一种高强保形纱生产装置及生产方法
1.本发明属于环锭纺纱技术领域,具体涉及一种高强保形纱生产装置及生产方法。
背景技术:
2.随着时代的不断前进,人们对于服装面料的要求不断提高,目前纺织服装业处于一个追求时尚、多元化和高品质的时代。因此,对纺织原料、纺织工艺的发展也提出了新的要求。这其中,纺织品高品质化、高性能化及其生产加工的清洁化已成为现代纺织工业的主要发展方向,也是提高产品档次和附加值的有效途径。随着现代生活水平的提高以及工作节奏的加快,纺织品的高保形性和易护理性已成为高品质面料及服装的重要属性和显著标志。但目前不同纤维材质面料在保形性方面还存在很多问题,如棉织物穿着易起褶皱、水洗晾干后平整度差需熨烫,毛织物机洗易毡缩、面料褶裥保形性差,化纤织物穿着易起拱保形等。保形性不够、保形效果不稳定、现有保形技术环保指数难控制不达标等诸多现实问题已成为纺织品高品质化的严重阻碍,已不能适应现代社会人们对高品质着装的需求。研发高保形纺织品关键制备技术并实现其产业化应用是提升我国纺织品品质和国际市场竞争力的重要途径和行业共识。
3.紧密纺又称集聚纺,是在改进的环锭细纱机上进行纺纱的一种新型纺纱技术,其通过在环锭细纱机牵引装置前增加一个纤维凝聚区以改善成纱质量。目前,国际上主流使用的紧密纺类型包括网格圈型(主要包括德国sussen三罗拉网格圈型、日本toyota四罗拉网格圈型)、罗拉型(瑞士利达rieter的com4)、打孔皮圈型(主要包括zinser打孔皮圈式)、机械式(主要包括瑞士卡洛斯roscraft磁性集聚式紧密纺系统),网格圈型、罗拉型和打孔皮圈型属于负压气流集聚方式。其中,roscraft的机械集聚式紧密纺系统由于品种适应性差(一般只适用于60ne以下纱线的纺制)等原因目前在国内的使用较少;zinser打孔皮圈式由于品种适应性较差(一般只适用于毛纺)且需整机引进、价格昂贵(平均每锭1500元),因此在国内的使用规模较小。因此,目前占据主流市场的是网格圈型紧密纺,但是该型紧密纺系统普遍存在的改造和维护成本较大、能耗较高、集聚效果不易控制等现象。目前所使用的气流式集聚纺纱装置均采用负压管路提供集聚负压,使用时需要添加负压风机,增加系统能耗和改造成本。目前使用的机械式集聚纺纱装置,依靠机械力使纤维集束,不需要额外的能耗,但是机械力作用于柔性的纤维材料时,使得集聚力大小不好控制,影响集聚效果,纺纱品种的适应性较差。
技术实现要素:
4.本发明提供一种高强保形纱生产装置及生产方法,解决上述问题。
5.本发明解决其技术问题所采用的技术方案是:一种高强保形纱生产装置,包括若干结构相同且沿着纤维运动方向水平排列的锭位,每个锭位内设置有牵伸系统,牵伸系统包括沿着纤维在牵伸系统内的运动方向从后至前依次设置的后牵伸罗拉对、中牵伸罗拉对、前牵伸罗拉对。本生产装置包括空心管、阻捻带动辊、环形圈、第一抽气扇、第二抽气扇、
第一带动轴、第一皮带、第二带动轴、第二皮带、聚拢口、中吹拂口,其中:两端封闭的空心管贯穿所有的锭位,且空心管设置于前牵伸罗拉对远离中牵伸罗拉对的一侧,在空心管外壁靠近两端处朝向前牵伸罗拉对的位置开设第一带动槽和第二带动槽;阻捻带动辊贯穿所有的锭位,且阻捻带动辊设置于空心管远离前牵伸罗拉对的一侧;环形圈套设在空心管和阻捻带动辊外部;第一抽气扇位于第一带动槽和第二带动槽之间的空心管内,且第一抽气扇靠近第一带动槽;第二抽气扇位于第一带动槽和第二带动槽之间的空心管内,且第二抽气扇靠近第二带动槽;第一带动轴设置于第一抽气扇远离第二抽气扇的一侧,且第一带动轴一端与第一抽气扇中部连接,第一带动轴另一端延伸至与第一带动槽同轴位置;第一皮带穿过第一带动槽将第一带动轴与前牵伸罗拉对进行传动连接,前牵伸罗拉对转动带动第一皮带转动,第一皮带转动带动第一带动轴转动,从而带动第一抽气扇运行;第二带动轴设置于第二抽气扇远离第一抽气扇的一侧,且第二带动轴一端与第二抽气扇中部连接,第二带动轴另一端延伸至与第二带动槽同轴位置;第二皮带穿过第二带动槽将第二带动轴与前牵伸罗拉对进行传动连接,前牵伸罗拉对转动带动第二皮带转动,第二皮带转动带动第二带动轴转动,从而带动第二抽气扇运行;一个聚拢口开设在第一抽气扇上方的空心管管壁上