一种插边烫把无纺布制袋机的制作方法
1.本发明涉及无纺布制袋机技术领域,具体涉及一种插边烫把无纺布制袋机。
背景技术:
2.无纺布袋作为一种环保袋,广泛应用于日常生活中。无纺布袋上具有可供使用者提取的提手,市面上通常有两种安装提手的方法,其一是待无纺布袋加工完成后,使用烫把机将把手固定在无纺布袋上,其二是在无纺布制袋机中设置烫把机构,然而这些方法加工得到的把手均置于无纺布袋的外侧,把手散乱、不易固定,需要额外对把手进行整理,费时费力并且占用包装箱的空间。
技术实现要素:
3.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种插边烫把无纺布制袋机,改良设备结构,提高生产效率。
4.为实现上述目的,本发明提供了如下技术方案:一种插边烫把无纺布制袋机,包括沿无纺布送料方向依次设置的放卷装置、烫把装置、成型装置、插边装置、分切装置,其特征在于:所述烫把装置包括机架,所述机架的上端面设有把手放卷机构及与把手放卷机构出料端对应的进料口,所述机架的底部为安装座,所述安装座的两侧分别设有包边机构、摆臂机构,所述包边机构与把手放卷机构位于同一侧,所述机架靠近包边机构的一侧设有第一过料口,靠近摆臂机构的一侧设有第二过料口,所述机架的中部沿横向依次设有切刀机构、拉料机构、旋把机构,所述切刀机构与摆臂机构位于同一侧,所述旋把机构的中间设有烫把机构,所述机架靠近切刀机构的一侧设有第三过料口,所述烫把机构与旋把机构之间设有供无纺布走料的输入导辊,所述机架靠近放卷装置的一侧设有第一输出导辊,所述机架靠近成型装置的一侧设有第二输出导辊,所述第一输出导辊与第二输出导辊位于同一水平面,并处于摆臂机构与旋把机构之间,所述成型装置包括第二安装架及悬设在第二安装架内的三角斗,所述第二安装架与三角斗的斗口对应的一侧设有将把手内折的横板。
5.具有上述特征的本发明:烫把装置在整个无纺布制袋机中位于放卷机构之后、将无纺布对折的成型机构之前,把手热烫在无纺布上后再进入成型装置将无纺布对折,配合设置的横板将把手内折使得把手位于无纺布袋内侧,把手内置的无纺布袋省去了理袋环节,有效提高生产效率、节省装箱空间、降低运输成本;通过设置输入导辊、第一输出导辊、第二输出导辊,使得无纺布可以整体进入烫把装置,即烫把装置设置在无纺布的输送方向上,区别于传统的烫把装置的位置布置,减小无纺布制袋机的安装空间。
6.本发明进一步的设置是:所述插边装置包括立式机架,所述立式机架从上至下依次设有输入导辊组件、封边机构、插边机构、输出导辊机构,所述插边机构包括插边钣金、设置在插边钣金两侧的插边圆盘,所述插边钣金上端设有导向架,所述导向架位于输入导辊组件下方,所述导向架包括与插边钣金固定连接的竖直板、与立式机架固定连接的横向板以及连接二者的斜板,所述横向板位于封边机构上方。
7.具有上述特征的本发明:经成型装置对折后的无纺布通过输入导辊组件进入封边机构,封边后的无纺布呈环状,环状的无纺布套设在插边钣金外,两侧的插边圆盘对无纺布插边;设置在插边钣金上端的导向架对无纺布有导向作用,使柔性的无纺布保持平整状态进入插边机构,环状的无纺布套设在导向架外,此时的无纺布内具有两个把手,在导向架的横向板与竖直板之间设置斜板,避免横向板与竖直板直接连接形成直角挂住把手,防止因把手挂在导向架上导致无纺布袋损毁的现象出现,提高成品率、生产效率。
