一种棉纤维转移装置和设备以及棉纤维转移方法与流程
1.本发明涉及棉花初加工技术领域,特别涉及一种棉纤维转移装置和设备以及棉纤维转移方法。
背景技术:
2.锯齿轧花机、锯齿剥绒机等是棉花初加工领域的核心加工设备,锯齿轧花机、锯齿剥绒机大多使用锯片辊筒和毛刷辊筒作为棉纤维的转移装置,但是,毛刷辊筒在工作时,存在工作噪音高、粉尘排放大、排杂效率低、棉纤维形态差等问题,针对上述问题,现有技术中用刺条辊筒代替现有毛刷辊筒实现棉纤维转移,大幅降低了锯齿轧花机、锯齿剥绒机等的工作噪音与粉尘排放量,同时大幅提高了排杂效率。
3.但是,棉纤维的转移装置的转移速比不低于预设数值时,才能够实现棉纤维完全转移,实际应用中,由于单位时间内,刺条辊筒和锯片辊筒的旋转齿数比是不变的,为了使转移速比满足要求,通常需要直接降低锯片辊筒的转速、增加刺条辊筒的转速或加大刺条辊筒的直径,但是,直接降低锯片辊筒的转速,会影响工作效率,直接增加刺条辊筒的转速,会影响刺条辊筒的安全性,直接加大刺条辊筒的直径,会增加刺条辊筒的制造成本和运行成本。
技术实现要素:
4.基于此,本发明的主要目的是提供一种不影响工作效率、运行安全及成本的情况下,能够实现棉纤维完全转移的棉纤维转移装置和设备以及棉纤维转移方法。
5.为实现上述目的,本发明提供一种棉纤维转移装置,包括:
6.锯片辊筒,所述锯片辊筒包括第一转轴和多个锯片,多个所述锯片间隔套设于所述第一转轴上,每个所述锯片的外周设置有多个第一锯齿,所述第一转轴用于带动所述锯片绕所述第一转轴的轴线转动,并通过所述第一锯齿带动籽棉的棉纤维转动;
7.刺条辊筒,临近所述锯片辊筒设置,所述刺条辊筒包括第二转轴、转动柱及齿条,所述转动柱套设于所述第二转轴上,所述齿条螺旋缠绕于所述转动柱的外周,所述齿条的外周设置有多个第二锯齿,所述第二转轴与所述第一转轴的轴线相平行,所述第二转轴用于带动所述转动柱及所述齿条绕所述第二转轴的轴线转动,并通过所述第二锯齿将所述锯片辊筒上的所述棉纤维转移到所述刺条辊筒上,并将所述棉纤维输出至所需位置,所述第二转轴与所述第一转轴的转动方向相反,且所述刺条辊筒的线速度大于所述锯片辊筒的线速度;
8.所述齿条每个螺距内的所述第二锯齿的齿数是每个所述锯片上所述第一锯齿的齿数的第一预设倍数以上,以使所述齿条每个螺距内的所述第二锯齿在单位时间内的旋转齿数,是每个所述锯片上的第一锯齿在单位时间内的旋转齿数的第二预设倍数,所述第二预设倍数为1.4倍以上。
9.优选地,所述第二预设倍数为1.4-2.5倍。
10.优选地,所述第二锯齿的齿距为1.3-7.2mm。
11.优选地,所述第二锯齿的齿长不小于预设长度。
12.优选地,所述预设长度为0.58mm,且所述第二锯齿的齿长为0.58-6mm。
13.优选地,所述第二锯齿的齿前角为5
°‑
30
°
。
14.优选地,所述刺条辊筒上所述齿条的螺距为0.4-4mm。
15.优选地,所述棉纤维转移装置还包括肋条,所述肋条的数量比所述锯片的数量多一个,每个所述锯片两侧均设置有所述肋条,所述肋条用于在所述锯片勾住所述籽棉的所述棉纤维,并带动所述棉纤维转动时,对所述籽棉的所述棉籽进行阻挡,以使所述棉籽脱离所述锯片辊筒。
16.为实现上述目的,本发明还提供一种棉纤维转移设备,包括上述的棉纤维转移装置。
17.为实现上述目的,本发明还提供一种基于上述棉纤维转移装置的棉纤维转移方法,包括如下步骤:
18.提供籽棉;
19.启动锯片辊筒和刺条辊筒,使所述锯片辊筒的所述第一转轴绕所述第一转轴自身的轴线转动,以带动所述锯片绕所述第一转轴的轴线转动,并通过所述锯片外周的多个所述第一锯齿带动籽棉的棉纤维转动;
20.使所述刺条辊筒的所述第二转轴绕所述第二转轴自身的轴线转动,以带动所述转动柱及所述齿条绕所述第二转轴的轴线转动,并通过所述齿条外周的多个所述第二锯齿将所述锯片辊筒上的所述棉纤维转移到所述刺条辊筒上,并将所述棉纤维输出至所需位置;