,另一个聚拢口开设在第二抽气扇上方的空心管管壁上,两聚拢口均开口方向垂直于纤维在牵伸系统内的运动方向,且两聚拢口均被环形圈覆盖;中吹拂口开设在与环形圈中部相对应的空心管管壁上,且中吹拂口开口方向垂直于纤维在牵伸系统内的运动方向;中吹拂口的开设位置、两聚拢口的开设位置同轴;经牵伸系统的前牵伸罗拉对输出的纤维须条被分成左纤维束、右纤维束、中纤维带束,左纤维束、右纤维束、中纤维带分别处于靠近第一抽气扇处聚拢口的上方、靠近第二抽气扇处聚拢口的上方、中吹拂口上方,左纤维束、右纤维束、中纤维带均进入到环形圈的上方;前牵伸罗拉对转动继而带动第一抽气扇、第二抽气扇同时工作,使得外界气流分别由两聚拢口进入到空心管内,从而分别对左纤维束、右纤维束实现聚拢,外界进入到空心管内的气流同时由中吹拂口吹出,将中纤维带顶起且分散,继而使得纤维须条呈空间状态;在传递上来的加捻捻度的作用下左纤维束、右纤维束完成聚拢再分别加捻后合股,同时被位于中吹拂口上方的中纤维带包裹,得到具有高强芯、柔软外包层的纱。
6.作为本发明的进一步优选,还包括张力撑杆,张力撑杆设置于环形圈内,通过张力撑杆使得环形圈套在空心管和阻捻带动辊上。
7.作为本发明的进一步优选,在中牵伸罗拉对的上方设置上销件,中牵伸罗拉对的
下方设置下销件。
8.作为本发明的进一步优选,上销件包括第一连接弧、第二连接弧、第一连接杆、第二连接杆、两第一销体、两第二销体、两上皮圈,其中:第一连接弧与第二连接弧结构相同,第一连接弧与第二连接弧平行相对设置形成嵌入弧;第一连接杆沿垂直于第一连接弧和第二连接弧设置方向设置,且第一连接杆与第一连接弧一端、第二连接弧一端连接;第二连接杆沿垂直于第一连接弧和第二连接弧设置方向设置,且第二连接杆与第一连接弧另一端、第二连接弧另一端连接;两第一销体设置于第一连接杆的两端;两第二销体设置于第二连接杆的两端;一个上皮圈套在同侧的一个第一销体和一个第二销体上,另一个上皮圈套在同侧的另一个第一销体和另一个第二销体上;且两上皮圈均与中牵伸罗拉对紧密按压接触。
9.作为本发明的进一步优选,下销件包括第一下销、第二下销、两下皮圈,其中:第一下销为t形结构,第一下销设置在中牵伸罗拉对靠近前牵伸罗拉对的一侧;第二下销为t形结构,第一下销设置在中牵伸罗拉对靠近后牵伸罗拉对的一侧;两下皮圈平行设置,一个下皮圈套在第一下销的一端和第二下销的一端,另一个下皮圈套在第二下销的另一端和第二下销的另一端。
10.作为本发明的进一步优选,第一抽气扇包括第一扇叶和第一固定片,其中:第一扇叶包括沿空心管的径向截面形状等弧度间隔排布3-6个叶片;第一固定片呈圆形,其设置于第一扇叶远离第二抽气扇的一侧,并将空心管封闭,同时第一带动轴穿过第一固定片。
11.作为本发明的进一步优选,第二抽气扇包括第二扇叶和第二固定片,其中:第二扇叶包括沿空心管的径向截面形状等弧度间隔排布3-6个叶片;第二固定片呈圆形,其设置于第二扇叶远离第一扇叶的一侧,并将空心管封闭,同时第二带动轴穿过第二固定片。
12.作为本发明的进一步优选,聚拢口截面呈四边形结构,四边形结构包括相对设置的第一侧边、第三侧边和相对设置的第二侧边、第四侧边,其中:第一侧边呈直线型,其在空心管外壁上;第三侧边呈直线型,其在空心管内部,且第一侧边长于第三侧边;第二侧边和第四侧边均朝向聚拢口外部弯曲呈弧形;聚拢口沿第三侧边向第一侧边方向,聚拢口口径先逐渐增大后逐渐减小。
13.还提供了一种高强保形纱的生产方法,后牵伸罗拉对、中牵伸罗拉对之间组成后牵伸区,中牵伸罗拉对、前牵伸罗拉对之间组成前牵伸区,前牵伸罗拉对与阻捻带动辊之间组成分束区,所述生产方法具体包括以下步骤:步骤s1、划分钳口:在后牵伸罗拉对中部纤维通过处形成后按压输入控制钳口;在中牵伸罗拉对紧密按压处的上皮圈和下皮圈之间形成中按压控制输送钳口;在前牵伸罗拉对中部纤维通过处形成后按压输入控制钳口;
