彩印纸箱生产工艺的制作方法
1.本发明属于纸箱生产技术领域,具体涉及彩印纸箱生产工艺。
背景技术:
2.纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,有各种规格和型号,而彩印纸箱,是一种新型纸箱。具有重量轻、结构性能好的特性,重量轻、结构性能好。其内部的瓦楞结构类似拱形结构,能起到防冲减震作用,具有良好的力学特性,随着现代物流行业的快速发展,包装行业也需要跟紧潮流,提高对物料的包装效果,以保护内装物品不受伤害。
3.目前现有的彩印纸箱生产工艺还存在一些问题:采用传统工艺制得的彩印纸箱的防水防潮能力较差,同时机械强度、柔韧性和抗拉扯性也相对较低,从而降低了纸箱的使用寿命,为此我们提出彩印纸箱生产工艺。
技术实现要素:
4.本发明的目的在于提供彩印纸箱生产工艺,以解决上述背景技术中提出的问题。
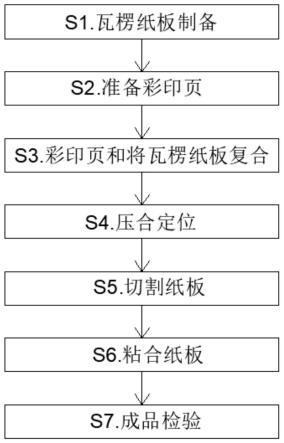
5.为实现上述目的,本发明提供如下技术方案:彩印纸箱生产工艺,包括以下步骤:
6.s1.瓦楞纸板制备:所述瓦楞纸板由高强度纸板、填充层和防水层复合而成;
7.s2.准备彩印页:将彩印页进行裁剪,保持彩印页的大小和瓦楞纸板的大小的一致性;
8.s3.彩印页和将瓦楞纸板复合:将彩印页及瓦楞纸板依次放入到贴面机的进料口,贴面机通电后首先对彩印页进行上胶,然后将上胶后的彩印页粘合在瓦楞纸板上,得到复合纸板;
9.s4.压合定位:利用贴面机将复合纸板进行压合,压合后的复合纸板放置在阴凉空间静置,得到彩印原板;
10.s5.切割纸板:利用模切机上的模切刀片对彩印原板进行切割;
11.s6.粘合纸板:将切割后的彩印原板通过粘箱机进行粘合,得到彩印纸箱成品;
12.s7.成品检验:对彩印纸箱进行成品检验。
13.优选的,所述s1中瓦楞纸板制备方法包括以下步骤:
14.s101.制备高强度纸板;
15.s102.将两张高强度纸板和放置其中的干燥剂经过压合,形成填充层;
16.s103.将高强度纸板和填充层压合后,在表面施胶形成防水层,从而得到瓦楞纸板。
17.优选的,所述s101中制备高强度纸板的具体方法为:
18.s1011.以废纸或废纸浆板为原料,经水力碎浆机碎浆,得到造纸原浆;
19.s1012.向s1011中得到的造纸原浆中加入增强剂和浆内抗水剂,混合均匀;
20.s1013.经造纸机成型网部滤水抄造,压榨脱水、烘干后得到干纸页;
21.s1014.将表面施胶剂施胶至s1013中得到的干纸页表面;
22.s1015.烘干、压光、卷取得到高强度纸板。
23.优选的,所述增强剂为聚丙烯酰胺,所述浆内抗水剂包括十二烯基丁二酸酐、氯化锌和聚酰胺环氧氯丙烷树脂,所述表面施胶剂包括三聚氰胺甲醛树脂、松香胶和石蜡。
24.优选的,所述s1014中施胶方法具体为:
25.步骤一、将三聚氰胺、柠檬酸钠、二甲基乙醇胺混合,加入到反应釜中,加入去离子水,然后再加入氢氧化镁和三氧化二铝、二氧化硅,加热到150-200℃,保温时间2-3小时;
26.步骤二、加入羟丙基二淀粉磷酸酯、硅酸钙,温度60-90℃,反应时间2-4小时;最后加入环氧-聚氨酯胶搅拌,形成胶液;
27.步骤三、在胶液中加入抗水剂后搅拌均匀,然后将混合胶液输送到储存罐,再将储存罐中的胶液直接输送到施胶机中,进行表面施胶,然后干燥,形成防水层。
28.优选的,所述s2中准备彩印页的步骤还包括:利用彩印机对彩印页的表面进行印刷,打印完毕之后利用微波烘干机对其进行烘干,烘干时间控制在15-30分钟,温度设定在100-150℃,烘干完成后可在彩印页的外部塑上一层过塑纸,利用压合机进行压合,保持彩印页与其粘合的稳固性,完成之后进行外部多余位置的修剪。