21.其中,所述第二转轴与所述第一转轴的转动方向相反,且所述刺条辊筒的线速度大于所述锯片辊筒的线速度,所述齿条每个螺距内的所述第二锯齿的齿数是每个所述锯片上所述第一锯齿的齿数的第一预设倍数以上,以使所述齿条每个螺距内的所述第二锯齿在单位时间内的旋转齿数,是每个所述锯片上的第一锯齿在单位时间内的旋转齿数的第二预设倍数,所述第二预设倍数为1.4倍以上。
22.本发明技术方案具有以下优点,棉纤维转移装置进行工作时,驱动第一转轴绕自身的轴线转动,以带动多个锯片绕第一转轴的轴线转动,从而通过每个锯片外周的多个第一锯齿勾住籽棉的棉纤维,并带动棉纤维转动,由于第二转轴与第一转轴的转动方向相反,且刺条辊筒的线速度大于锯片辊筒的线速度,因此,第二锯齿对棉纤维的勾拉力大于第一锯齿对棉纤维的勾拉力,从而刺条辊筒能够通过第二锯齿将锯片辊筒上的棉纤维转移到刺条辊筒上,然后刺条辊筒将棉纤维输出至所需位置,此外,相对于现有技术中在单位时间内刺条辊筒和锯片辊筒的旋转齿数比是不变的,本技术创造性的提出将旋转齿数比设置为第二预设倍数以上,即,齿条每个螺距内的第二锯齿在单位时间内的旋转齿数,是每个锯片上的第一锯齿在单位时间内的旋转齿数的第二预设倍数以上,第二预设倍数为1.4倍以上,旋转齿数比越大,对棉纤维的转移效率越高;其中,旋转齿数比=(齿条每个螺距内的第二锯齿的齿数*刺条辊筒的转速)
÷
(每个锯片上第一锯齿的齿数*锯片辊筒的转速),因此,本技术在旋转齿数比不变的前提下,将齿条每个螺距内的第二锯齿的齿数设置为每个锯片上第一锯齿的齿数的第一预设倍数以上,即使得齿条每个螺距内的第二锯齿的齿数与每个锯片上第一锯齿的齿数的比值增加,从而能够在不降低对棉纤维的转移效率的前提下,降低刺
条辊筒的转速,进而使得棉纤维的转移装置的转移速比增大,以实现棉纤维的完全转移。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的装置获得其他的附图。
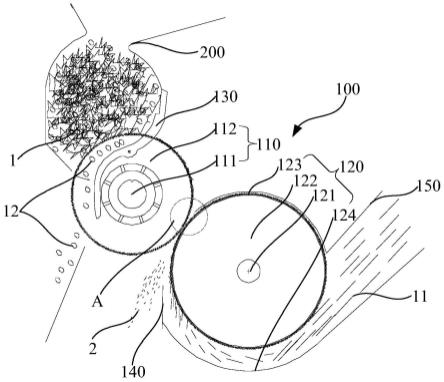
24.图1为一实施例的棉纤维转移设备的结构示意图;
25.图2为图1a处的放大图;
26.图3为一实施例的刺条辊筒的结构示意图。
27.其中,100.棉纤维转移装置;110.锯片辊筒;111.第一转轴;112.锯片;1121.第一锯齿;120.刺条辊筒;121.第二转轴;122.转动柱;123.齿条;1231.第二锯齿;124.托棉板;130.肋条;140.排杂板;150.罩板;200.工作箱;
28.1.籽棉;11.棉纤维;12.棉籽;2.杂质。
29.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中的“和/或”包括三个方案,以a和/或b为例,包括a技术方案、b技术方案,以及a和b同时满足的技术方案;另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
32.如图1-2所示,一种棉纤维转移装置100包括锯片辊筒110和刺条辊筒120,锯片辊筒110包括第一转轴111和多个锯片112,多个锯片112间隔套设于第一转轴111上,每个锯片112的外周设置有多个第一锯齿1121,第一转轴111用于带动锯片112绕第一转轴111的轴线转动,并通过第一锯齿1121带动籽棉1的棉纤维11转动,刺条辊筒120临近锯片辊筒110设置,刺条辊筒120包括第二转轴121、转动柱122及齿条123,转动柱122套设于第二转轴121上,齿条123螺旋缠绕于转动柱122的外周,齿条123的外周设置有多个第二锯齿1231,第二转轴121与第一转轴111的轴线相平行,第二转轴121用于带动转动柱122及齿条123绕第二转轴121的轴线转动,并通过第二锯齿1231将锯片辊筒110上的棉纤维11转移到刺条辊筒120上,并将棉纤维11输出至所需位置,第二转轴121与第一转轴111的转动方向相反,且刺
条辊筒120的线速度大于锯片辊筒110的线速度,齿条123每个螺距内的第二锯齿1231的齿数是每个锯片112上第一锯齿1121的齿数的第一预设倍数以上,以使齿条123每个螺距内的第二锯齿1231在单位时间内的旋转齿数,是每个锯片112上的第一锯齿1121在单位时间内的旋转齿数的第二预设倍数,第二预设倍数为1.4倍以上。