8.本发明进一步的设置是:所述竖直板上设有使无纺布袋保持展平状态的展平组件,所述展平组件包括横向固定安装在竖直板上的展平板,所述展平板两侧固定有展平杆,所述展平杆与竖直板平行设置,所述展平杆包括杆体、设置在杆体两端的短斜杆。
9.具有上述特征的本发明:导向架仅一端与立式机架固定,为了提高导向架的连接稳定性,将竖直板、横向板及斜板设置成窄长型,为了保证其导向功能,在竖直板上设置展平组件,横向设置的展平板与竖直设置的横向杆组合,最大程度的增加展平组件的面积,使得环状无纺布袋在进入插边机构前保持平整,提高加工精度。
10.本发明进一步的设置是:所述烫把装置包括沿无纺布输送方向设置的第一烫把装置、第二烫把装置,所述第一烫把装置的把手放卷机构与第二烫把装置的把手放卷机构位于两侧,所述烫把装置还包括连接底座,所述连接底座上设有横向放置的第一滑轨,所述第一烫把装置与第二烫把装置滑动设置在第一滑轨上。
11.具有上述特征的本发明:由于无纺布袋上设有两个把手,因此设置了第一烫把装置与第二烫把装置;第一烫把装置的把手放卷机构设置在机架的一侧,第二烫把装置的把手放卷机构设置在机架的另一侧,使得把手固定在无纺布的纵向两侧,便于后期无纺布对折成型;通过调节第一烫把装置、第二烫把装置在横向的相对位置,来改变无纺布袋的宽度尺寸,提高烫把装置的实用性。
12.本发明进一步的设置是:所述切刀机构包括安装在机架上的支撑座、设置在支撑座上方的裁切安装座、与裁切安装座的侧面铰接的切刀及驱动切刀转动的裁切驱动气缸,所述裁切安装座设置切刀的侧面设有与切刀配合裁切的裁切块,所述裁切安装座远离切刀的一侧连接有挡条安装座,所述挡条安装座上竖直设有挡条立板,所述挡条立板上设有弹簧钢制成的挡条,所述挡条立板与挡条安装座相接的一端设有供把手穿过的走料口,所述挡条朝向走料口弯曲,所述支撑座下方设有第三滑块,所述机架上横向设置有与第三滑块适配的第三滑轨,所述切刀机构还包括横跨挡条安装座、裁切安装座的走料通道。
13.具有上述特征的本发明:把手从走料口进入切刀机构,穿过走料通道后经切刀裁切成特定长度的把手料,把手料进入旋把机构,为了防止留在走料通道内的把手从走料口掉落至机架底部,设置的挡条对把手有限位作用。
14.本发明进一步的设置是:所述拉料机构包括横向设置在机架上的第二滑轨、架设于第二滑轨上并可沿第二滑轨往复移动的转运安装座、设于转运安装座上的支架、设于支架上的静夹持片、与静夹持片可张合的动夹持片及驱动动夹持片的转运驱动气缸。
15.具有上述特征的本发明:静夹持片与动夹持片合作夹住把手,拉料机构提供了把手前进的动力,拉动把手移动特地的距离后,经切刀机构切断后形成把手料。
16.本发明进一步的设置是:所述旋把机构包括横向设置在机架上的第四滑轨、滑动设置在第四滑轨上的两个旋把安装座,所述旋把安装座上设有旋把电机,所述旋把电机的
输出端套设有旋钮,所述旋把安装座上悬设有与旋钮同轴设置的压钮,所述压钮上设有驱动其沿轴向往复运动的旋把气缸,所述旋钮的端面设有若干防止把手打滑的防滑孔。
17.具有上述特征的本发明:切断后的把手料两端分别位于旋把安装座的旋钮上,旋把气缸驱动压钮下压将把手料夹住,旋钮在旋把电机的驱动下带动把手料转动九十度,使把手料呈u型;在旋钮的端面上设置多个防滑孔,增加把手料与旋钮间的摩擦力,防止二者打滑,保证旋把机构的正常工作。
18.本发明进一步的设置是:所述烫把机构包括安装在悬挂在机架上端面下方的热合模具组件、与之对应的两组超声波焊压头,所述热合模具组件包括固定安装在机架上的热合气缸、与热合气缸联动的热合安装座,所述热合安装座上横向设有第五滑轨,所述第五滑轨上滑动设有两个热压块,所述热压块上穿设有调节把手,所述调节把手一端与热合安装座固定连接。
