箔的导电丝从温度为t的阻燃改性聚合物熔体中穿过,t比阻燃改性聚合物的熔点高20℃,使得表面包覆铜箔的导电丝的表面包覆阻燃改性聚合物熔体;
其中,阻燃改性聚合物为绝缘的阻燃改性sebs;以重量份数计,阻燃改性sebs中各组分及其含量为:sebs树脂50份,三氧化二锑30份,十六烷基三甲基溴化铵1份;(3)将表面包覆铜箔和阻燃改性聚合物熔体的导电丝记为中间产物,利用夹持罗拉握持中间产物的一端后,牵引其运动,同时利用假捻盘假捻使得中间产物旋转,在中间产物旋转的过程中,利用吹喷纺丝在中间产物的表面形成功能聚合物纤维膜,吹喷纺丝时中间产物的表面温度和阻燃改性聚合物的熔点温度相同;其中,吹喷纺丝用纺丝液由聚芳砜、dmac和licl组成,dmac和licl的质量比为10:0.8;吹喷纺丝的工艺参数包括:纺丝液浓度20wt%,牵伸风压0.4mpa,挤出速度4ml/h,接收距离40cm。
[0039]
最终制得的导电阻燃耐弯折一体复合纱线具有皮芯结构,由内到外依次为厚度为35μm的导电丝层、铜箔层(铜箔层的厚度等于铜箔的厚度)、厚度为0.6mm的阻燃层和厚度为50μm的功能层;阻燃层为阻燃改性sebs层,功能层为聚芳砜纤维膜;导电阻燃耐弯折一体复合纱线的弯曲强度为1000mpa,电阻率为0.0032ω
·
cm,续燃时间为0s,平均损毁长度为15cm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1