33.棉纤维转移装置100进行工作时,驱动第一转轴111绕自身的轴线转动,以带动多个锯片112绕第一转轴111的轴线转动,从而通过每个锯片112外周的多个第一锯齿1121勾住籽棉1的棉纤维11,并带动棉纤维11转动,由于第二转轴121与第一转轴111的转动方向相反,且刺条辊筒120的线速度大于锯片辊筒110的线速度,因此,第二锯齿1231对棉纤维11的勾拉力大于第一锯齿1121对棉纤维11的勾拉力,从而刺条辊筒120能够通过第二锯齿1231将锯片辊筒110上的棉纤维11转移到刺条辊筒120上,然后刺条辊筒120将棉纤维11输出至所需位置,此外,相对于现有技术中在单位时间内刺条辊筒120和锯片辊筒110的旋转齿数比是不变的,本技术创造性的提出将旋转齿数比设置为第二预设倍数以上,即,齿条123每个螺距内的第二锯齿1231在单位时间内的旋转齿数,是每个锯片112上的第一锯齿1121在单位时间内的旋转齿数的第二预设倍数以上,第二预设倍数为1.4倍以上,旋转齿数比越大,对棉纤维11的转移效率越高;其中,旋转齿数比=(齿条123每个螺距内的第二锯齿1231的齿数*刺条辊筒120的转速)
÷
(每个锯片112上第一锯齿1121的齿数*锯片辊筒110的转速),因此,本技术在旋转齿数比不变的前提下,将齿条123每个螺距内的第二锯齿1231的齿数设置为每个锯片112上第一锯齿1121的齿数的第一预设倍数以上,即使得齿条123每个螺距内的第二锯齿1231的齿数与每个锯片112上第一锯齿1121的齿数的比值增加,从而能够在不降低对棉纤维11的转移效率的前提下,降低刺条辊筒120的转速,进而使得棉纤维转移装置100的转移速比增大,以实现棉纤维11的完全转移。
34.在本实施例中,刺条辊筒120的线速度指的是刺条辊筒120上第二锯齿1231的最外端所对应的圆周的线速度,锯片辊筒110的线速度指的是锯片112的线速度,即指锯片112的第一锯齿1121的最外端所对应的圆周的线速度。
35.具体地,棉纤维11从锯片辊筒110转移至刺条辊筒120时,棉纤维11中会含有杂质,但是,由于杂质比较重,杂质会先于棉纤维11从刺条辊筒120上脱落,从而实现了对棉纤维11的除杂。
36.具体地,棉纤维转移装置100的刺条辊筒120的线速度大于锯片辊筒110的线速度时,第二预设倍数越大,棉纤维11的转移效率就越高;第一预设倍数根据第二预设倍数计算或试验得到。
37.具体地,参考图1,籽棉1即指棉花,籽棉1包括棉籽12和包裹在棉籽12外的棉纤维11。
38.进一步地,第二预设倍数为1.4-2.5倍,具体地,虽然理论上第二预设倍数越大越好,但是齿条123每个螺距内的第二锯齿1231的齿数不可能无穷多,因此,第二预设倍数也不可能是无穷大,此外,随着刺条辊筒120的直径改变,能够在不降低转移效率的前提下实现棉纤维11完全转移的第二预设倍数的最小值也随之改变,刺条辊筒120的直径越大,在不降低转移效率的前提下实现棉纤维11完全转移的第二预设倍数的最小值越小。
39.进一步地,第二锯齿1231的齿距小于预设数值,具体地,在刺条辊筒120的直径和螺距不变的前提下,第二锯齿1231的齿距越小,齿条123每个螺距内的第二锯齿1231的数量
越多,在本实施例中,本技术齿条123每个螺距内的第二锯齿1231的齿数是每个锯片112上第一锯齿1121的齿数的第一预设倍数以上,就是通过减少第二锯齿1231的齿距实现的。
40.进一步地,第二锯齿1231的齿距为1.3-7.2mm,具体地,由于第二锯齿1231具有一定的厚度,第二锯齿1231的齿距要大于第二锯齿1231的厚度,因此,第二锯齿1231的齿距不能过小。
41.进一步地,第二锯齿1231的齿长不小于预设长度,具体地,若第二锯齿1231的齿长过小,则第二锯齿1231无法将位于第一锯齿1121齿隙间的棉纤维11全部勾拉出来,因此,第二锯齿1231的齿长不小于预设长度,以保证第二锯齿1231能够将第一锯齿1121齿隙间的棉纤维11全部勾拉出来,进而实现棉纤维11的完全转移。