在上皮圈靠近后牵伸罗拉对的一端和下皮圈靠近后牵伸罗拉对的一端之间,形成位于后牵伸区的前钳口;在上皮圈靠近前牵伸罗拉对的一端和下皮圈靠近前牵伸罗拉对的一端之间,形成位于前牵伸区的后钳口;步骤s2、向分束区喂入纤维:步骤s2-1、纤维由后按压输入控制钳口主动喂入,喂入后的短粗纱随后进入到后牵伸区的前钳口内,受到后牵伸区的牵伸作用,经由中按压控制输送钳口输出后须条;步骤s2-2、后须条由中按压控制输送钳口带动后不断的输出后牵伸区,从而直接进入到前牵伸区的后钳口内,并经由前按压输出控制钳口输出,从而受到前牵伸区的牵伸作用,在前牵伸区内采用超大牵伸工艺,得到前须条;步骤s2-3、牵伸系统输出的前须条随后进入到前牵伸罗拉对与阻捻带动辊之间的分束区,在分束区内,输出的前须条被环形圈托持输送,且此时位于前须条一侧的纤维处于一个聚拢口的正上方,位于前须条另一侧的纤维处于另一个聚拢口的正上方,中吹拂口位于前须条的中间部分纤维的正上方;步骤s3、分束前须条:在分束区内,前牵伸罗拉对的下牵伸罗拉转动继而通过第一皮带带动第一带动轴转动,继而带动第一扇叶转动,在第一扇叶的转动作用下,使得外界气流由一个聚拢口进入到空心管内;同时前牵伸罗拉对的下牵伸罗拉转动继而通过第二皮带带动第二带动轴转动,继而带动第二扇叶转动,在第二扇叶的转动作用下,使得外界气流由另一个聚拢口进入到空心管内;从而在两聚拢口上分别产生对纤维的聚拢作用,在聚拢作用下,使得前须条被分束;步骤s4、得到左纤维束、右纤维束、中纤维带:步骤s3的聚拢过程中,由于前须条将两聚拢口的中间部分覆盖,从而使得外界气流主要由两聚拢口的两侧进入,从而使得前须条内的纤维逐渐的往中间聚集,继而实现分束后的前须条的聚拢,从而得到左纤维束和右纤维束;外界经由两聚拢口进入到空心管内的气流不断的往空心管的中间流动,由中吹拂口出,从中吹拂口吹出的气流将前须条中间部位的纤维顶起,得到中纤维带;步骤s5、得到具有高强芯、柔软外包层的高强保形纱:步骤s4使得左纤维束、右纤维束、中纤维带呈空间状态分布,呈空间状态分布的左纤维束、右纤维束、中纤维带随后在传递上来的加捻捻度的作用下加捻成纱,从而得到具有高强芯、柔软外包层的高强保形纱。
14.通过以上技术方案,相对于现有技术,本发明具有以下有益效果:1、本发明经牵伸系统输出的纤维须条进入到环形圈的上方,第一抽气扇和第二抽气扇同时工作,从而使得外界气流分别由两聚拢口进入到空心管内,从而分别对纤维须条的位于一个聚拢口上方的左侧纤维、位于另一个聚拢口上方的右侧纤维实现聚拢,外界进入到空心管内的气流同时由中吹拂口吹出,从而将纤维须条的位于中吹拂口上方的中间纤维顶起且分散,继而使得纤维须条呈空间状态,在传递上来的加捻捻度的作用下纤维须条
的两侧完成聚拢的纤维分别加捻后合股,同时被位于上部的纤维须条的中间的分散的纤维包裹,从而得到具有高强芯、柔软外包层的纱,继而实现所制得的纱线的优异的保形效果。
15.2、本发明借助前牵伸罗拉对的下牵伸罗拉实现了对第一抽气扇和第二抽气扇的带动,从而不需要添加额外的能耗,节约生产成本。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
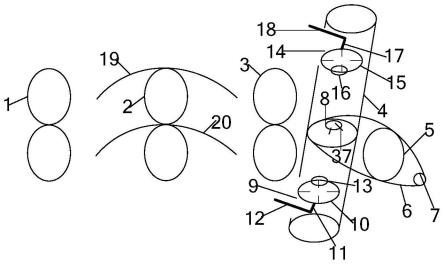
17.图1为本发明的高强保形纱的生产装置结构示意图;图2为本发明的上销件结构示意图;图3为本发明的聚拢口结构示意图。
18.图中:1、后牵伸罗拉对;2、中牵伸罗拉对;3、前牵伸罗拉对;4、空心管;5、阻捻带动辊;6、环形圈;7、张力撑杆;8、中吹拂口;9、第一带动槽;10、第一抽气扇;11、第一带动轴;12、第一皮带;13、聚拢口;14、第二带动槽;15、第二抽气扇;16、第二侧边;17、第二带动轴;18、第二皮带;19、上销件;20、下销件;21、第二销体;22、第三侧边;23、第一销体;24、第四侧边;25、嵌入弧;26、第一连接弧;27、第二连接弧;28、第二连接杆;29、第一连接杆;30、第二下销片;31、前销片;32、第二连接销片;33、第一下销片;34、第二后销片;35、第一连接销片;36、第一侧边;37、气流销。
具体实施方式
19.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
