一种PBT油滤网及其制备工艺的制作方法
一种pbt油滤网及其制备工艺
技术领域
1.本技术涉及滤网的领域,尤其是涉及一种pbt油滤网及其制备工艺。
背景技术:
2.在过滤行业中,传统的滤网耐溶剂性较差,不能用于对高温油进行过滤。
3.聚对苯二甲酸丁二醇酯(pbt)具有耐溶剂性、高耐热性、韧性、耐疲劳性、自润滑低摩擦系数等特点,以pbt树脂制得的滤网广泛应用于汽车、电子电器、工业机械等领域,尤其适用于油滤行业中高温油的过滤。
4.但是,采用pbt树脂制备油滤网的时候,由于pbt树脂对温度敏感,在制备油滤网的过程中,容易出现网径粘连的问题。而网径粘连会影响油滤网的过滤速度精度。因此,需要改善pbt油滤网容易出现网径粘连的问题。
技术实现要素:
5.为了改善相关技术中pbt油滤网容易出现网径粘连的这一问题,本技术提供一种pbt油滤网及其制备工艺。
6.第一方面,本技术提供的一种pbt油滤网采用如下的技术方案:一种pbt油滤网,由以下重量百分比的原料制成:pbt树脂:92-98%拉丝级聚丙烯:2-8%。
7.为改善采用pbt树脂制备油滤网容易出现网径粘连的问题,本技术往pbt树脂中掺入了拉丝级聚丙烯。其中,拉丝级聚丙烯的掺入提高了pbt树脂的加工性能,有效改善了pbt油滤网在加工过程中容易出现网径粘连的难题。但是,拉丝级聚丙烯掺入过多容易降低pbt油滤网的耐高温油性能。故为了获得良好耐高温油性能的pbt油滤网,需要将拉丝级聚丙烯的用量控制在本技术的范围内,从而获得网径粘连概率低且可以适用于高温油过滤的pbt油滤网。
8.可选的,所述拉丝级聚丙烯的熔融指数为3-4g/10min。
9.熔融指数为3-4的拉丝级聚丙烯与pbt树脂的相容性较好,不会出现明显的分界线,同时,还有利于改善pbt油滤网的网径粘连问题。
10.可选的,所述pbt树脂的粘度值为130-150ml/g。
11.pbt树脂的粘度值在130-150ml/g范围内时,pbt树脂的出料性能进一步提高,有利于进一步改善pbt油滤网的网径粘连问题。
12.第二方面,本技术提供的一种pbt油滤网的制备工艺采用如下的技术方案:一种pbt油滤网的制备工艺,包括以下步骤:烘料:将pbt树脂、拉丝级聚丙烯干燥至含水率小于0.1%;混料:按比例将干燥后的pbt、拉丝级聚丙烯均匀混合,得到预混料;塑化:将预混料熔融塑化,得到熔融物料;
模具成网:熔融物料通过模具成型后,牵引挤出成网;冷却定型:网经过定径架,冷却成型后,得到pbt油滤网。
13.其中,在混料之前,先将pbt树脂与拉丝级聚丙烯干燥至含水率低于0.1%,有利于进一步改善pbt油滤网容易出现网径粘连的问题。
14.可选的,烘料步骤中,pbt树脂、拉丝级聚丙烯由温度为110-120℃的热空气进行循环干燥。
15.采用温度为110-120℃的热空气对pbt树脂、拉丝级聚丙烯进行循环干燥,可以有效提高pbt树脂与拉丝级聚丙烯的干燥效率,同时不会影响pbt树脂与拉丝级聚丙烯的形态。
16.可选的,所述温度为110-120℃的热空气在对pbt树脂、拉丝级聚丙烯进行干燥之前,先作除水处理。
17.110-120℃的热空气作除水处理之后再对pbt树脂、拉丝级聚丙烯进行干燥,有利于进一步降低pbt树脂与拉丝级聚丙烯的含水率,从而进一步改善pbt油滤网容易出现网径粘连的问题。
18.可选的,熔融塑化步骤中,所述预混料的熔融塑化温度为260-270℃。