29.优选的,所述彩印机内部使用的油墨配方为60-70%的天然植物提取色素、5-10%的硝化纤维、5-10%的丙烯酸、5-10%的二氧化钛、5-10%的酚醛树脂和3-8%醋酸。
30.优选的,所述s3中对彩印页进行上胶处理中使用的是高强度防水环保玉米淀粉胶。
31.优选的,所述高强度防水环保玉米淀粉胶的制备方法包括以下步骤:
32.s301.玉米淀粉预糊化:取80-220份的去离子水置于温度为30℃-60℃的恒温水浴锅中加热,同时加入35-65重量份的玉米淀粉,并搅拌6-12min,使玉米淀粉预糊化;
33.s302.氧化:向s301中预糊化后的玉米淀粉中滴加质量纯度为25-35%的过氧化氢溶液0.3-1.2份和硫酸亚铁0.2-0.8份,搅拌均匀后静置15-45min;
34.s303.糊化:向s302中氧化后的混合液中加入氢氧化钠1.2-3.6份,混合液变粘稠后慢慢变稀,继续搅拌15-20min,然后加入硫代硫酸钠0.2-1.2份,搅拌20-30min后静置30-40min;
35.s304.向s303中糊化后的混合液中加入聚丙烯酰胺0.3-1.5份和膨润土2-8份,充分搅拌8-16min后加入硼砂6-20份进行络合,然后继续搅拌20-30min。
36.优选的,所述s303中氢氧化钠为粉末状固体,所述s304中聚丙烯酰胺为阳离子聚丙烯酰胺。
37.与现有技术相比,本发明的有益效果是:
38.本发明通过采用瓦楞纸板制作纸箱,同时利用高强度纸板、填充层和防水层复合成瓦楞纸板,不仅提升了纸箱的防水防潮的能力,而且增加了纸箱的机械强度、柔韧性和抗拉扯性,从而增加了纸箱的使用寿命。
附图说明
39.图1为本发明的流程图。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例1
42.请参阅图1,本发明提供一种技术方案:彩印纸箱生产工艺,包括以下步骤:
43.s1.瓦楞纸板制备:所述瓦楞纸板由高强度纸板、填充层和防水层复合而成;
44.s2.准备彩印页:将彩印页进行裁剪,保持彩印页的大小和瓦楞纸板的大小的一致性;
45.s3.彩印页和将瓦楞纸板复合:将彩印页及瓦楞纸板依次放入到贴面机的进料口,贴面机通电后首先对彩印页进行上胶,然后将上胶后的彩印页粘合在瓦楞纸板上,得到复合纸板;
46.s4.压合定位:利用贴面机将复合纸板进行压合,压合后的复合纸板放置在阴凉空间静置,得到彩印原板;
47.s5.切割纸板:利用模切机上的模切刀片对彩印原板进行切割;
48.s6.粘合纸板:将切割后的彩印原板通过粘箱机进行粘合,得到彩印纸箱成品;
49.s7.成品检验:对彩印纸箱进行成品检验。
50.本实施例中,优选的,所述s1中瓦楞纸板制备方法包括以下步骤:
51.s101.制备高强度纸板;
52.s102.将两张高强度纸板和放置其中的干燥剂经过压合,形成填充层;
53.s103.将高强度纸板和填充层压合后,在表面施胶形成防水层,从而得到瓦楞纸板。
54.本实施例中,优选的,所述s101中制备高强度纸板的具体方法为:
55.s1011.以废纸或废纸浆板为原料,经水力碎浆机碎浆,得到造纸原浆;
56.s1012.向s1011中得到的造纸原浆中加入增强剂和浆内抗水剂,混合均匀;
57.s1013.经造纸机成型网部滤水抄造,压榨脱水、烘干后得到干纸页;
58.s1014.将表面施胶剂施胶至s1013中得到的干纸页表面;
59.s1015.烘干、压光、卷取得到高强度纸板。
60.本实施例中,优选的,所述增强剂为聚丙烯酰胺,所述浆内抗水剂包括十二烯基丁二酸酐、氯化锌和聚酰胺环氧氯丙烷树脂,所述表面施胶剂包括三聚氰胺甲醛树脂、松香胶和石蜡。