20.本发明的描述中,需要理解的是,术语“左侧”、“右侧”、“上部”、“下部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,“第一”、“第二”等并不表示零部件的重要程度,因此不能理解为对本发明的限制。本实施例中采用的具体尺寸只是为了举例说明技术方案,并不限制本发明的保护范围。
21.实施例1本实施例提供一种优选实施方案,一种高强保形纱的生产装置,本生产装置在现有技术基础上做出进一步改进,现有中包括200-600个结构相同的且沿着纤维运动方向水平排列的数量为偶数的锭位,相邻的两个锭位组成一个锭位组。每个锭位内设置有牵伸系统和加压组件,牵伸系统包括沿着纤维在牵伸系统内的运动方向从后至前依次设置的后牵伸罗拉对1、中牵伸罗拉对2、前牵伸罗拉对3;加压组件用于给牵伸系统加压,加压组件包括分布于加压组件后、中、前部的嵌入抓。
22.如图1至图3所示,本生产装置包括空心管4、阻捻带动辊5、环形圈6、第一抽气扇10、第二抽气扇15、第一带动轴11、第一皮带12、第二带动轴17、第二皮带18、聚拢口13、中吹拂口8,其中:具体地,上述后牵伸罗拉对1包括上按压胶辊和下牵伸罗拉,上按压胶辊包括胶辊轴,胶辊轴为钢质的实心的圆柱形结构,一个锭位组的胶辊轴一体化连接,在胶辊轴的外圆周的两端分别套有胶辊套,胶辊套通过滚动轴承与胶辊轴连接,从而使得胶辊套可绕着胶
辊轴自由转动,两个胶辊套之间的胶辊轴嵌入在加压组件的嵌入抓内从而实现上按压胶辊的安装固定。
23.下牵伸罗拉包括罗拉轴,罗拉轴为钢质的实心的圆柱形结构,8-10个锭位的罗拉轴之间一体化固定连接,相邻的两个罗拉轴之间通过罗拉座传动连接,从而使得所有锭位的罗拉轴之间可传动连接,在每个锭位的罗拉轴的外圆周上套有罗拉套,罗拉套与罗拉轴的材质完全相同,罗拉套与罗拉轴之间一体化固定连接。
24.后牵伸罗拉对1、中牵伸罗拉对2、前牵伸罗拉对3三者结构相同。也就是,后牵伸罗拉对1、中牵伸罗拉对2、前牵伸罗拉对3三者的上按压胶辊分别嵌入在加压组件的后、中、前部的嵌入抓内。后牵伸罗拉对1、中牵伸罗拉对2之间组成后牵伸区,中牵伸罗拉对2、前牵伸罗拉对3之间组成前牵伸区,前牵伸罗拉对3与阻捻带动辊5之间组成分束区,。
25.具体地,为了牵伸效果更佳在中牵伸罗拉对2的上按压胶辊上设置上销件19。上销件19包括第一连接弧26、第二连接弧27、第一连接杆29、第二连接杆28、两第一销体23、两第二销体21、两上皮圈,具体结构如下:进一步地,上述第一连接弧26与第二连接弧27结构相同,第一连接弧26与第二连接弧27平行相对设置形成嵌入弧25;嵌入弧25嵌入在中牵伸罗拉对2的上按压胶辊的中间部位从而实现嵌入弧与中牵伸罗拉对2的上按压胶辊之间的连接。
26.第一连接杆29沿垂直于第一连接弧26和第二连接弧27设置方向设置,且第一连接杆29与第一连接弧26一端、第二连接弧27一端连接。第二连接杆28沿垂直于第一连接弧26和第二连接弧27设置方向设置,且第二连接杆28与第一连接弧26另一端、第二连接弧27另一端连接。
27.两第一销体23设置于第一连接杆29的两端;优选地,两第一销体23与第一连接杆29一体化固定连接。两第二销体21设置于第二连接杆28的两端;优选地,两第二销体21与第二连接杆28一体化固定连接。
28.进一步地,第一销体23包括第一下销片33和后销片34,第一下销片33、后销片34均为长方形结构,第一下销片33呈水平状态放置,后销片34呈竖直状态设置,第一下销片33靠近第一连接杆29的一端与后销片34的下端之间固定连接,第一下销片33远离第一连接杆29的一端与后销片34的上端之间通过弧形的第一连接销片35连接。
29.进一步地,第二销体21包括第二下销片30和前销片31,第二下销片30、前销片31均为长方形结构,第二下销片30呈水平状态放置,前销片31呈竖直状态设置,第二下销片30远离第二连接杆28的一端与前销片31的下端之间固定连接,第二下销片30靠近第二连接杆28的一端与前销片31的上端之间通过弧形的第二连接销片32连接。
30.一个上皮圈套在同侧的一个第一销体23和一个第二销体21上,此第一销体23和第二销体21用于一个锭位组一侧的固定;另一个上皮圈套在同侧的另一个第一销体23和另一个第二销体21上,此第一销体23和第二销体21用于一个锭位组另一侧的固定;且两上皮圈均与中牵伸罗拉对2的上按压胶辊紧密按压接触。