42.进一步地,预设长度为0.58mm,且第二锯齿1231的齿长为0.58-6mm,具体地,根据gb/t19819-2005要求,片时产量不小于5公斤。在产量等于5公斤时,经过多次实验,第二锯齿1231的齿长为0.58mm刚好可以实现棉纤维11的完全转移,此外,第二锯齿1231的最大齿长不小于第一锯齿1121的最大齿长,才能够在第一锯齿1121满载时,将第一锯齿1121齿隙间的棉纤维11全部勾拉出来,基于gh/t1084-2012要求,第一锯齿1121的齿长的为2.8-3.2或4.5-6mm,因此,本技术第二锯齿1231的最大齿长不小于6mm,而第二锯齿1231的齿长过长则难以制造,且使用中易损坏,因此,本技术将第二锯齿1231的齿长设置为不大于6mm,在其他实施例中,第二锯齿1231的最大齿长可以略大于6mm。
43.根据gb/t19819-2005要求,片时产量不小于5公斤(指片分钟产量不小于0.08333公斤=片分钟产量不小于83.33克),则第二锯齿的最小齿长,可以通过计算得出:第二锯齿的最小齿长=棉纤维的直径*第一锯齿上最少棉纤维数量=棉纤维的直径*【第一锯齿上单个锯齿的棉纤维重量
÷
(单根棉纤维的体积*比重)】;
44.已知:棉纤维的直径为0.02mm;锯片直径320mm,齿数300齿;锯片转速680转/分钟;棉纤维的比重为1.5克/cm3(=1.5克/1000mm3);棉纤维的长度30mm;
45.从而计算得到第二锯齿的最小齿长=0.02*【83.33
÷
(300*680)
÷
(3.14*0.01*0.01*30*1.5
÷
1000)】≈0.02mm*29根=0.58mm,从而得到片时产量等于5公斤时,第二锯齿1231的齿长为0.58mm刚好可以实现棉纤维11的完全转移。
46.进一步地,第二锯齿1231的齿前角为5
°‑
30
°
,具体地,图2中齿前角用α表示,若第二锯齿1231的齿前角过小,如齿前角小于5
°
,则刺条辊筒120对棉纤维11的握持力较弱,在棉纤维11转移过程中,棉纤维11容易脱离刺条辊筒120,并被锯片辊筒110再次勾拉,形成回棉,造成棉纤维11损失或者损伤;若第二锯齿1231的齿前角过大,如齿前角大于30
°
,则刺条辊筒120对棉纤维11的握持力过大,导致棉纤维11难以彻底脱离刺条辊筒120,造成刺条辊筒120回棉,损伤棉纤维11。
47.进一步地,参考图1,棉纤维转移装置100还包括肋条130,肋条130的数量比锯片112的数量多一个,每个锯片112两侧均设置有肋条130,肋条130用于在锯片112勾住籽棉1的棉纤维11,并带动棉纤维11转动时,对籽棉1的棉籽12进行阻挡,以使棉籽12脱离锯片辊筒110,在本实施例中,相邻肋条130间的间距为3mm左右,小于棉籽12的尺寸,从而棉籽12无法穿过相邻肋条130间的间隙,从而无法和棉纤维11一起跟随锯片112转动,从而锯片112通过第一锯齿1121带动籽棉1的棉纤维11转动时,棉籽12会从锯片112上脱离。
48.进一步地,刺条辊筒120上的齿条123的螺距为0.4-4mm,具体地,图3中齿条123的
螺距用p表示,锯片辊筒110工作时,锯片112上棉纤维11的扩散宽度约为4-6mm,所以,本技术将齿条123的螺距设置为不大于4mm,以保障刺条辊筒120上的齿条123能够勾拉到锯片112上的棉纤维11,实现棉纤维11的转移,基于齿条的制造原因,本技术将齿条123的螺距设置为不小于0.4mm。
49.进一步地,参考图1,刺条辊筒120靠近锯片辊筒110的一侧设置有排杂板140,排杂板140用于将杂质与棉纤维11分离,排杂板140下方设置有托棉板124,托棉板124设置于刺条辊筒120的下方,托棉板124用于接住刺条辊筒120输出的棉纤维11,然后在托棉板124上回收棉纤维11。
50.进一步地,参考图1,刺条辊筒120上方设置有罩板150,罩板150用于阻挡棉纤维11的回棉。
51.如图1所示,一种棉纤维转移设备包括上述的棉纤维转移装置100,具体地,棉纤维转移设备可以但不限于为锯齿轧花机、锯齿剥绒机、籽棉衣分试轧机或锯齿皮棉清理机。