19.塑化步骤中挤出机的温度控制在260-270℃,一方面能够预防pbt树脂温度过低而结块,另一方面能够预防pbt树脂温度过高而造成pbt油滤网难以成型的问题。
20.可选的,模具成网步骤中,模具温度控制在260-270℃。
21.模具温度控制在260-270℃,有利于进一步降低pbt油滤网发生网径粘连的概率。
22.可选的,模具成网步骤中,牵引速度控制在6-10m/min。
23.牵引速度过快容易加大pbt油滤网发生网径粘连问题的概率,牵引速度过慢不利于提高pbt油滤网的生产效率。
24.可选的,还包括烫平整型步骤,烫平整型在冷却定型之后,烫平整型的具体方法为:将pbt油滤网置于90-120℃的导热油烫平辊中烫平整型。
25.将pbt油滤网放置在90-120℃的导热油烫平辊中烫平整型,有利于将表面不平的pbt油滤网网面烫平。
26.综上所述,本技术的技术方案包括以下有益效果:1.本技术往pbt树脂中掺入了拉丝级聚丙烯,提高了pbt树脂的加工性能,有效改善了pbt油滤网在加工过程中容易出现网径粘连的难题。
27.2.本技术控制拉丝级聚丙烯的掺入量,预防了拉丝级聚丙烯掺入过多容易降低pbt油滤网的耐高温油性能的问题,使得本技术的pbt油滤网能够应用于高温油过滤。
具体实施方式
28.以下结合实施例和对比例对本技术作进一步详细说明。
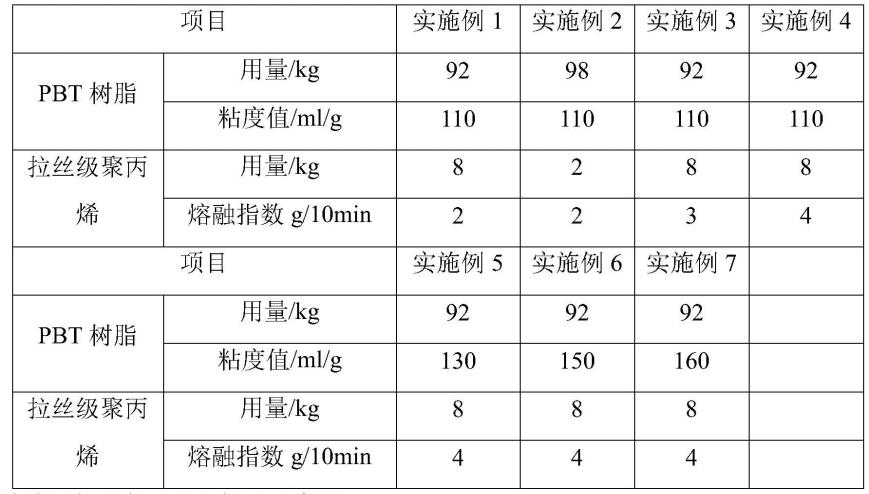
29.实施例1-7实施例1-7中pbt油滤网各组分的配比如下表1所示。
30.表1实施例1-7中pbt油滤网各组分的配比
pbt油滤网的制备工艺包括以下步骤:烘料:将pbt树脂、拉丝级聚丙烯干燥至含水率小于0.1%;优选采用温度为110-120℃的热空气进行循环干燥;混料:按比例将干燥后的pbt树脂、拉丝级聚丙烯均匀混合,得到预混料;塑化:将预混料投入挤出机中熔融塑化,预混料熔融塑化的温度为260-270℃,得到熔融物料;模具成网:熔融物料通过模具成型后,牵引挤出成网;优选模具的温度为60-65℃,牵引速度控制在6-10m/min;模具根据实际生产的油滤网的滤径进行选择;冷却定型:网经过定径架,定径架的尺寸由pbt油滤网的网宽指标决定,冷却成型后,得到pbt油滤网。
31.此外,若需要得到表面平整的pbt油滤网,可在冷却定型步骤之后增加烫平整型步骤,烫平整型步骤具体方法为:将pbt油滤网置于90-120℃的热油烫平辊中烫平整型。
32.其中,本技术实施例1-7中pbt油滤网的制备工艺包括以下步骤:s1、烘料:采用温度为110℃的热空气对pbt树脂、拉丝级聚丙烯进行循环干燥2h,得到含水率低于0.1%的pbt树脂和拉丝级聚丙烯;s2、混料:按比例将含水率低于0.1%的pbt树脂和拉丝级聚丙烯均匀混合,得到预混料;s3、塑化:将预混料投入挤出机中熔融塑化,挤出机温度设为265℃,得到熔融物料;s4、模具成网:将熔融物料注入用于制备滤径为3mm的油滤网的模具中,模具的温度为60℃的模具,成型后,以8m/min的牵引速度牵引挤出成网;s5、冷却定型:网经过定径架,然后冷却成型,得到pbt油滤网;s6、烫平整型:将pbt油滤网置于100℃的导热油烫平辊中烫平整型。
33.实施例8一种pbt油滤网,与实施例6的区别在于:
烘料步骤中,pbt树脂、拉丝级聚丙烯循环干燥的时间为4h。