31.具体地,为了牵伸效果更佳在中牵伸罗拉对2的下牵伸罗拉上设置下销件20。下销件20包括第一下销、第二下销、两下皮圈(图中为示出第一下销、第二下销、两下皮圈),具体结构如下:上述第一下销为t形结构,第一下销设置在中牵伸罗拉对2的下牵伸罗拉靠近前牵
伸罗拉对3的一侧。第二下销为t形结构,第一下销设置在中牵伸罗拉对2的下牵伸罗拉靠近后牵伸罗拉对1的一侧。
32.两下皮圈平行设置,一个下皮圈套在第一下销的一端和第二下销的一端,此下皮圈;另一个下皮圈套在第二下销的另一端和第二下销的另一端。两下皮圈均与中牵伸罗拉对2的下牵伸罗拉紧密按压接触。
33.进一步地,为了使得下皮圈以一定张力套在第一下销与第二下销上,在中牵伸罗拉对2的下牵伸罗拉的下方设置有弹性撑杆。优选地,弹性撑杆为弹性的可伸缩结构。第一下销的一端、第二下销的一端以及弹性支撑之间的下皮圈用于一个锭位组一侧的定位;第一下销的另一端、第二下销的另一端以及弹性支撑之间的下皮圈用于一个锭位组另一侧的定位。上销件19用于支撑上皮圈,下销件20用于支撑下皮圈,上皮圈和下皮圈控制纤维运动。
34.当加压组件下压时,各锭位中的中牵伸罗拉对2的上按压胶辊与下牵伸罗拉之间紧密按压接触,从而使得上皮圈与下皮圈后端之间的间距由后往前逐渐减小直至减小为0,从而使得上皮圈的后端和下皮圈的后端之间组成位于后牵伸区的前钳口;按压接触后的上皮圈与下皮圈前端之间的间距由前往后逐渐减小直至减小为0,从而使得上皮圈的前端和下皮圈的前端之间组成位于前牵伸区的后钳口;上皮圈与下皮圈的中间部位在中牵伸罗拉对2的上按压胶辊和下牵伸罗拉的作用下实现紧密按压接触,从而使得上皮圈的中间和下皮圈的中间之间组成对牵伸区内的纤维的中按压控制输送钳口。
35.具体地,两端封闭的空心管4贯穿所有的锭位,且空心管4设置于前牵伸罗拉对3的下牵伸罗拉远离中牵伸罗拉对2的一侧。
36.具体地,阻捻带动辊5贯穿所有的锭位,且阻捻带动辊5设置于空心管4远离前牵伸罗拉对3的一侧。进一步地,阻捻带动辊5为实心的圆柱体形结构,阻捻带动辊5由单独的电机带动转动。
37.具体地,在每个锭位处的空心管4和阻捻带动辊5上套设环形圈6,优选地,环形圈6的宽度等于胶辊套的长度,环形圈6呈环形。环形圈6套设在空心管4和阻捻带动辊5外部。优选地,环形圈6为由经纱和纬纱织造而成的且经向和纬向之间保持一定间隙的织物,经纱和纬纱均为化纤长丝或化纤长丝束或化纤长丝纱。
38.进一步地,为了使得环形圈6能以一定的张力套在空心管4和阻捻带动辊5上,设置张力撑杆7,张力撑杆7设置于环形圈6内,张力撑杆7为弹性结构。
39.具体地,在空心管4外壁靠近两端处朝向前牵伸罗拉对3的位置开设第一带动槽9和第二带动槽14。优选地,第一带动槽9和第二带动槽14结构相同,均呈椭圆形或长方形或正方形。
40.具体地,上述第一抽气扇10位于第一带动槽9和第二带动槽14之间的空心管4内,且第一抽气扇10靠近第一带动槽9。上述第一带动轴11设置于第一抽气扇10远离第二抽气扇15的一侧,且第一带动轴11一端与第一抽气扇10中部连接,第一带动轴11另一端延伸至与第一带动槽9同轴位置。
41.进一步地,第一抽气扇10包括第一扇叶和第一固定片(图中未示出第一扇叶和第一固定片),第一扇叶包括沿空心管4的径向截面形状等弧度间隔排布3-6个叶片;所有叶片通过第一固定销(图中未示出第一固定销)固定在一起。第一固定片呈圆形,第一固定片外
圆周边与空心管4内壁连接;第一固定片设置于第一扇叶远离第二抽气扇15的一侧,并将空心管4封闭,同时第一带动轴11穿过第一固定片。第一带动轴11与第一固定片之间通过轴承连接,第一带动轴11与第一抽气扇10中部的第一固定销固定连接。
42.具体地,上述第二抽气扇15位于第一带动槽9和第二带动槽14之间的空心管4内,且第二抽气扇15靠近第二带动槽14。上述第二带动轴17设置于第二抽气扇15远离第一抽气扇10的一侧,且第二带动轴17一端与第二抽气扇15中部连接,第二带动轴17另一端延伸至与第二带动槽14同轴位置。
