一种纳米氧化锌抗菌防腐涤锦超细纤维及制备工艺的制作方法
1.本发明涉及涤锦超细纤维及其制备技术领域,具体为一种纳米氧化锌抗菌防腐涤锦超细纤维及制备工艺。
背景技术:
2.锦涤复合纤维polyamideandpolyestercompositefibre以聚酰胺和聚酯为原料组成的复合纤维。两种聚合物由两台螺杆挤出机分别熔融,通过复合喷丝组件的各自流通道,在喷丝孔人口处汇合,共同挤出制成。涤锦将两种组分一般以皮芯型分布,以锦纶为皮层,涤纶为芯层,所得纤维兼有锦纶、涤纶的优点,纤维柔中有刚,弹性好,耐磨性好,染色鲜艳。
3.纳米氧化锌是一种多功能性的新型无机材料,其颗粒大小约在1~100纳米。由于晶粒的细微化,其表面电子结构和晶体结构发生变化,产生了宏观物体所不具有的表面效应、体积效应、量子尺寸效应和宏观隧道效应以及高透明度、高分散性等特点,近年来发现纳米氧化锌在纺织领域可用于紫外光遮蔽材料、抗菌剂、荧光材料、光催化材料等。
4.而纳米氧化锌在应用于化纤纺织品中时有两种途径:一是将纳米氧化锌直接添加到化学纤维的初始反应液中,采用常规聚合反应合成功能纤维,使得纳米氧化锌均匀的分布在纤维内部,另一种是将纳米氧化锌作为一种后整理剂配制到织物的后整理液中,通过浸轧使纳米氧化锌颗粒吸附在纤维的表面。
5.但是,现有的涤锦纤维在运用形成复合纤维时,通过加捻合并时,两种纤维在进行加捻时,一会导致接触部位无法在进行纳米氧化锌的后处理,二是已经经过浸轧处理的纤维,由于纤维间接触部位的摩擦,会导致纳米氧化锌颗粒脱落的情况发生,破坏防腐效果。
技术实现要素:
6.针对以上问题,本发明提供了一种纳米氧化锌抗菌防腐涤锦超细纤维及制备工艺,利用在涤锦纤维进行复合纤维加工时,在纤维的合并点处设置承载纳米氧化锌颗粒凝胶液的凹槽,使得合并点浸渍在凹槽的纳米氧化锌颗粒凝胶液中,在进行加捻合并之前,使得纳米氧化锌颗粒进入到两组的纤维之间的夹缝内,使得纳米氧化锌颗粒被两组的纤维紧紧的夹紧,保证了复合纤维后的涤锦纤维仍能很好的保证抗菌防腐效果。
7.为实现上述目的,本发明提供如下技术方案:
8.一种纳米氧化锌抗菌防腐涤锦超细纤维,包括:
9.涤锦纤维、仿冰丝纤维及纳米氧化锌颗粒凝胶液;
10.所述涤锦纤维与仿冰丝纤维加捻的交叉点处浸渍于所述纳米氧化锌颗粒凝胶液,所述涤锦纤维与仿冰丝纤维粘附所述纳米氧化锌颗粒凝胶液后合并形成涤锦复合纤维。
11.作为改进,所述仿冰丝纤维粘附所述纳米氧化锌颗粒凝胶液后在预加捻结束时进行干燥,使得所述仿冰丝纤维与所述涤锦纤维之间形成夹紧包覆的氧化锌纳米颗粒。
12.作为改进,所述仿冰丝纤维粘附所述纳米氧化锌颗粒凝胶液后进行干燥的热量来自于预加捻锭子工作时产生的热量。
13.作为改进,所述涤锦纤维是以涤纶纤维为芯线,外包覆锦纶纤维组成。
14.作为改进,所述涤锦纤维的锦纶纤维层外包覆有纳米氧化锌抗菌层。
15.作为改进,所述纳米氧化锌颗粒凝胶液为采用溶胶凝胶法制备得到,凝胶液中的氧化锌晶种纳米颗粒的粒径为30-60nm。
16.作为改进,所述纳米氧化锌颗粒凝胶液的液相为乙醇、水及异丙醇中的任意一种,所述凝胶液的浓度为5.5-7.5mg/ml。
17.此外,本技术提供一种制备上述所述的纳米氧化锌抗菌防腐涤纶纤维的工艺,包括以下步骤:
18.s1、将一卷的涤锦纤维及一卷的仿冰丝纤维输送通过前罗拉的牵引进行输送;
