一种碳纤维原丝多级扩幅高效水洗方法及其装置与流程
1.本发明涉及化学纤维水洗技术领域,特别是涉及一种碳纤维原丝多级扩幅高效水洗方法及其装置。
背景技术:
2.碳纤维原丝在生产过程中需要经过水洗工序,水洗工序通常位于凝固浴工序之后,聚合原液在凝固浴工序形成初生纤维,初生纤维中含有大量的溶剂,而水洗工序主要用于清洗初生纤维中残留的溶剂,目前的水洗工序一般采用热水漂洗方式达到清洗纤维中残留溶剂的目的,由于初生纤维的集束性,热水漂洗的的效果不好,即使选择9级水洗槽串联进行热水漂洗,效果也不理想。于是很多企业开始在9级水洗槽串联热水漂洗的基础给每级水洗槽上都增加喷淋的方式,使得清洗效果大幅提高,但其采用的喷淋方式是将水洗槽内的溶液垂直喷射到纤维上,必然会对纤维产生损伤,而且9级水洗槽串联导致水洗工序的长度较长,不仅不利于日常操作,也会增加很大的场地成本。面对此种情况,有厂家采取多层立式水洗槽,比如将9级水洗槽设计成3层立式水洗槽,从而降低水洗工序的长度,但采用此种装置和方法虽然会降低占地面积,但会额外增加很大的建造成本,同时在日常的维修也非常不方便。
技术实现要素:
3.本发明针对现有初生纤维水洗工序中,水洗效果不理想、容易造成纤维损伤、设备成本高、运行能耗大的技术问题,提供一种水洗效果好、能有效保护纤维不受损伤且设备成本低、运行能耗小的碳纤维原丝多级扩幅高效水洗方法及其装置。
4.为此,本发明的技术方案是,一种碳纤维原丝多级扩幅高效水洗装置,包括预扩幅挤压槽和水洗槽,所述预扩幅挤压槽和所述水洗槽水平串联布置,所述预扩幅挤压槽沿纤维运行方向依次设置有挤压驱动辊、挤压扩幅辊和压辊,所述水洗槽上部沿纤维运行方向依次设置有水洗驱动辊、水洗扩幅辊和浸入辊,所述水洗槽外设有循环泵,所述循环泵出口连接有流量控制器和梯形喷嘴,所述梯形喷嘴位于纤维下方。
5.优选的,所述水洗槽沿纤维运行方向共设置五级,依次为:第一级水洗槽、第二级水洗槽、第三级水洗槽、第四级水洗槽、第五级水洗槽,各级水洗槽之间串联布置,各级水洗槽内均设有加热器;所述水洗扩幅辊共设有三级,依次为第一级扩幅辊、第二级扩幅辊和第三级扩幅辊。
6.优选的,所述梯形喷嘴的长度不小于所述水洗槽内所有纤维束的总宽度,所述梯形喷嘴的宽度为1-4mm,所述梯形喷嘴位于纤维下方5-10mm。
7.优选的,所述第三级扩幅辊与所述水洗槽内液面接触,纤维经过所述第三级扩幅辊和所述浸入辊后与所述水洗槽内液面形成的角度为5-20度。
8.优选的,所述挤压扩幅辊和所述水洗扩幅辊均为固定辊,所述挤压扩幅辊和所述水洗扩幅辊对纤维的挤压幅度可调,所述挤压扩幅辊和所述水洗扩幅辊的直径为20-40mm。
9.优选的,所述循环泵入口位于所述水洗扩幅辊的下方,所述循环泵的出口位于靠近所述浸入辊的一侧;所述水洗槽的进水口设于第五级水洗槽靠近浸入辊一侧,所述水洗槽的清洗水出水口设置于所述第一级水洗槽靠近所述水洗扩幅辊的一侧。