43.进一步地,第二抽气扇15包括第二扇叶和第二固定片(图中未示出第二扇叶和第二固定片),第二扇叶包括沿空心管4的径向截面形状等弧度间隔排布3-6个叶片;所有叶片通过第二固定销(图中未示出第二固定销)固定在一起。第二固定片呈圆形,第二固定片外圆周边与空心管4内壁连接;第二固定片设置于第二扇叶远离第一扇叶的一侧,并将空心管4封闭,同时第二带动轴17穿过第二固定片。第二带动轴17与第二固定片之间通过轴承连接,第二带动轴17与第二抽气扇15中部的第二固定销固定连接。
44.具体地,上述第一皮带12穿过第一带动槽9将第一带动轴11与前牵伸罗拉对3进行传动连接,前牵伸罗拉对3转动带动第一皮带12转动,第一皮带12转动带动第一带动轴11转动,从而带动第一抽气扇10运行。
45.具体地,上述第二皮带18穿过第二带动槽14将第二带动轴17与前牵伸罗拉对3进行传动连接,前牵伸罗拉对3转动带动第二皮带18转动,第二皮带18转动带动第二带动轴17转动,从而带动第二抽气扇15运行;具体地,一个聚拢口13开设在第一抽气扇10上方的空心管4管壁上,另一个聚拢口13开设在第二抽气扇15上方的空心管4管壁上,两聚拢口13均开口方向垂直于纤维在牵伸系统内的运动方向,且两聚拢口13均被环形圈6覆盖。
46.进一步地,聚拢口13截面呈四边形结构,四边形结构包括相对设置的第一侧边36、第三侧边22和相对设置的第二侧边16、第四侧边24。第一侧边36呈直线型,其在空心管4外壁上;第三侧边22呈直线型,其在空心管4内部,且第一侧边36长于第三侧边22;第二侧边16和第四侧边24均朝向聚拢口13外部弯曲呈弧形。聚拢口13沿第三侧边22向第一侧边36方向,聚拢口13口径先逐渐增大后逐渐减小。
47.具体地,上述中吹拂口8开设在与环形圈6中部相对应的空心管4管壁上,且中吹拂口8开口方向垂直于纤维在牵伸系统内的运动方向;中吹拂口8的开设位置、两聚拢口13的开设位置同轴。
48.进一步地,沿着中吹拂口8的宽度方向等间距的设置有气流销37,气流销37完全嵌入在中吹拂口8内,气流销37的两边与中吹拂口8的内侧之间保持固定连接,位于中吹拂口8一侧的气流销37呈朝中吹拂口8内部方向向上倾斜,且与中吹拂口8的内侧之间固定连接;位于中吹拂口8另一侧的气流销37呈朝中吹拂口8内部方向向上倾斜,且与中吹拂口8的内侧之间固定连接。优选地,中吹拂口8截面和气流销37均呈长方形。
49.经牵伸系统的前牵伸罗拉对3输出的纤维须条被分成左纤维束、右纤维束、中纤维带,左纤维束、右纤维束、中纤维带分别处于靠近第一抽气扇10处聚拢口13的上方、靠近第二抽气扇15处聚拢口13的上方、中吹拂口8上方,左纤维束、右纤维束、中纤维带均进入到环形圈6的上方。前牵伸罗拉对3转动继而带动第一抽气扇10、第二抽气扇15同时工作,使得外
界气流分别由两聚拢口13进入到空心管4内,从而分别对左纤维束、右纤维束实现聚拢,外界进入到空心管4内的气流同时由中吹拂口8吹出,将中纤维带顶起且分散,继而使得纤维须条呈空间状态。在传递上来的加捻捻度的作用下左纤维束、右纤维束完成聚拢再分别加捻后合股,同时被位于中吹拂口8上方的中纤维带包裹,得到具有高强芯、柔软外包层的纱。
50.本实施方案还提供一种高强保形纱的生产方法,本生产方法利用上述生产装置进行生产,本生产方法具体包括以下步骤:步骤s1、划分钳口:后牵伸罗拉对1的下牵伸罗拉的罗拉套转动,继而带动相应的后牵伸罗拉对1的上按压胶辊的胶辊套转动,从而在后牵伸罗拉对1的下牵伸罗拉和上按压胶辊之间形成后按压输入控制钳口;中牵伸罗拉对2的下牵伸罗拉的罗拉套转动,继而带动相应的中牵伸罗拉对2的上按压胶辊的胶辊套转动,中牵伸罗拉对2的下牵伸罗拉的罗拉套转动同时带动下皮圈转动,中牵伸罗拉对2的上按压胶辊的胶辊套转动同时带动上皮圈转动,从而在中牵伸罗拉对2的下牵伸罗拉的罗拉套与上按压胶辊的胶辊套紧密按压处的上皮圈和下皮圈之间形成中按压控制输送钳口;前牵伸罗拉对3的下牵伸罗拉的罗拉套转动,继而带动相应的前牵伸罗拉对3的上按压胶辊的胶辊套转动,从而在前牵伸罗拉对3的下牵伸罗拉与上按压胶辊之间形成前按压输出控制钳口;在上皮圈靠近后牵伸罗拉对1的一端和下皮圈靠近后牵伸罗拉对1的一端之间,组成位于后牵伸区的前钳口;在上皮圈靠近前牵伸罗拉对3的