34.实施例9一种pbt油滤网,与实施例6的区别在于:烘料步骤中,温度为110℃的热空气在对pbt树脂、拉丝级聚丙烯进行干燥之前,先经过分子筛干燥机做除水处理。
35.对比例对比例1一种pbt油滤网,与实施例1的区别在于:拉丝级聚丙烯采用等量的pbt滤网代替。
36.对比例2一种pbt油滤网,与实施例1的区别在于:pbt树脂的用量为85kg,拉丝级聚丙烯的用量为15kg。
37.对比例3一种尼龙滤网,市面上购买得到。
38.性能检测试验试验1:耐高温油测试将实施例1-9与对比例1-2中的pbt油滤网裁成大小一致的样片,接着将耐高温油l-qc-320导热油加入不锈钢容器中,然后放入烤箱,加热至150℃,将样片放入耐高温油中,96h后取出,观察其外观是否有变色现象。
39.试验2:网径粘连网孔数目检测随机从实施例1-9与对比例1-2制得的pbt滤网中裁剪出400cm2的方片,然后采用放大镜观察各样片中出现网径粘连的网孔数目,其中,网径粘连的网孔数目越少,说明pbt油滤网的抗粘连性能越好。
40.试验3:弯曲硬挺度性能测试测试实施例1-9、对比例1-2中pbt油滤网以及对比例3中尼龙滤网在耐高温油测试前后弯曲硬挺度的变化量,具体的耐高温油测试方法参照试验1,检测方法参照国家标准gb/t 7689.4-2013进行检测,与标准不同的是本技术中采用滑尺的平均伸出长度的变化值来表征,滑尺的平均伸出长度变化值越大,说明滤网弯曲硬挺度的变化量越大,滤网经耐高温油处理后的支撑性越差。
41.表2滤网的性能检测数据
对比实施例1与对比例1-2并结合表2中的数据可知,往pbt树脂中掺入拉丝级聚丙烯有利于改善pbt油滤网容易出现网径粘连的问题,但是拉丝级聚丙烯掺入量过大时,pbt油滤网在经高温处理后的黄化程度明显提高,说明pbt油滤网的耐高温油性能明显变差。故综合考虑pbt滤网的耐高温油性能与pbt滤网容易出现网径粘连的问题,应将拉丝级聚丙烯的掺入量控制在2-8wt%。
42.对比实施例1与对比例3并结合表2中的数据可知,与尼龙滤网相比,本技术中的pbt油滤网经高温处理后的黄化程度更低,说明本技术中的pbt油滤网具有更优的耐高温油性能。此外,经高温油处理后,本技术中的pbt油滤网的平均伸出长度变化值远小于尼龙滤网,说明本技术中的pbt油滤网具有良好的弯曲硬挺度,也就是申请中pbt油滤网经高温油处理后的支撑性能优于尼龙滤网。
43.对比实施例1与实施例3-4并结合表2中的数据可知,拉丝级聚丙烯的熔融指数在3-4g/10min之间时,有利于改善pbt油滤网的网径粘连问题。
44.对比实施例4-7并结合表2中的数据可知,pbt树脂的粘度值在130-150ml/g范围内时,有利于进一步改善pbt油滤网的网径粘连问题。
45.对比实施例6与实施例8-9并结合表2中的数据可知,在对pbt树脂与拉丝级聚丙烯进行干燥之前,热空气先经过分子筛干燥机做除水处理,有利于进一步减少pbt油滤网的网径粘连问题。但热空气不做除水处理,直接延长干燥时间,对pbt油滤网容易出现网径粘连问题的改善不大。
46.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本
申请的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1