一种具备双面图纹的包装纸制备方法及应用与流程
1.本发明属于防伪包装技术领域,具体涉及一种具备双面图纹的包装纸制备方法及应用。
背景技术:
2.防伪纸主要指代表面具有标记或隐藏暗记,如图案、花纹、水印、号码等,以使得纸类不易仿照、做伪或改动的特种纸类的统称。防伪技术主要对以欺骗为目的且未经所有权人准许而进行放置或复制的活动而采取的防止措施。
3.随着烟包包装领域对防伪要求的不断提高,现有烟包包装行业将防伪技术的提升方向主要放在包装纸的外部版面上,且随着普通镭射纸、专版元素定位纸、微缩文字镭射纸、精密刻蚀等纸张的不断升级,防伪纸张在版面上已经趋于瓶颈,技术难以突破。
技术实现要素:
4.针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种具备双面图纹的包装纸制备方法,用以制备一种具备更高防伪等级的包装纸。
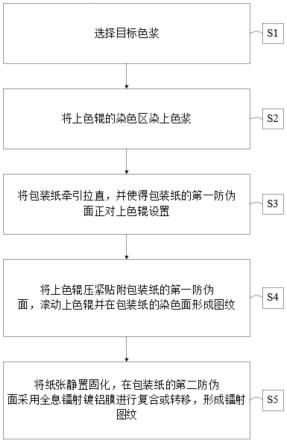
5.为实现上述目的,本发明提供一种具备双面图纹的包装纸制备方法,该包装纸包括位于纸张正反两面的第一防伪面和第二防伪面,所述第一防伪面通过上色辊进行染色,所述上色辊包括具有网点的染色区和具备待印制图纹的光面区;所述具备双面图纹的包装纸的制备步骤如下:
6.s1:选择目标色浆;
7.s2:将上色辊的染色区染上色浆;
8.s3:将包装纸牵引拉直,并使得包装纸的第一防伪面正对上色辊设置;
9.s4:将上色辊压紧贴附包装纸的第一防伪面,滚动上色辊并在包装纸的第一防伪面形成图纹;
10.s5:将纸张静置固化,在包装纸的第二防伪面采用全息镭射镀铝膜进行复合或转移,形成镭射图纹。
11.作为本发明的进一步改进,步骤s2中上色辊的染色区染上色浆的方式为:
12.将色浆倒入料槽内,将上色辊浸润在料槽内并使得上色辊全部沾染色浆,用刮刀将上色辊光面区上色浆刮除。
13.作为本发明的进一步改进,步骤s1中目标色浆为根据染色需求选取对应颜色的色浆,所述色浆为染料型色浆。
14.作为本发明的进一步改进,步骤s4中包装纸的染色通过复合机进行染印,具体为:复合机牵引包装纸,使得包装纸的第一防伪面朝向上色辊设置,将上色辊置与包装纸第一防伪面正对设置,复合机染色工位带动上色辊与包装纸贴合压实。
15.作为本发明的进一步改进,包装纸上染色深度可控,其可通过控制上色辊浸润色浆时间、上色辊与包装纸辊压压力、上色辊在包装纸表面辊压速率中的其中一种或多种改
变包装纸上的染色深度。
16.作为本发明的进一步改进,步骤s5中纸张静置时间为4h。
17.本发明还提供一种具备双面图纹的包装纸的应用,其中包装纸的第二防伪面作为烟包纸的外表面,包装纸的第一防伪面作为烟包纸的内表面。
18.上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
19.总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
20.(1)本发明的具备双面图纹的包装纸制备方法,其通过在包装纸的正反两面采用分别采用染色工艺和镭射转印工艺,使得包装纸的正反两面分别形成图纹和颜色,并且包装纸的第一防伪面本身无污染,在作为烟包包装纸使用时不会对其内香烟造成影响,杜绝了镭射转印工艺中转印铝粉影响香烟质量的问题,同时整个制备过程简单快速,双重防伪效果大大提升了其防伪等级,整体工艺简单,材料和造价成本较低,具备较高实用性。
21.(2)本发明的具备双面图纹的包装纸制备方法,其通过控制上色辊的形式,通过上色辊的光面区的形式和图案,使得光面区在染印到包装纸上时,可在包装纸上对应形成无色的图案,同时上色辊的染色区可将包装纸对应染成不同颜色,使得该包装纸不仅具备了不同的颜色,还能够形成对应图案形式,成为区别于镭射图纹的第二重防伪标识,大大提高了该包装纸的防伪等级。
附图说明
22.图1是本发明实施例中具备双面图纹的包装纸制备方法的整体流程示意图;
23.图2本发明实施例中上色辊的结构示意图。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
25.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
27.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内
部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
28.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
29.实施例:
30.请参阅图1~2,本发明优选实施例中的具备双面图纹的包装纸制备方法,其制备的包装纸包括有第一防伪面和镭射面,包装纸的第一防伪面与镭射面分别位于纸张的正反两面,其中包装纸的第一防伪面通过上色辊进行染色,包装纸的镭射面通过全息镭射镀铝膜进行复合或转移。具体地,本技术中包装纸的第一防伪面为通过染印形式形成颜色或图案,第二防伪面为通过镭射转印形成图纹。