一端和下皮圈靠近前牵伸罗拉对3的一端之间,组成位于前牵伸区的后钳口;步骤s2、向空心管4喂入短纤粗纱:步骤s2-1、短纤粗纱由后按压输入控制钳口主动喂入,喂入后的短粗纱随后进入到后牵伸区的前钳口内,并经由中按压控制输送钳口输出,从而受到后牵伸区的牵伸作用,在后牵伸区内采用超大牵伸工艺,得到后须条;具体地,后牵伸区采用大牵伸工艺,在后牵伸区内,设置后牵伸区的牵伸倍数在2-3之间,从而使得喂入的短纤粗纱在后按压输入控制钳口和后牵伸区的前钳口之间受到1.2倍以内的小牵伸作用,在小牵伸作用下使得短纤粗纱内的纤维被张力拉伸,在张力拉伸过程中使得沿着短纤粗纱长度方向捻度较大的部分的纤维的扭力往捻度较小的部分转移,从而最终实现沿着短纤粗纱的长度方向的捻度的均匀传递,在捻度传递过程中纤维之间发生较小的滑移,从而实现喂入的短纤粗纱的线密度的减小,而后在后牵伸区的前钳口和中按压控制输送钳口之间受到1.7倍以上的较大牵伸作用,在较大牵伸作用下使得短纤粗纱内的纤维在逐渐增强的上皮圈和下皮圈之间形成的滚动摩擦力界的控制作用下稳定实现变速,从而使得短纤粗纱内的纤维逐渐的转变为与中按压控制输送钳口的线速度保持一致的在后牵伸区的快速运动,继而在变速过程中实现纤维之间的相互滑移,从而实现喂入的短纤粗纱的线密度的减小,继而得到后须条。
51.步骤s2-2、后须条由中按压控制输送钳口带动后不断的输出后牵伸区,从而直接进入到前牵伸区的后钳口内,并经由前按压输出控制钳口输出,从而受到前牵伸区的牵伸
作用,在前牵伸区内采用超大牵伸工艺,得到前须条;具体地,设置前牵伸区的牵伸倍数在30-60之间,在前牵伸区内,后须条首先被前牵伸区的后钳口内的逐渐减弱的上皮圈和下皮圈之间形成的滚动摩擦力界的控制作用下,稳定保持与中按压控制输送钳口的线速度保持一致的在前牵伸区的慢速运动,而后随着上皮圈和下皮圈之间形成的滚动摩擦力界的逐渐减弱,由前牵伸区的后钳口输出的纤维的前端逐渐的转变为无外界摩擦立场控制的浮游状态,且由于前牵伸区的后钳口往前按压输出控制钳口内的延伸,使得浮游区的长度远小于纤维的主体长度,从而使得一根纤维或者前端处于浮游区,或者后端处于浮游区,或者中间部分处于浮游区,当前牵伸区的后钳口输出的纤维的前端到达前按压输出控制钳口的控制范围时,当该纤维的后端处于前牵伸区的后钳口的控制范围时,该纤维在两端控制力的动态大小变化中逐渐的实现变速,当该纤维的后端处于浮游状态时,该纤维直接实现变速,且当纤维的前端被前按压输出控制钳口完全按压控制时,该纤维会实现完全变速,变速后的纤维速度转变为与前按压输出控制钳口的线速度保持一致的在前牵伸区的快速运动,从而实现喂入前牵伸区的后须条的线密度的减小,继而得到前须条。
52.步骤s2-3、牵伸系统输出的前须条随后进入到前牵伸罗拉对3的下牵伸罗拉与阻捻带动辊5之间的分束区,在分束区内,输出的前须条被环形圈6托持输送,且此时位于前须条一侧的纤维处于一个聚拢口13的正上方,位于前须条另一侧的纤维处于另一个聚拢口13的正上方,中吹拂口8位于前须条的中间部分纤维的正上方;具体地,设置阻捻带动辊5的转动线速度大于前牵伸罗拉对3的下牵伸罗拉的转动线速度,阻捻带动辊5转动继而带动环形圈6进行同步转动,从而使得环形圈6的转速线速度大于前须条的输出速度,从而使得环形圈6与前须条之间发生相对运动,继而使得环形圈6对前须条产生沿着前须条的长度方向向前的摩擦力,在该摩擦力作用下使得前须条内的纤维产生顺直作用。
53.步骤s3、分束前须条:在分束区内,前牵伸罗拉对3的下牵伸罗拉转动继而通过第一皮带12带动第一带动轴11转动,继而带动第一扇叶转动,在第一扇叶的转动作用下,使得外界气流由一个聚拢口13进入到空心管4内;同时前牵伸罗拉对3的下牵伸罗拉转动继而通过第二皮带18带动第二带动轴17转动,继而带动第二扇叶转动,在第二扇叶的转动作用下,使得外界气流由另一个聚拢口13进入到空心管4内;从而在两聚拢口13上分别产生对纤维的聚拢作用,在聚拢作用下,使得前须条被分束;具体地,前须条位于一个聚拢口13上方的一侧部分的纤维沿着此聚拢口13的长度方向逐渐聚拢成左纤维束;前须条位于另一个聚拢口13上方的另一侧部分的纤维沿着此聚拢口13的长度方向逐渐聚拢成右纤维束。