52.具体地,锯齿轧花机的加工对象是籽棉,锯齿剥绒机的加工对象是棉籽,锯齿轧花机用于将籽棉上的棉纤维剥下,以获得棉纤维,并留下籽棉的棉籽,但是此时籽棉上还带有少量偏短的棉纤维,然后通过锯齿剥绒机对带有少量偏短的棉纤维的籽棉进行加工,以将籽棉上的带有少量偏短的棉纤维剥下,以进一步获得棉纤维。
53.进一步地,参考图1,棉纤维转移设备还包括工作箱200,工作箱200用于容纳籽棉1,工作箱200临近锯片辊筒110设置,具体地,锯片辊筒110能够绕自身的轴线转动,并通过第一锯齿1121带动工作箱200内的籽棉1的棉纤维11转动。
54.参考图1-2,一种棉纤维转移方法,包括如下步骤:
55.s100,提供籽棉1;
56.s200,启动锯片辊筒110和刺条辊筒120,使锯片辊筒110的第一转轴111绕第一转轴111自身的轴线转动,以带动锯片112绕第一转轴111的轴线转动,并通过锯片112外周的多个第一锯齿1121带动籽棉1的棉纤维11转动;
57.s300,使刺条辊筒120的第二转轴121绕第二转轴121自身的轴线转动,以带动转动柱122及齿条123绕第二转轴121的轴线转动,并通过齿条123外周的多个第二锯齿1231将锯片辊筒110上的棉纤维11转移到刺条辊筒120上,并将棉纤维11输出至所需位置;
58.其中,第二转轴121与第一转轴111的转动方向相反,且刺条辊筒120的线速度大于锯片辊筒110的线速度,齿条123每个螺距内的第二锯齿1231的齿数是每个锯片112上第一锯齿1121的齿数的第一预设倍数以上,以使齿条123每个螺距内的第二锯齿1231在单位时间内的旋转齿数,是每个锯片112上的第一锯齿1121在单位时间内的旋转齿数的第二预设倍数,第二预设倍数为1.4倍以上。
59.实施例1:
60.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为630转/分钟;
61.刺条辊筒120的直径615mm,齿条123每个螺距内的第二锯齿1231的齿数为344颗齿,第二转轴121的转速980转/分钟;
62.本实施例中的旋转齿数比=(344齿*980转/分钟):(305齿*650转/分钟)=1.75:1;
63.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=1.75:1时,能够实现棉纤维的完全转移。
64.实施例2:
65.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为650转/分钟;
66.刺条辊筒120的直径615mm,齿条123每个螺距内的第二锯齿1231的齿数为459颗齿,第二转轴121的转速738转/分钟;
67.本实施例中的旋转齿数比=(459齿*738转/分钟):(305齿*650转/分钟)=1.71:1;
68.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=1.71:1时,能够实现棉纤维的完全转移。
69.实施例3:
70.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为650转/分钟;
71.刺条辊筒120的直径410mm,齿条123每个螺距内的第二锯齿1231的齿数为306颗齿,第二转轴121的转速1420转/分钟;
72.本实施例中的旋转齿数比=(306齿*1420转/分钟):(305齿*650转/分钟)=2.19:1;
73.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=2.19:1时,能够实现棉纤维的完全转移。
74.实施例4:
75.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为650转/分钟;
76.刺条辊筒120的直径410mm,齿条123每个螺距内的第二锯齿1231的齿数为402颗齿,第二转轴121的转速1135转/分钟;