19.具有上述特征的本发明:经旋把机构成型后的把手料通过烫把机构固定在无纺布上,热压块配合超声波焊压头,保证把手料两端与超声波焊压头充分接触;在热压块上设置调节把手,便于调节两个热压块之间的距离,适配不同把手尺寸,提高烫把机构的适配性。
20.本发明进一步的设置是:所述封边机构包括横设在立式机架上的压头安装辊、横设在立式机架上的压边轮安装辊及设置在压头安装辊上方的散热风扇,所述压头安装辊上设有可沿其做轴线滑移的超声波焊压头,所述压边轮安装辊上设有与超声波焊压头适配的压边轮,所述压边轮安装辊一侧设有驱动其转动的驱动源。
21.具有上述特征的本发明:无纺布的一边进入超声波焊压头与压边轮之间热封,设置在压头安装辊上方的散热风扇对热封后的封边及时散热;超声波焊压头在压边轮安装辊上可移动,便于适配不同尺寸的无纺布袋;压边轮在驱动源的带动下随压边轮安装辊一起转动,减少热封时的摩擦阻力,提高封边质量。
22.本发明进一步的设置是:所述压边轮安装辊的两端设有与立式机架固定连接的压边轮位置组件,所述压边轮位置组件包括与立式机架固定连接的位置板,所述位置板上设有第一滑槽,所述第一滑槽内设有与压边轮安装辊连接的位置块,所述位置板上设有驱动位置块沿第一滑槽滑动的位置气缸,所述压边轮安装辊上套设有与压边轮相抵的弹簧、配合环,二者分设在压边轮两侧。
23.具有上述特征的本发明:在封边时,压边轮需要一定的压力将无纺布按压在超声波焊压头上,位置气缸间歇性工作,驱动压边轮安装辊朝向超声波焊压头移动完成封边;设置在压边轮安装辊上的弹簧与配合环对压边轮增加阻尼。
24.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
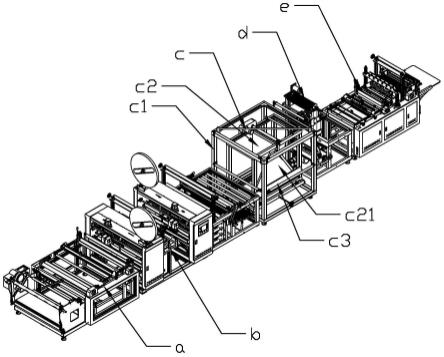
25.图1为本发明实施例的结构示意图。
26.图2为本发明实施例烫把装置的结构示意图。
27.图3为本发明实施例烫把装置的后视图。
28.图4为本发明实施例切刀机构的结构示意图。
29.图5为本发明实施例拉料机构的结构示意图。
30.图6为本发明实施例旋把机构的结构示意图。
31.图7为本发明实施例包边机构的结构示意图。
32.图8为本发明实施例热合模具组件的结构示意图。
33.图9为本发明实施例插边装置的结构示意图。
34.图10为本发明实施例插边机构的结构示意图。
35.图11为本发明实施例圆盘调节组件的结构示意图。
36.图12为本发明实施例封边机构的结构示意图。
具体实施方式
37.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
38.如图1-11所示的一种插边烫把无纺布制袋机,包括沿无纺布送料方向依次设置的放卷装置a、烫把装置b、成型装置c、插边装置d、分切装置e,所述烫把装置b包括机架b1,所述机架b1的上端面设有把手放卷机构b2与把手放卷机构b2出料端对应的进料口b01,所述机架b1的底部为安装座b3,所述安装座b3上设有包边机构b4、摆臂机构b14,所述包边机构b4与把手放卷机构b2位于同一侧,所述机架b1靠近包边机构b4的一侧设有第一过料口b02,靠近摆臂机构的一侧设有第二过料口b03,所述机架b1的中部沿横向依次设有切刀机构b5、拉料机构b6、旋把机构b7,所述切刀机构b