10.一种碳纤维原丝多级扩幅高效水洗方法,包括如下步骤:
11.s1、初生纤维从凝固浴出来后,通过预扩幅挤压槽内的挤压扩幅辊和压辊对初生纤维进行初步挤压,初生纤维幅宽增加2-4mm,压辊压力控制在0.5-1bar;
12.s2、经过初步挤压的纤维依次经过第一级水洗槽、第二级水洗槽、第三级水洗槽、第四级水洗槽和第五级水洗槽,通过每级水洗槽内的第一级扩幅辊、第二级扩幅辊、第三级扩幅辊进行扩幅,每级水洗槽的扩幅为2-4mm,通过五级水洗槽的共同作用使纤维幅宽提高10-20mm,纤维在水洗槽运行的同时,采用与纤维运行方向相反且平行的清洗水对初生纤维进行清洗。
13.优选的,水洗槽内的清洗水由两部分组成,其一是来自外部脱盐水,脱盐水从进水口进入第五级水洗槽,然后通过溢流从后往前依次经过各级水洗槽,溢流到清洗水出水口,最后通过清洗水出水口进入回收装置;另一部分是来自循环泵的喷射水;脱盐水的方向为与纤维运行方向相反的水平方向,喷射水方向为垂直向上,通过调整流量控制器对喷射水进行控制,实现对清洗水方向的调整,使清洗水的方向与纤维运行方向相反且平行。
14.优选的,纤维在预扩幅挤压槽和各级水洗槽内被牵伸,设定在预扩幅挤压槽的牵伸倍数为1-1.1倍,在每级水洗槽的牵伸倍数为1-1.2倍,并且,纤维在预扩幅挤压槽和各级水洗槽的总牵伸倍数控制在1-2倍。
15.优选的,采用加热器对各级水洗槽分别加热,水洗槽内温度为30-80℃,沿纤维运行方向,各级水洗槽温度逐级升高。
16.本发明有益效果是:
17.(1)本发明将传统水平设置的九级水洗槽改造为预扩幅挤压槽和五级水洗槽,减少了占地面积,节约了建造成本;
18.(2)由于设有预扩幅挤压槽,在预扩幅挤压槽内对初生纤维进行初步的扩幅和挤压,降低了初生纤维中的溶剂残余,使得后续水洗效果更好;
19.(3)在每级水洗槽内均设有三级扩幅辊,可以使纤维幅宽不断扩大,更有利于纤维中的溶剂扩散;
20.(4)通过逆流的溢流水和垂直向上的喷淋水的综合作用,形成作用力方向与纤维运行方向相反且平行的清洗水,使清洗效果更好,且不易损伤纤维;
21.(5)通过加热器分别控制各级水洗槽的水洗温度,并在水洗过程中对纤维施加小幅的牵伸,进一步促进纤维中的溶剂扩散出来,提升水洗效果。
附图说明
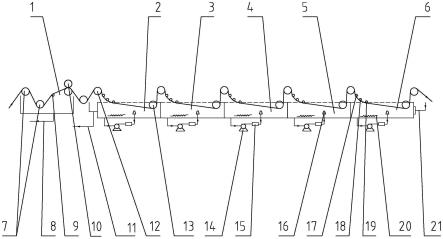
22.图1是本发明实施例1-7的装置结构示意图;
23.图2是本发明实施例1-7中喷嘴与纤维束的相对位置示意图。
24.图中符号说明:
25.1.预扩幅挤压槽;2.第一级水洗槽;3.第二级水洗槽;4.第三级水洗槽;5.第四级水洗槽;6.第五级水洗槽;7.挤压驱动辊;8.高浓度溶液出口;9.挤压扩幅辊;10.压辊;11.