61.本实施例中,优选的,所述s1014中施胶方法具体为:
62.步骤一、将三聚氰胺、柠檬酸钠、二甲基乙醇胺混合,加入到反应釜中,加入去离子水,然后再加入氢氧化镁和三氧化二铝、二氧化硅,加热到150℃,保温时间2小时;
63.步骤二、加入羟丙基二淀粉磷酸酯、硅酸钙,温度60℃,反应时间2小时;最后加入环氧-聚氨酯胶搅拌,形成胶液;
64.步骤三、在胶液中加入抗水剂后搅拌均匀,然后将混合胶液输送到储存罐,再将储存罐中的胶液直接输送到施胶机中,进行表面施胶,然后干燥,形成防水层。
65.本实施例中,优选的,所述s2中准备彩印页的步骤还包括:利用彩印机对彩印页的表面进行印刷,打印完毕之后利用微波烘干机对其进行烘干,烘干时间控制在15分钟,温度设定在100℃,烘干完成后可在彩印页的外部塑上一层过塑纸,利用压合机进行压合,保持彩印页与其粘合的稳固性,完成之后进行外部多余位置的修剪。
66.本实施例中,优选的,所述彩印机内部使用的油墨配方为60%的天然植物提取色素、10%的硝化纤维、10%的丙烯酸、10%的二氧化钛、7%的酚醛树脂和3%醋酸。
67.本实施例中,优选的,所述s3中对彩印页进行上胶处理中使用的是高强度防水环保玉米淀粉胶。
68.本实施例中,优选的,所述高强度防水环保玉米淀粉胶的制备方法包括以下步骤:
69.s301.玉米淀粉预糊化:取80份的去离子水置于温度为30℃的恒温水浴锅中加热,同时加入35重量份的玉米淀粉,并搅拌6min,使玉米淀粉预糊化;
70.s302.氧化:向s301中预糊化后的玉米淀粉中滴加质量纯度为25%的过氧化氢溶液0.3份和硫酸亚铁0.2份,搅拌均匀后静置15min;
71.s303.糊化:向s302中氧化后的混合液中加入氢氧化钠1.2份,混合液变粘稠后慢慢变稀,继续搅拌15min,然后加入硫代硫酸钠0.2份,搅拌20min后静置30min;
72.s304.向s303中糊化后的混合液中加入聚丙烯酰胺0.3份和膨润土2份,充分搅拌8min后加入硼砂6份进行络合,然后继续搅拌20min。
73.本实施例中,优选的,所述s303中氢氧化钠为粉末状固体,所述s304中聚丙烯酰胺为阳离子聚丙烯酰胺。
74.实施例2
75.请参阅图1,本发明提供一种技术方案:彩印纸箱生产工艺,包括以下步骤:
76.s1.瓦楞纸板制备:所述瓦楞纸板由高强度纸板、填充层和防水层复合而成;
77.s2.准备彩印页:将彩印页进行裁剪,保持彩印页的大小和瓦楞纸板的大小的一致性;
78.s3.彩印页和将瓦楞纸板复合:将彩印页及瓦楞纸板依次放入到贴面机的进料口,贴面机通电后首先对彩印页进行上胶,然后将上胶后的彩印页粘合在瓦楞纸板上,得到复合纸板;
79.s4.压合定位:利用贴面机将复合纸板进行压合,压合后的复合纸板放置在阴凉空间静置,得到彩印原板;
80.s5.切割纸板:利用模切机上的模切刀片对彩印原板进行切割;
81.s6.粘合纸板:将切割后的彩印原板通过粘箱机进行粘合,得到彩印纸箱成品;
82.s7.成品检验:对彩印纸箱进行成品检验。
83.本实施例中,优选的,所述s1中瓦楞纸板制备方法包括以下步骤:
84.s101.制备高强度纸板;
85.s102.将两张高强度纸板和放置其中的干燥剂经过压合,形成填充层;
86.s103.将高强度纸板和填充层压合后,在表面施胶形成防水层,从而得到瓦楞纸板。
87.本实施例中,优选的,所述s101中制备高强度纸板的具体方法为:
88.s1011.以废纸或废纸浆板为原料,经水力碎浆机碎浆,得到造纸原浆;
89.s1012.向s1011中得到的造纸原浆中加入增强剂和浆内抗水剂,混合均匀;
90.s1013.经造纸机成型网部滤水抄造,压榨脱水、烘干后得到干纸页;