5设置在包边机构b4的另一侧,所述旋把机构b7的中间设有烫把机构b8,所述机架靠近切刀机构的一侧设有第三过料口b04,所述烫把机构b8与旋把机构b7之间设有供无纺布走料的输入导辊b9,所述机架靠近放卷装置a的一侧设有第一输出导辊b10,所述机架靠近成型装置c的一侧设有第二输出导辊b11,所述第一输出导辊b10与第二输出导辊b11位于同一水平面,并处于包边机构b4与旋把机构b7之间,所述成型装置c包括第二安装架c1及悬设在第二安装架c1内的三角斗c2,所述第二安装架c1与三角斗c2的斗口c21对应的一侧设有将把手内折的横板c3。
39.所述烫把装置b包括沿无纺布输送方向设置的第一烫把装置b'、第二烫把装置b'',所述第一烫把装置b'的把手放卷机构b2与第二烫把装置b''的把手放卷机构b2位于两侧,所述烫把装置b还包括连接底座b12,所述连接底座b12上设有横向放置的第一滑轨b13,所述第一烫把装置b'与第二烫把装置b''滑动设置在第一滑轨b13上。
40.所述切刀机构b5包括安装在机架b1上的支撑座b51、设置在支撑座b51上方的裁切安装座b52、与裁切安装座b52的侧面铰接的切刀b53及驱动切刀b53转动的裁切驱动气缸b54,所述裁切安装座b52设置切刀的侧面设有与切刀配合裁切的裁切块b55,所述裁切安装座b52远离切刀的一侧连接有挡条安装座b56,所述挡条安装座b56上竖直设有挡条立板b57,所述挡条立板b57上设有弹簧钢制成的挡条b58,所述挡条立板b57与挡条安装座b56相接的一端设有供把手穿过的走料口b571,所述挡条朝向走料口弯曲,所述支撑座b51下方设有第三滑块b59,所述机架b1上横向设置有与第三滑块b59适配的第三滑轨b591,所述切刀机构b5还包括横跨挡条安装座b56、裁切安装座b52的走料通道b50。
41.所述拉料机构b6包括横向设置在机架b1上的第二滑轨b61、架设于第二滑轨b61上并可沿第二滑轨b61往复移动的转运安装座b62、设于转运安装座b62上的支架b63、设于支架b63上的静夹持片b64、与静夹持片b64可张合的动夹持片b65及驱动动夹持片b65的转运
驱动气缸b66。
42.所述旋把机构b7包括横向设置在机架b1上的第四滑轨b71、滑动设置在第四滑轨b71上的两个旋把安装座b72,所述旋把安装座b72上设有旋把电机b73,所述旋把电机b73的输出端套设有旋钮b74,所述旋把安装座b72上悬设有与旋钮b74同轴设置的压钮b75,所述压钮b75上设有驱动其沿轴向往复运动的旋把气缸b76,所述旋钮b74的端面设有若干防止把手打滑的防滑孔b77。
43.所述烫把机构b8包括安装在悬挂在机架b1上端面下方的热合模具组件、与之对应的两组超声波焊压头b46,所述热合模具组件包括固定安装在机架b1上的热合气缸b81、与热合气缸b81联动的热合安装座b82,所述热合安装座b82上横向设有第五滑轨b83,所述第五滑轨b83上滑动设有两个热压块b84,所述热压块b84上穿设有调节把手b85,所述调节把手b85一端与热合安装座b82固定连接。