77.本实施例中的旋转齿数比=(402齿*1135转/分钟):(305齿*650转/分钟)=2.3:1;
78.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=2.3:1时,能够实现棉纤维的完全转移。
79.实施例5:
80.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为492转/分钟;
81.刺条辊筒120的直径250mm,齿条123每个螺距内的第二锯齿1231的齿数为140颗齿,第二转轴121的转速2350转/分钟;
82.本实施例中的旋转齿数比=(140齿*2350转/分钟):(305齿*492转/分钟)=2.19:1;
83.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=2.19:1时,能够实现棉纤维的完全转移。
84.实施例6:
85.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为655转/分钟;
86.刺条辊筒120的直径250mm,齿条123每个螺距内的第二锯齿1231的齿数为187颗齿,第二转轴121的转速2350转/分钟;
87.本实施例中的旋转齿数比=(187齿*2350转/分钟):(305齿*655转/分钟)=2.2:1;
88.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=2.2:1时,能够实现棉纤维的完全转移。
89.实施例7:
90.锯片112的直径320mm,每个锯片112上的第一锯齿1121的齿数为305颗齿,第一转轴111的转速为650转/分钟;
91.刺条辊筒120的直径250mm,齿条123每个螺距内的第二锯齿1231的齿数为245颗齿,第二转轴121的转速1800转/分钟;
92.本实施例中的旋转齿数比=(245齿*1800转/分钟):(305齿*650转/分钟)=2.21:1;
93.进行试验后得知,当前参数的刺条辊筒120,在旋转齿数比=2.21:1时,能够实现棉纤维的完全转移。
94.说明:
95.刺条辊筒120的旋转齿数为:齿条123每个螺距内的第二锯齿1231的齿数*第二转轴121的转速;
96.上述实施例2中,615mm直径刺条辊筒120的旋转齿数为:459齿*713转/分钟=327267齿;
97.实施例3中,410mm直径刺条辊筒120的旋转齿数为:306齿*1420转/分钟=434520齿;
98.实施例7中,250mm直径刺条辊筒120的旋转齿数为:245齿*1800转/分钟=441000齿;
99.得出,在锯片辊筒110同等工作效率条件下,随着旋转齿数的增加,刺条辊筒120的直径可以逐步减小。
100.通过实施例1和实施例2对比,或实施例3和实施例4对比,或实施例5、实施例6和实施例7之间至少两个的对比:可以得出:同等直径的刺条辊筒120,随着刺条辊筒120的齿条123每个螺距内的第二锯齿1231的齿数增加,可以选择降低刺条辊筒120的转速,以达到提高刺条辊筒的安全性的目的。
101.通过实施例5、实施例6对比得出:同等直径的刺条辊筒120,随着刺条辊筒120的齿条123每个螺距内的第二锯齿1231的齿数增加,还可以选择提高锯片辊筒110的转速,以达到提高工作效率的目的。
102.通过实施例2、实施例3及实施例7、对比得出:在锯片辊筒110同等工作效率条件下,随着刺条辊筒120的齿条123每个螺距内的第二锯齿1231的齿数增加,可以选择降低刺条辊筒120的直径,以达到降低刺条辊筒120生产成本和运行成本的目的。
103.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明
的发明构思下,利用本发明说明书及附图内容所作的等效装置变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1