清洗水出水口;12.水洗驱动辊;13.浸入辊;14.循环泵;15.流量控制器;16.梯形喷嘴;17.第一级扩幅辊;18.第二级扩幅辊;19.第三级扩幅辊;20.加热器;21.进水口。
具体实施方式
26.下面结合实施例对本发明做进一步描述。
27.实施例1
28.如图1所示,本发明提供了一种碳纤维原丝多级扩幅高效水洗装置,包括水平串联设置的预扩幅挤压槽1和水洗槽,预扩幅挤压槽1沿纤维运行方向依次设置有挤压驱动辊7、挤压扩幅辊9和压辊10,从凝固浴形成的初生纤维先经过预扩幅挤压槽1再进入水洗槽,预扩幅挤压槽1对初生纤维进行初步挤压扩幅,通过挤压扩幅辊9可以增加纤维的幅宽,压辊10可以挤出纤维中含有的部分溶剂,挤出的溶剂通过高浓度溶液出口8进入回收罐,纤维幅宽的增加和溶剂减少都会降低纤维在水洗槽中的清洗难度。水洗槽沿纤维运行方向依次布置第一级水洗槽2、第二级水洗槽3、第三级水洗槽4、第四级水洗槽5、第五级水洗槽6,每级水洗槽上部沿纤维运行方向依次设置有水洗驱动辊12、第一级扩幅辊17、第二级扩幅辊18、第三级扩幅辊19和浸入辊13,每级水洗槽内的第三级扩幅辊19均与所在的水洗槽液面接触,浸入辊13的大部分位于所在水洗槽液面以下,这样可以确保纤维在和第三级扩幅辊19接触后立刻进入清洗槽液面以下,便于进行清洗。浸入辊13大部分浸入水中是为了保障丝束可以在水中进行清洗,而不全部浸入可以减小液体对浸入辊转动造成的阻力,减小运行负荷,降低设备能耗。
29.在第五级水洗槽6靠近其内部浸入辊13的一侧设有水洗槽的进水口21,在第一级水洗槽2远离其内部浸入辊13的一侧设有水洗槽的清洗水出水口11,外部水源经过进水口21进入第五级水洗槽6,再依次溢流至第四级水洗槽5、第三级水洗槽4、第二级水洗槽3、第一级水洗槽2;每级水洗槽外均安装有循环泵14,循环泵14出口管线上连接有流量控制器15和梯形喷嘴16,梯形喷嘴16出口垂直向上,循环泵14安装在水洗槽内水洗扩幅辊的下方,循环泵14的出口位于靠近浸入辊13的一侧,循环水经过梯形喷嘴16进入到对应的水洗槽内,循环水与外部水源在水洗槽内汇合,循环水喷射方向为垂直向上,外部水源的溢流方向为与纤维运行方向相反的水平方向,二者汇合后形成与纤维运行方向相反的倾斜水流;每级水洗槽内的第三级扩幅辊19与水洗槽液面接触,纤维经过第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度为5-20度,调整循环泵14出口管线上的流量控制器15实现对循环水喷射量的调整,通过循环水喷射量的调整可以调整其与外部水源汇合后的清洗水的流向,使清洗水的流动方向和纤维的运动方向平行且相反,清洗水的流动方向与纤维运动方向平行且相反不仅可以大幅提高清洗效果,而且可以避免垂直喷淋对纤维的损伤。
30.如图2所示,梯形喷嘴16的长度不小于水洗槽内所有纤维束的总宽度,这样可以保证每根纤维都可以得到充分的喷淋,从而保障清洗效果,梯形喷嘴16的宽度为1-4mm,梯形喷嘴16位于纤维束下方5-10mm,可以保证足够的水压和足够的喷射量,可以提高喷淋的效果,节约能源。
31.本发明中预扩幅挤压槽1内的挤压扩幅辊9和水洗槽内的水洗扩幅辊根据实际扩幅的需要,预先调整好位置后固定,挤压扩幅辊10和水洗扩幅辊的直径为20-40mm,水洗驱动辊12和浸入辊13的直径均为300mm,因为扩幅辊相对尺寸较小,对纤维的应力较高,挤压
效果更好,有利于提升扩幅效果;第三级扩幅辊为固定辊,可以避免转动过程中带动水洗槽内的清洗水与纤维提前接触而导致的纤维融并问题,而为了降低制造难度,将第一级扩幅辊和第二级扩幅辊也设置为固定辊。为了降低挤压扩幅辊9以及各级水洗扩幅辊与纤维的摩擦系数,挤压扩幅辊9以及各级水洗扩幅辊均采用镀硬铬的不锈钢、陶瓷等合金表面。
32.每级水洗槽内均设有加热器20,各级水洗槽内的加热器20单独控制,可以实现各水洗槽内不同的温度调控,使水洗槽内液体温度保持在30-80℃,沿纤维运行方向,各级水洗槽温度逐级升,可以有效提升纤维清洗效果,并且,由于各级水洗槽内纤维都有小幅拉伸,合理的控制水温还可以减小拉伸时纤维的损伤。