44.所述包边机构b4包括立设在安装座b3上的第一安装架b41,所述第一安装架b41上设有第一主动轮b42、与第一主动轮b42适配的第一被动轮b43、设置在第一被动轮b43同一水平面上的压边轮b44,所述压边轮b44与第一主动轮b42联动,第一主动轮b42通过第一驱动电机b45驱动,所述压边轮b44的竖直方向下设有超声波焊压头b46,所述压边轮b44与超声波焊压头b46、第一主动轮b42与第一被动轮b43之间形成位于同一水平面上的走料间隙,所述压边轮b44远离第一被动轮b43的一侧设有对把手进行折边的包边器b47,所述包边器b47靠近把手放卷机构b2的一端为前端,后端与压边轮b44的走料间隙相接,所述包边器b47前端宽、后端窄,所述第一被动轮b43上设有位置调节组件b48。
45.所述第一安装架b41包括两个立板b411,所述立板b411上设有供第一被动轮b43安装的凹槽b412,所述位置调节组件b48包括套设在第一被动轮b43上可沿凹槽b412内壁滑动的连接块b481、设置在凹槽b412开口端上的固定块b482、对第一被动轮b43有支撑作用的支撑块b483、设置在第一被动轮b43上的手柄b484,所述固定块b482上穿设有螺栓b485,所述螺栓b485上套设有与连接块b481连接的弹簧d376,所述支撑块b483固定在立板b411上,所述手柄b484位于两个立板b411之间。
46.所述插边装置d包括立式机架d1,所述立式机架d1从上至下依次设有输入导辊组件d2、封边机构d3、插边机构d4、输出导辊机构d5,所述插边机构d4包括插边钣金d41、设置在插边钣金d41两侧的插边圆盘d42,所述插边钣金d41上端设有导向架d43,所述导向架d43位于输入导辊组件d2下方,所述导向架d43包括与插边钣金d41固定连接的竖直板d431、与立式机架d1固定连接的横向板d432以及连接二者的斜板d433,所述横向板d432位于封边机构d3上方,所述竖直板d431一端伸入插边钣金d41内,所述插边钣金d41包括分体设置、结构相同的第一插边钣金d411、第二插边钣金d412,所述第一插边钣金、第二插边钣金均包括相对设置的上钣金d413、下钣金d414,所述上钣金d413与下钣金d414之间设有钣金滑块d415,两个钣金滑块d415内穿设有钣金滑杆d416,所述钣金滑杆d416与竖直板d431固定连接,第一插边钣金与第二插边钣金的横截面呈梭形,钣金滑块的两侧面分别与上钣金、下钣金相抵,辅助插边钣金维持形状,便于插边圆盘对无纺布袋进行插边操作。
47.所述竖直板d431上设有使无纺布袋保持展平状态的展平组件d45,所述展平组件d45包括横向固定安装在竖直板d431上的展平板d451,所述展平板d451两侧固定有展平杆d452,所述展平杆d452与竖直板d431平行设置,所述展平杆d452包括杆体d4521、设置在杆
体d4521两端的短斜杆d4522。
48.所述立式机架d1上设有安装插边圆盘d42的圆盘调节组件d46,所述圆盘调节组件d46包括横向设置在立式机架d1上的滑杆d461、穿设在滑杆d461上的滑块d462以及与滑块d462固定连接的圆盘固定板d463,所述插边圆盘d42安装在圆盘固定板d463上,所述圆盘固定板d463安装滑块d462的一面安装有调节丝杠d464,所述调节丝杠d464一端穿过立式机架d1并设有调节手轮d465。
49.所述封边机构d3包括横设在立式机架d1上的压头安装辊d31、横设在立式机架d1上的压边轮安装辊d34及设置在压头安装辊d31上方的散热风扇d32,所述压头安装辊d31上设有可沿其做轴线滑移的超声波焊压头b46,所述压边轮安装辊d34上设有与超声波焊压头b46适配的压边轮b44,所述压边轮安装辊d34一侧设有驱动其转动的驱动源d36。