31.进一步地,如图2所示,该上色辊包括具有网点的染色区和具备待印制图纹的光面区,染色区整体包覆在上色辊的压印区域,光面区位于染色区内,图示中标记有h记号的地方为光面区,其他部分为染色区。同时上色辊仅有具备网点的染色区会沾染色浆,而光面区不会附着吸附色浆,使得上色辊在包装纸上压印时,染色区可将包装纸染成对应颜色,而光面区与包装纸接触时不会形成图案,使得包装纸上形成空白的光面区图案。因此,该光面区的的图案和形状可以根据染印需求设置为不同图案或形状,以在包装纸上形成不同的形状或图案。
32.具体地,该具备双面图纹的包装纸的制备方法包括如下步骤:
33.s1:选择目标色浆;
34.具体地,目标色浆的选取根据包装纸的染印需求来定,可根据不同的染印需求选取不同颜色的色浆。该色浆优选为染料型的色浆,该种色浆具有侵入性强,染色均衡的特点且染色后无明显气味,符合烟包用voc标准。
35.s2:将上色辊的染色区染上色浆;
36.具体地,在将上色辊的染色区沾染色浆时,先将色浆倒入料槽内,将色浆搅拌均匀,然后将上色辊浸入料槽内,使得上色辊上沾染色浆。
37.进一步地,上色辊上沾染色浆可以是将上色辊全部放入料槽内,使得上色辊全部区域浸染色浆,也可以是上色辊的部分区域浸入料槽的色浆内,通过转动方式使得上色辊全部沾染色浆。
38.进一步优选地,虽然上色辊的光面区不具备网点,且不会沾染色浆,但是在上色辊浸染色浆的过程中,位于光面区与染色区的交界处会存留色浆,导致光面区边缘有部分色浆存在,导致包装纸上染印的图案变形或模糊。因此,在该上色辊的染色区浸染色浆后,可采用刮刀在上色辊的光面区进行刮除,使得上色辊的光面区不会残留色浆,确保染印图案的完整性。优选地,在采用刮刀将上色辊上光面区的色浆进行刮除时,可以单独将上色辊光面区的色浆刮除,也可以采用刮刀对整个上色辊区域进行刮除,但是上色辊染色区的色浆被网点滞留在染色区,而光面区的色浆被刮刀进行刮除。
39.s3:将包装纸牵引拉直,并使得包装纸的第一防伪面正对上色辊设置;
40.s4:将上色辊压紧贴附包装纸的第一防伪面,滚动上色辊并在包装纸的第一防伪面上形成图纹;
41.在进行染印操作时,复合机牵引复合机牵引包装纸,使得包装纸的第一防伪面朝向上色辊设置,复合机的染色工位带动上色辊与包装纸贴合压实。具体地,该染色工位包括上色辊和挤压辊。本技术采用具备上色功能的复合机进行染印上色,首先利用复合机牵引待上色的包装纸,并使得包装纸的第一防伪面朝上设置,上色辊与包装纸第一防伪面正对设置,同时在该包装纸的第二防伪面处设置挤压辊,利用挤压辊挤压包装纸,使得包装纸的第一防伪面贴附在上色辊表面,进而将上色辊上的颜料染印到包装纸上。同时挤压辊与上色辊同步转动,使得上色辊将包装纸的第一防伪面染上对应颜色,并在该第一防伪面上形成不具备颜色的图案。在上色辊压印到包装纸的第一防伪面表面时,该上色辊的染色区的网点区域会将色浆印在包装纸的第一防伪面,同时上色辊的光面区为光滑实面,其不会在包装纸上留下色浆,使得包装纸上形成空白的图案区域。
42.在利用上色辊在包装纸的第一防伪面染印颜色并形成图纹时,可以根据包装纸的染印需求,如调整色浆颜色或浓度,调整上色辊的印压速率或者调整上色辊的印压压力等,使得包装纸的第一防伪面上色浆的浸润量或浸润时间不同,以形成不同颜色或不同颜色深度的包装纸。优选地,在进行上色辊制定的过程中,也可以改变上色辊染色区网点的网穴深浅来控制上色辊上色浆浸染量,进而改变染印效果。优选地,此处包装纸上染色深度调整,其最后的可视效果为包装纸上颜色深浅的不同,使得包装纸可形成不同颜色深度。
43.s5:将包装纸静置固化,在包装纸的第二防伪面采用全息镭射镀铝膜进行复合或转移,形成镭射图纹。
44.在包装纸的第一防伪面染色完成后,需要将包装纸进行静置固化,使得色浆完全侵入到包装纸的纤维内,以保证染色效果。优选地,包装纸染色后静置时间为4小时。在包装纸完全静置固化之后,再利用全息镭射镀铝膜在包装纸的第二防伪面进行复合或转移,以在包装纸上形成镭射图纹。
45.基于现有防伪技术,在烟包包装纸的正面形成的镭射防伪标签,其主要构成含有铝粉,而在烟包包装纸的内部与香烟直接接触,根据烟包包装纸的安全需求,避免镭射防伪的铝粉沾染香烟,烟包包装纸内部无法采用镭射技术形成防伪图纹。本技术正是基于现有防伪技术的限制下,开发的一种新型防伪技术,其通过在包装纸的正反两面形成两种完全不同的图案,一者在烟包表面形成具备较佳防伪效果的镭射图案,一者在烟包内部形成具备颜色的图案,且不会对香烟产生影响,在确保香烟用纸安全的前提下,大大提高了其防伪等级。
46.本技术中的具备双面图纹的包装纸作为烟包纸使用时,该包装纸的第一防伪面位于烟包的内部,其本身无有害物质,不会对香烟造成影响。该包装纸的第二防伪面朝向外部,具备较好的防伪效果,在烟包打开后,其内侧通过第一防伪面形成有指定颜色和图案,用于二次防伪,大大提升了烟包的防伪等级。
47.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1