弹力纱及其加工方法与流程
30份、青皮薄荷5-10份以及水400-500份。
17.较佳的,所述消毒浸染处理时,将石榴皮、车前草、紫苏、大青叶、荷叶、青皮薄荷以及水熬煮成汁液,之后过滤杂质取上清液,将纱线置于50-60℃的消毒处理液中2-3h。
18.较佳的,所述s2中对麻线进行柔性处理,采用的处理液包括以下质量计组分:亚硫酸氢钠、磷酸三钠、表面活性剂、乙酸乙酯和水玻璃。
19.较佳的,所述s1在制备棉线时,先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将10-14根棉条喂入并条机,经罗拉牵伸获得一根棉条。
20.较佳的,所述s6在喷涂聚四氟乙烯涂层时,控制喷涂温度为45-55℃,控制喷枪喷涂距离为15-25cm,控制喷涂枪速为30-40cm/s,控制喷涂压力为1-2mpa。
21.综上所述,本发明主要具有以下有益效果:
22.本弹力纱具有良好的弹性、韧性和强度;本弹力纱的加工方法具有步骤简单的优点;通过采用制备棉线、制备麻线、制备尼龙线、四股并捻、包覆外圈层、喷涂等工艺,能够得到高弹性、高强度的复合纱线,能够应用在多个领域,具有极长的使用寿命。
附图说明
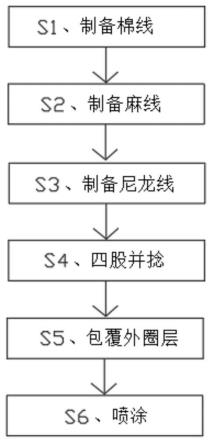
23.图1是本发明的流程框图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1
26.参考图1,弹力纱,包括芯线,所述芯线的外部设置有若干根螺旋状的中间线部,所述中间线部包括若干根间替设置的第一芯线、第二芯线和第三芯线,所述中间线部的外部包覆有外圈层。
27.较佳的,所述芯线为铜线,所述第一芯线为尼龙线,所述第二芯线为麻线,所述第三芯线为棉线,所述外圈层为塑胶层。
28.本实施例还公开了弹力纱的加工方法,包括以下步骤:
29.s1、制备棉线:先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将若干根棉条喂入并条机,经罗拉牵伸获得一根棉条,之后将一根棉条经过牵伸拉长为粗纱,之后给粗纱加捻并将加捻后的粗纱卷绕在筒管上,之后将粗纱牵伸到指定的特数,并给牵伸后的纱条加上粘度,经过卷绕后形成细纱,得到棉线;
30.s2、制备麻线:将麻线分丝为多根整条细丝,之后将多根细丝加捻为一根麻线;
31.s3、制备尼龙线:将树脂颗粒原材料投入挤出机中,从喷嘴中挤出,进入冷却槽成型,利用拉线机对冷却槽里面的线施加张力,拉出线芯,之后利用辊缠绕和挤压的方式将线芯进行复合增强,得到尼龙线;
32.s4、四股并捻:利用并捻机将中部的芯线,中间线部中的第一芯线、第二芯线和第三芯线并捻为一根线;
33.s5、包覆外圈层:利用注塑机在四股并捻后的线外部挤塑外圈层;
34.s6、喷涂:在外圈层的外部喷涂一层聚四氟乙烯涂层。
35.其中,所述s1在得到棉线之后对棉线进行消毒浸染处理,采用的消毒处理液包括以下质量计组分:石榴皮50份、车前草20份、紫苏15份、大青叶5份、荷叶30份、青皮薄荷5份以及水400份。
36.其中,所述消毒浸染处理时,将石榴皮、车前草、紫苏、大青叶、荷叶、青皮薄荷以及水熬煮成汁液,之后过滤杂质取上清液,将纱线置于50℃的消毒处理液中2h。
37.其中,所述s2中对麻线进行柔性处理,采用的处理液包括以下质量计组分:亚硫酸氢钠、磷酸三钠、表面活性剂、乙酸乙酯和水玻璃。
38.其中,所述s1在制备棉线时,先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将10根棉条喂入并条机,经罗拉牵伸获得一根棉条。
39.其中,所述s6在喷涂聚四氟乙烯涂层时,控制喷涂温度为45℃,控制喷枪喷涂距离为15cm,控制喷涂枪速为40cm/s,控制喷涂压力为1mpa。
40.其中,本弹力纱具有良好的弹性、韧性和强度;本弹力纱的加工方法具有步骤简单的优点;通过采用制备棉线、制备麻线、制备尼龙线、四股并捻、包覆外圈层、喷涂等工艺,能够得到高弹性、高强度的复合纱线,能够应用在多个领域,具有极长的使用寿命。
41.实施例2
42.参考图1,弹力纱,包括芯线,所述芯线的外部设置有若干根螺旋状的中间线部,所述中间线部包括若干根间替设置的第一芯线、第二芯线和第三芯线,所述中间线部的外部包覆有外圈层。
43.较佳的,所述芯线为铜线,所述第一芯线为尼龙线,所述第二芯线为麻线,所述第三芯线为棉线,所述外圈层为塑胶层。