54.进一步地,聚拢过程中,在两聚拢口13的口径逐渐增加的部分前须条实现明显的分束过程,在两聚拢口13的口径逐渐减小的部分实现分束后的须条的逐渐聚拢过程。
55.步骤s4、得到左纤维束、右纤维束、中纤维带:步骤s3的聚拢过程中,由于前须条将两聚拢口13的中间部分覆盖,从而使得外界
气流主要由两聚拢口13的两侧进入,从而使得前须条内的纤维逐渐的往中间聚集,继而实现分束后的前须条的聚拢,从而得到宽度逐渐减小的左纤维束和右纤维束;外界经由两聚拢口13进入到空心管4内的气流不断的往空心管4的中间流动,由中吹拂口8流出,在中吹拂口8内,气流经由一侧的气流销37后呈朝左上倾斜的吹出、经由另一侧的气流销37后呈朝右上倾斜的吹出,从而使得由中吹拂口8吹出的气流将前须条中间部位的纤维顶起,同时在左上倾斜气流、右上倾斜气流的作用下使得被顶起的纤维往两侧分散,从而得到中纤维带;步骤s5、得到具有高强芯、柔软外包层的高强保形纱:步骤s4使得前须条呈与环形圈6紧贴的位于下部的左聚拢纤维束、右聚拢纤维束和位于上部的中纤维带呈空间状态分布;呈空间状态分布的左聚拢纤维束、右聚拢纤维束、中纤维带随后在传递上来的加捻捻度的作用下加捻成纱,从而得到具有高强芯、柔软外包层的高强保形纱。
56.具体地,加捻过程中,由于阻捻带动辊5的作用,对传递上来的捻度起到一定的阻止作用,从而为前须条在分束区内的分束、聚拢、分散提供时间;且加捻过程中,左聚拢纤维束、右聚拢纤维束分别在加捻捻度的作用下加捻成左纤维束、右纤维束,且此时由于中纤维带与加捻捻度的方向不一致因而未能加捻,而后左纤维束、右纤维束随后在加捻捻度下合股成中心纱,在合股过程中,中纤维带同时将中心纱包裹在中间,从而使得中纤维带形成外包纱,继而得到具有高强芯、柔软外包层的高强保形纱,继而实现所制得的纱线的优异的保形效果。
57.本实施方案有益效果如下:本发明基于集聚纺技术的原理给出一种高强保形纱的生产方法,在牵伸系统的前部设置空心管4,在空心管4远离前牵伸罗拉对3的一侧设置阻捻带动辊5,在每个锭位处的空心管4和阻捻带动辊5上套有环形圈6;在每个锭位的位于环形圈6两侧的空心管4外壁靠近两端处朝向前牵伸罗拉对3的位置,开设第一带动槽9和第二带动槽14;在第一带动槽9和第二带动槽14之间的空心管4内,且靠近第一带动槽9处设置第一抽气扇10,在第一带动槽9和第二带动槽14之间的空心管4内,且靠近第二带动槽14处设置第二抽气扇15;在第一抽气扇10上方的空心管4管壁上开设一个聚拢口13,在第二抽气扇15上方的空心管4管壁上开设另一个聚拢口13;在位于环形圈6宽度中间部位处的空心管4上开有中吹拂口8。
58.经牵伸系统输出的纤维须条进入到环形圈6的上方,第一抽气扇10和第二抽气扇15同时工作,从而使得外界气流分别由两聚拢口13进入到空心管4内,从而分别对纤维须条的位于一个聚拢口13上方的左侧纤维、位于另一个聚拢口13上方的右侧纤维实现聚拢,外界进入到空心管4内的气流同时由中吹拂口8吹出,从而将纤维须条的位于中吹拂口8上方的中间纤维顶起且分散,继而使得纤维须条呈空间状态,在传递上来的加捻捻度的作用下纤维须条的两侧完成聚拢的纤维分别加捻后合股,同时被位于上部的纤维须条的中间的分散的纤维包裹,从而得到具有高强芯、柔软外包层的纱,继而实现所制得的纱线的优异的保形效果,同时由于借助前牵伸罗拉对3的下牵伸罗拉实现了对第一抽气扇10和第二抽气扇15的带动,从而不需要添加额外的能耗,节约生产成本。
59.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本技术所属领域中的普通技术人员的一般理解相同的意义。还应该
理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
60.本技术中所述的“和/或”的含义指的是各自单独存在或两者同时存在的情况均包括在内。
61.本技术中所述的“连接”的含义可以是部件之间的直接连接也可以是部件间通过其它部件的间接连接。
62.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1