50.所述压边轮安装辊d34的两端设有与立式机架d1固定连接的压边轮位置组件d37,所述压边轮位置组件d37包括与立式机架d1固定连接的位置板d371,所述位置板d371上设有第一滑槽d372,所述第一滑槽d372内设有与压边轮安装辊d34连接的位置块d373,所述位置板d371上设有驱动位置块d373沿第一滑槽d372滑动的位置气缸d374,位置气缸d374与位置块d373之间通过关节轴承连接d375,所述压边轮安装辊d34上套设有与压边轮b44相抵的弹簧d376、配合环d377,二者分设在压边轮b44两侧。
51.所述输出导辊机构d5包括主动输出导辊d51、被动输出导辊d52、驱动主动输出导辊d51转动的导辊电机d53及设置在主动输出导辊d51两侧的导辊安装板d54,所述主动输出导辊d51与被动输出导辊d52之间形成的走料间隙位于插边机构d4正下方,所述导辊安装板d54上设有第二滑槽d541,所述第二滑槽d541内设有与被动输出导辊d52连接的导辊块d55,所述第二滑槽d541内设有与导辊块d55连接的弹簧d376,所述弹簧d376另一端设有调节手柄d56,所述调节手柄d56穿设在导辊安装板d54上,两个导辊块d55之间穿设有调节杆d57,所述调节杆d57的端部设有调节拉杆d58。
52.无纺布从放卷装置a进入烫把装置b,在机架b1的上端面、与把手放卷机构b2的出料端对应处设有进料口,在把手放卷机构b2上设置把手料卷,把手带从把手料卷出料端沿进料口向下进入包边机构b4,包边器b47对把手带折边,压边轮与超声波焊压头将折边热封,完成包边的把手带向上走,经挡条立板b57的走料口进入切刀机构b5,把手带沿挡条安装座b56进入走料通道,在拉料机构b6的拉动下拉出特定长度,切刀将把手带切断形成把手段,拉料机构b6的转运安装座b62可沿滑轨滑动,转运安装座b62上联动有动力源,把手段进入旋把机构b7,把手段的两端分别与两个旋钮b74配合,旋钮b74带动把手段转动90度,使其呈u型,经旋把机构b7成型的把手段在烫把机构b8的作用下,热封固定在进入烫把装置b的无纺布上,完成烫把操作后的无纺布沿输入导辊b9、第一输出导辊b10、第二输出导辊b11离开烫把装置b;在烫把装置b内设置第一烫把装置b'、第二烫把装置b'',无纺布经过第一烫把装置b'烫上第一个把手,经过第二烫把装置b''烫上第二个把手,将第一烫把装置b'与第二烫把装置b''放置在同一横向方向上后,二者的结构完全对称,这样的设置为了保证两个把手并排设置。
53.烫把装置中把手料的走料路径为:把手从把手放卷机构的出料端进入进料口,沿着机架向下从第一过料口进入包边机构,完成包边的把手料依次通过摆臂机构、第二过料口,再沿着机架向上从第三过料口进入切刀机构。
54.无纺布从烫把装置b进入成型装置c对折,两个把手在横板的作用下内折,完成对折后的无纺布通过输入导辊组件d2进入插边装置d后套在导向架d43外,需要热封连接的两边进入超声波焊压头与压边轮之间进行热封,热封后形成环状的无纺布袋顺着导向架d43套在插边钣金d41外,随着无纺布袋的前进,插边圆盘d42对无纺布袋插边,完成插边的无纺布袋通过输出导辊机构d5离开插边装置,主动输出导辊d51在导辊电机d53的驱动下,配合被动输出导辊d52提供无纺布袋前进的动力。
55.无纺布沿着输送方向进入分切装置e,在分切装置内完成对底边的热封并将无纺布分切成一个个的无纺布袋。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1