33.一种碳纤维原丝多级扩幅高效水洗方法,该方法包括如下步骤:
34.s1、初生纤维从凝固浴出来后,通过预扩幅挤压槽1内的挤压扩幅辊9和压辊10对初生纤维进行初步挤压,由于初生纤维比较脆弱,所以挤压扩幅辊9对初生纤维的挤压比较轻,初生纤维幅宽大约增加2-4mm,压辊10压力控制在0.5-1bar;
35.s2、经过初步挤压的纤维依次经过第一级水洗槽2、第二级水洗槽3、第三级水洗槽4、第四级水洗槽5和第五级水洗槽6,采用与纤维运行方向相反且平行的清洗水对初生纤维进行清洗,并通过每一级的第一级扩幅辊17、第二级扩幅辊18、第三级扩幅辊19进行扩幅,每级扩幅约为2-4mm,通过五级水洗槽的共同作用使得纤维幅宽提高10-20mm,纤维幅宽的增加可以有效提升水洗效果。
36.在第一级水洗槽内,纤维依次经过水洗驱动辊12、第一级扩幅辊17、第二级扩幅辊18、第三级扩幅辊19进行扩幅后,进入水洗槽液面以下,然后通过浸入辊13,再进入第二级水洗槽3,重复上述步骤,直至经过第五级水洗槽6的浸入辊后完成水洗工序。
37.水洗槽内的清洗水由两部分组成,其一是来自外部脱盐水,脱盐水从进水口21进入第五级水洗槽6,然后通过溢流从后往前依次经过各级水洗槽,溢流到清洗水出水口11,最后通过清洗水出水口11进入回收装置,另一部分是来自循环泵14的喷射水。脱盐水的方向为与纤维运行方向相反的水平方向,喷射水方向为垂直向上,通过调整流量控制器14对喷射水进行控制,进而实现对清洗水方向的调整,使清洗水的方向与纤维运行方向相反且平行,提升纤维的清洗效果,且不会对纤维造成损伤。
38.纤维在预扩幅挤压槽1和水洗槽经过小幅牵伸,在预扩幅挤压槽1的牵伸倍数为1-1.1倍,在每级水洗槽的牵伸倍数为1-1.2倍,纤维在预扩幅挤压槽1和水洗槽的总牵伸倍数控制在1-2倍。
39.在聚丙烯腈基碳纤维干喷湿纺12k原丝生产过程中,水洗工序设计为预扩幅挤压槽1和五级水洗槽,初生纤维从凝固浴出来后的幅宽为35mm,在预扩幅挤压槽1通过挤压扩幅辊9的作用增加到37mm,压辊10的压力为0.5bar,然后在后续五级水洗槽的三级扩幅辊的扩幅作用下,纤维在每级水洗槽幅宽都增加2mm,最终纤维在第五级水洗槽6出口处幅宽达到47mm,纤维经过第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度为5度,调节循环泵14喷淋的流量使得溢流水和喷淋水综合形成的清洗水流动方向和和纤维的运动方向平行且相反,通过加热器20控制五级水洗槽的温度依次为30℃、40℃、50℃、60℃、70℃,纤维在预扩幅挤压槽1和五级水洗槽的牵伸倍数依次为1.03、1.05、1.05、1.05、1.05、1.05。
40.最终检测第五级水洗槽6出口纤维的溶剂残余为180ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
41.实施例2
42.与实施例1不同的是,压辊10的压力为1.0bar,其余设定均与实施例1相同。
43.最终检测第五级水洗槽出口纤维的溶剂残余为176ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
44.实施例3
45.与实施例1不同的是,(1)通过调整挤压扩幅辊9的压力,通过挤压扩幅辊9的作用,纤维幅宽增加到38mm;(2)在后续五级水洗槽的三级扩幅辊的扩幅作用下,纤维在每级水洗槽幅宽都增加3mm,纤维在第五级水洗槽6出口处幅宽达到53mm,其余设定均与实施例1相同。
46.最终检测第五级水洗槽6出口纤维的溶剂残余为100ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
47.实施例4
48.与实施例1不同的是,(1)通过调整挤压扩幅辊9的压力,通过挤压扩幅辊9的作用,纤维幅宽增加到39mm;(2)在后续五级水洗槽的三级扩幅辊的扩幅作用下,纤维在每级水洗槽幅宽都增加4mm,纤维在第五级水洗槽6出口处幅宽达到69mm,其余设定均与实施例1相同。