44.本实施例还公开了弹力纱的加工方法,包括以下步骤:
45.s1、制备棉线:先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将若干根棉条喂入并条机,经罗拉牵伸获得一根棉条,之后将一根棉条经过牵伸拉长为粗纱,之后给粗纱加捻并将加捻后的粗纱卷绕在筒管上,之后将粗纱牵伸到指定的特数,并给牵伸后的纱条加上粘度,经过卷绕后形成细纱,得到棉线;
46.s2、制备麻线:将麻线分丝为多根整条细丝,之后将多根细丝加捻为一根麻线;
47.s3、制备尼龙线:将树脂颗粒原材料投入挤出机中,从喷嘴中挤出,进入冷却槽成型,利用拉线机对冷却槽里面的线施加张力,拉出线芯,之后利用辊缠绕和挤压的方式将线芯进行复合增强,得到尼龙线;
48.s4、四股并捻:利用并捻机将中部的芯线,中间线部中的第一芯线、第二芯线和第三芯线并捻为一根线;
49.s5、包覆外圈层:利用注塑机在四股并捻后的线外部挤塑外圈层;
50.s6、喷涂:在外圈层的外部喷涂一层聚四氟乙烯涂层。
51.其中,所述s1在得到棉线之后对棉线进行消毒浸染处理,采用的消毒处理液包括以下质量计组分:石榴皮60份、车前草30份、紫苏15份、大青叶15份、荷叶30份、青皮薄荷10份以及水500份。
52.其中,所述消毒浸染处理时,将石榴皮、车前草、紫苏、大青叶、荷叶、青皮薄荷以及
水熬煮成汁液,之后过滤杂质取上清液,将纱线置于60℃的消毒处理液中3h。
53.其中,所述s2中对麻线进行柔性处理,采用的处理液包括以下质量计组分:亚硫酸氢钠、磷酸三钠、表面活性剂、乙酸乙酯和水玻璃。
54.其中,所述s1在制备棉线时,先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将14根棉条喂入并条机,经罗拉牵伸获得一根棉条。
55.其中,所述s6在喷涂聚四氟乙烯涂层时,控制喷涂温度为55℃,控制喷枪喷涂距离为25cm,控制喷涂枪速为40cm/s,控制喷涂压力为2mpa。
56.实施例3
57.参考图1,弹力纱,包括芯线,所述芯线的外部设置有若干根螺旋状的中间线部,所述中间线部包括若干根间替设置的第一芯线、第二芯线和第三芯线,所述中间线部的外部包覆有外圈层。
58.较佳的,所述芯线为铜线,所述第一芯线为尼龙线,所述第二芯线为麻线,所述第三芯线为棉线,所述外圈层为塑胶层。
59.本实施例还公开了弹力纱的加工方法,包括以下步骤:
60.s1、制备棉线:先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将若干根棉条喂入并条机,经罗拉牵伸获得一根棉条,之后将一根棉条经过牵伸拉长为粗纱,之后给粗纱加捻并将加捻后的粗纱卷绕在筒管上,之后将粗纱牵伸到指定的特数,并给牵伸后的纱条加上粘度,经过卷绕后形成细纱,得到棉线;
61.s2、制备麻线:将麻线分丝为多根整条细丝,之后将多根细丝加捻为一根麻线;
62.s3、制备尼龙线:将树脂颗粒原材料投入挤出机中,从喷嘴中挤出,进入冷却槽成型,利用拉线机对冷却槽里面的线施加张力,拉出线芯,之后利用辊缠绕和挤压的方式将线芯进行复合增强,得到尼龙线;
63.s4、四股并捻:利用并捻机将中部的芯线,中间线部中的第一芯线、第二芯线和第三芯线并捻为一根线;
64.s5、包覆外圈层:利用注塑机在四股并捻后的线外部挤塑外圈层;
65.s6、喷涂:在外圈层的外部喷涂一层聚四氟乙烯涂层。
66.其中,所述s1在得到棉线之后对棉线进行消毒浸染处理,采用的消毒处理液包括以下质量计组分:石榴皮55份、车前草25份、紫苏13份、大青叶10份、荷叶24份、青皮薄荷7份以及水450份。
67.其中,所述消毒浸染处理时,将石榴皮、车前草、紫苏、大青叶、荷叶、青皮薄荷以及水熬煮成汁液,之后过滤杂质取上清液,将纱线置于50-60℃的消毒处理液中2-3h。
68.其中,所述s2中对麻线进行柔性处理,采用的处理液包括以下质量计组分:亚硫酸氢钠、磷酸三钠、表面活性剂、乙酸乙酯和水玻璃。
69.其中,所述s1在制备棉线时,先将棉块开松并除去杂质,之后将其制成均匀的卷供梳棉机梳棉并获得棉条,之后将13根棉条喂入并条机,经罗拉牵伸获得一根棉条。
70.其中,所述s6在喷涂聚四氟乙烯涂层时,控制喷涂温度为50℃,控制喷枪喷涂距离为19cm,控制喷涂枪速为35cm/s,控制喷涂压力为2mpa。
71.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1