91.s1014.将表面施胶剂施胶至s1013中得到的干纸页表面;
92.s1015.烘干、压光、卷取得到高强度纸板。
93.本实施例中,优选的,所述增强剂为聚丙烯酰胺,所述浆内抗水剂包括十二烯基丁二酸酐、氯化锌和聚酰胺环氧氯丙烷树脂,所述表面施胶剂包括三聚氰胺甲醛树脂、松香胶和石蜡。
94.本实施例中,优选的,所述s1014中施胶方法具体为:
95.步骤一、将三聚氰胺、柠檬酸钠、二甲基乙醇胺混合,加入到反应釜中,加入去离子水,然后再加入氢氧化镁和三氧化二铝、二氧化硅,加热到200℃,保温时间3小时;
96.步骤二、加入羟丙基二淀粉磷酸酯、硅酸钙,温度90℃,反应时间4小时;最后加入环氧-聚氨酯胶搅拌,形成胶液;
97.步骤三、在胶液中加入抗水剂后搅拌均匀,然后将混合胶液输送到储存罐,再将储存罐中的胶液直接输送到施胶机中,进行表面施胶,然后干燥,形成防水层。
98.本实施例中,优选的,所述s2中准备彩印页的步骤还包括:利用彩印机对彩印页的表面进行印刷,打印完毕之后利用微波烘干机对其进行烘干,烘干时间控制在30分钟,温度设定在150℃,烘干完成后可在彩印页的外部塑上一层过塑纸,利用压合机进行压合,保持彩印页与其粘合的稳固性,完成之后进行外部多余位置的修剪。
99.本实施例中,优选的,所述彩印机内部使用的油墨配方为70%的天然植物提取色素、5%的硝化纤维、5%的丙烯酸、5%的二氧化钛、10%的酚醛树脂和5%醋酸。
100.本实施例中,优选的,所述s3中对彩印页进行上胶处理中使用的是高强度防水环保玉米淀粉胶。
101.本实施例中,优选的,所述高强度防水环保玉米淀粉胶的制备方法包括以下步骤:
102.s301.玉米淀粉预糊化:取220份的去离子水置于温度为60℃的恒温水浴锅中加热,同时加入65重量份的玉米淀粉,并搅拌12min,使玉米淀粉预糊化;
103.s302.氧化:向s301中预糊化后的玉米淀粉中滴加质量纯度为35%的过氧化氢溶液1.2份和硫酸亚铁0.8份,搅拌均匀后静置45min;
104.s303.糊化:向s302中氧化后的混合液中加入氢氧化钠3.6份,混合液变粘稠后慢慢变稀,继续搅拌20min,然后加入硫代硫酸钠1.2份,搅拌30min后静置40min;
105.s304.向s303中糊化后的混合液中加入聚丙烯酰胺1.5份和膨润土8份,充分搅拌16min后加入硼砂20份进行络合,然后继续搅拌30min。
106.本实施例中,优选的,所述s303中氢氧化钠为粉末状固体,所述s304中聚丙烯酰胺为阳离子聚丙烯酰胺。
107.实施例3
108.请参阅图1,本发明提供一种技术方案:彩印纸箱生产工艺,包括以下步骤:
109.s1.瓦楞纸板制备:所述瓦楞纸板由高强度纸板、填充层和防水层复合而成;
110.s2.准备彩印页:将彩印页进行裁剪,保持彩印页的大小和瓦楞纸板的大小的一致性;
111.s3.彩印页和将瓦楞纸板复合:将彩印页及瓦楞纸板依次放入到贴面机的进料口,
贴面机通电后首先对彩印页进行上胶,然后将上胶后的彩印页粘合在瓦楞纸板上,得到复合纸板;
112.s4.压合定位:利用贴面机将复合纸板进行压合,压合后的复合纸板放置在阴凉空间静置,得到彩印原板;
113.s5.切割纸板:利用模切机上的模切刀片对彩印原板进行切割;
114.s6.粘合纸板:将切割后的彩印原板通过粘箱机进行粘合,得到彩印纸箱成品;
115.s7.成品检验:对彩印纸箱进行成品检验。
116.本实施例中,优选的,所述s1中瓦楞纸板制备方法包括以下步骤:
117.s101.制备高强度纸板;
118.s102.将两张高强度纸板和放置其中的干燥剂经过压合,形成填充层;