49.最终检测第五级水洗槽出口纤维的溶剂残余为80ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
50.通过实施例1和实施例2的数据对比,可以发现,当预扩幅挤压槽1的压辊10的压力从0.5bar增加到1.0bar时,纤维在预扩幅挤压槽1被挤压出更多的溶液,使得纤维在后续的清洗难度降低,进而使得清洗效果有了小幅提高。
51.通过实施例1、实施例3和实施例4的数据统计,可以发现随着挤压扩幅辊9和每级水洗槽的三级扩幅辊的挤压扩幅幅度逐渐增加,整个水洗工序对纤维的清洗效果也随之逐渐增强,且在水洗槽出口纤维的溶剂残余最高值为180ppm,均能满足生产工艺所要求的溶剂残余300ppm以下。
52.实施例5
53.与实施例1不同的是,纤维经过第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度为10度,其余设定均与实施例1相同。
54.最终检测第五级水洗槽出口纤维的溶剂残余为120ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
55.实施例6
56.与实施例1不同的是,纤维经过第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度为20度,其余设定均与实施例1相同。
57.最终检测第五级水洗槽出口纤维的溶剂残余为90ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。
58.通过实施例1、实施例5和实施例6的数据统计可以发现,随着纤维经过每级水洗槽第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度不断增大,纤维在水洗槽的清洗效果逐渐增强。
59.实施例7
60.与实施例1不同的是,(1)在预扩幅挤压槽1通过挤压扩幅辊9的作用幅宽增加到39mm,然后在后续五级水洗槽的三级扩幅辊的扩幅作用下,纤维在每级水洗槽幅宽都增加4mm,最终纤维在第五级水洗槽6出口处幅宽达到69mm;(2)纤维经过第三级扩幅辊19和浸入辊13后与水洗槽液面形成的角度为20度,其余设定均与实施例1相同。
61.最终检测第五级水洗槽6出口纤维的溶剂残余为60ppm,同时观察五级水洗槽发现无断丝,最后对卷绕后的原丝截面进行观察,发现无毛丝。此时,挤压扩幅辊9和三级扩幅辊的作用均达到最大,且纤维经过每级水洗槽第三级扩幅辊19和浸入辊13与水洗槽液面形成的角度达到最大值,水洗工序对纤维的清洗效果达到最优值,纤维在第五级水洗槽6出口的溶剂残余降低到60ppm,清洗效果极佳。
62.实施例8
63.在聚丙烯腈基碳纤维干喷湿纺12k原丝生产过程中,水洗工序设计为传统水平设置的九级水洗槽,在每级水洗槽采用喷淋加强清洗效果,清洗水流动方向和和纤维的运动方向相反,九级水洗槽的温度依次为30℃、40℃、50℃、60℃、70℃、75℃、80℃、80℃、85℃,纤维在九级水洗槽的牵伸倍数依次为1.03、1.05、1.05、1.05、1.05、1.05、1.05、1.05、1.05。最终检测第九级水洗槽出口纤维的溶剂残余为180ppm,同时观察九级水洗槽发现有少量断丝,最后对卷绕后的原丝截面进行观察,同样发现有少量毛丝。
64.通过本发明和传统水洗装置与方法相比,可以发现,本发明的清洗装置和方法可以大幅提高清洗效果,同时也使得最终生产得到的原丝质量得到提高。
65.各实施例效果对比见表1。
66.表1
[0067][0068][0069]
惟以上者,仅为本发明的具体实施例而已,当不能以此限定本发明实施的范围,故其等同组件的置换,或依本发明专利保护范围所作的等同变化与修改,皆应仍属本发明权利要求书涵盖之范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1