119.s103.将高强度纸板和填充层压合后,在表面施胶形成防水层,从而得到瓦楞纸板。
120.本实施例中,优选的,所述s101中制备高强度纸板的具体方法为:
121.s1011.以废纸或废纸浆板为原料,经水力碎浆机碎浆,得到造纸原浆;
122.s1012.向s1011中得到的造纸原浆中加入增强剂和浆内抗水剂,混合均匀;
123.s1013.经造纸机成型网部滤水抄造,压榨脱水、烘干后得到干纸页;
124.s1014.将表面施胶剂施胶至s1013中得到的干纸页表面;
125.s1015.烘干、压光、卷取得到高强度纸板。
126.本实施例中,优选的,所述增强剂为聚丙烯酰胺,所述浆内抗水剂包括十二烯基丁二酸酐、氯化锌和聚酰胺环氧氯丙烷树脂,所述表面施胶剂包括三聚氰胺甲醛树脂、松香胶和石蜡。
127.本实施例中,优选的,所述s1014中施胶方法具体为:
128.步骤一、将三聚氰胺、柠檬酸钠、二甲基乙醇胺混合,加入到反应釜中,加入去离子水,然后再加入氢氧化镁和三氧化二铝、二氧化硅,加热到180℃,保温时间2.5小时;
129.步骤二、加入羟丙基二淀粉磷酸酯、硅酸钙,温度70℃,反应时间3小时;最后加入环氧-聚氨酯胶搅拌,形成胶液;
130.步骤三、在胶液中加入抗水剂后搅拌均匀,然后将混合胶液输送到储存罐,再将储存罐中的胶液直接输送到施胶机中,进行表面施胶,然后干燥,形成防水层。
131.本实施例中,优选的,所述s2中准备彩印页的步骤还包括:利用彩印机对彩印页的表面进行印刷,打印完毕之后利用微波烘干机对其进行烘干,烘干时间控制在25分钟,温度设定在120℃,烘干完成后可在彩印页的外部塑上一层过塑纸,利用压合机进行压合,保持彩印页与其粘合的稳固性,完成之后进行外部多余位置的修剪。
132.本实施例中,优选的,所述彩印机内部使用的油墨配方为65%的天然植物提取色素、8%的硝化纤维、7%的丙烯酸、6%的二氧化钛、8%的酚醛树脂和6%醋酸。
133.本实施例中,优选的,所述s3中对彩印页进行上胶处理中使用的是高强度防水环保玉米淀粉胶。
134.本实施例中,优选的,所述高强度防水环保玉米淀粉胶的制备方法包括以下步骤:
135.s301.玉米淀粉预糊化:取140份的去离子水置于温度为40℃的恒温水浴锅中加热,同时加入55重量份的玉米淀粉,并搅拌8min,使玉米淀粉预糊化;
136.s302.氧化:向s301中预糊化后的玉米淀粉中滴加质量纯度为30%的过氧化氢溶液0.8份和硫酸亚铁0.6份,搅拌均匀后静置25min;
137.s303.糊化:向s302中氧化后的混合液中加入氢氧化钠2.4份,混合液变粘稠后慢慢变稀,继续搅拌18min,然后加入硫代硫酸钠0.8份,搅拌25min后静置35min;
138.s304.向s303中糊化后的混合液中加入聚丙烯酰胺0.7份和膨润土6份,充分搅拌12min后加入硼砂14份进行络合,然后继续搅拌25min。
139.本实施例中,优选的,所述s303中氢氧化钠为粉末状固体,所述s304中聚丙烯酰胺为阳离子聚丙烯酰胺。
140.本发明的原理及优点:本发明通过采用瓦楞纸板制作纸箱,同时利用高强度纸板、填充层和防水层复合成瓦楞纸板,不仅提升了纸箱的防水防潮的能力,而且增加了纸箱的机械强度、柔韧性和抗拉扯性,从而增加了纸箱的使用寿命。
141.选取传统的工艺制备的彩印纸箱和本发明中制备的彩印纸箱进行以下实验,实验内容和结果如下表
[0142][0143]
通过各项实验可以发现,实施例1、实施例2和实施例3中制备的彩印纸箱的防水防潮能力、机械强度、柔韧性和抗拉扯性皆得到提高,且实施例3为最佳实施例。
[0144]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1