19.s2、经过所述前罗拉牵引,所述涤锦纤维与所述仿冰丝纤维在预加捻筒子处汇聚,所述预加捻筒子的顶部设置有用于承载纳米氧化锌颗粒凝胶液的凹槽,所述涤锦纤维与所述仿冰丝纤维穿过所述凹槽,所述凹槽旋转,在所述凹槽内形成旋涡,且旋涡位于所述涤锦纤维与所述仿冰丝纤维的交汇处;
20.s3、所述仿冰丝纤维自所述凹槽处吸附所述纳米氧化锌颗粒凝胶液后,随所述涤锦纤维穿向预加捻锭子进行预加捻处理,且该预加捻的锭子预加捻过程中产生的热量对所述仿冰丝纤维与所述涤锦纤维进行加热干燥;
21.s4、完成预加捻的所述涤锦纤维与所述仿冰丝纤维穿向下侧的加捻锭子进行加捻工作后,形成涤锦复合纤维。
22.作为改进,所述预加捻筒子顶部的凹槽与所述预加捻筒子相对旋转设置,使得所述凹槽内的纳米氧化锌颗粒凝胶液围绕所述涤锦纤维与所述仿冰丝纤维的交汇点形成旋涡。
23.作为改进,所述凹槽呈倒锥形设置,且该凹槽与所述预加捻筒子上供所述涤锦纤维与所述仿冰丝纤维穿过的通孔呈偏心设置,所述凹槽偏心旋转,通过所述凹槽顶部光滑开口沿挤压所述涤锦纤维与所述仿冰丝纤维,进行张紧调节设置。
24.本发明的有益效果在于:
25.(1)本发明利用在涤锦纤维进行复合纤维加工时,在纤维的合并点处设置承载纳米氧化锌颗粒凝胶液的凹槽,使得合并点浸渍在凹槽的纳米氧化锌颗粒凝胶液中,在进行加捻合并之前,使得纳米氧化锌颗粒进入到两组的纤维之间的夹缝内,使得纳米氧化锌颗粒被两组的纤维紧紧的夹紧,保证了复合纤维后的涤锦纤维仍能很好的保证抗菌防腐效果;
26.(2)本发明通过将凹槽进行偏心旋转设置,使得凹槽内的纳米氧化锌胶液处于旋转的旋涡状态,避免纳米氧化锌颗粒沉积,包装纳米氧化锌颗粒分布均匀的同时,也能使得纳米氧化锌颗粒通过旋涡更好的进入到纤维的夹缝内;
27.(3)本发明通过将凹槽与预加捻筒子上的通孔呈偏心,使得凹槽内的纳米氧化锌胶液旋转形成的旋涡的中心与纤维刚好错开设置,使得旋涡带动的纳米氧化锌颗粒刚好旋转与纤维进行碰撞,使得纳米氧化锌颗粒粘附在纤维上;
28.(4)本发明通过利用凹槽的光滑边沿配合偏心旋转,对两组的纤维进行挤压张紧设置,达到张紧调节的目的的同时,更加的便于纤维对纳米氧化锌颗粒的夹紧固定,也使得纳米氧化锌颗粒能进入夹缝的更深处。
29.综上所述,本发明具有纳米氧化锌结合度强、杀菌效果好、分布均匀等优点,尤其适用于涤锦纤维及其制备技术领域。
附图说明
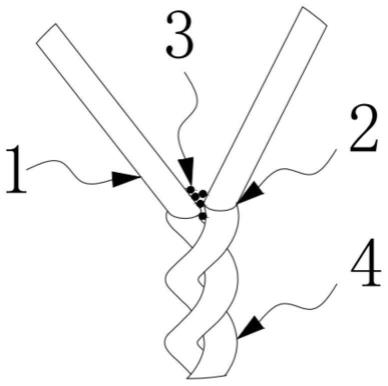
30.图1为本发明纳米氧化锌抗菌防腐涤锦超细纤维结构示意图;
31.图2为本发明实施例二加捻立体结构示意图;
32.图3为本发明实施例二加捻侧视结构示意图;
33.图4为本发明实施例二预加捻筒子剖视示意图;
34.图5为本发明实施例二预加捻筒子断裂示意图;
35.图6为本发明实施例二制备工艺流程示意图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.实施例1:
40.如图1所示,一种纳米氧化锌抗菌防腐涤锦超细纤维,包括:
41.涤锦纤维1、仿冰丝纤维2及纳米氧化锌颗粒凝胶液3;
42.所述涤锦纤维1与仿冰丝纤维2加捻的交叉点处浸渍于所述纳米氧化锌颗粒凝胶液3,所述涤锦纤维1与仿冰丝纤维2粘附所述纳米氧化锌颗粒凝胶液3后合并形成涤锦复合纤维4。
43.进一步的,所述仿冰丝纤维2粘附所述纳米氧化锌颗粒凝胶液3后在预加捻结束时进行干燥,使得所述仿冰丝纤维2与所述涤锦纤维1之间形成夹紧包覆的氧化锌纳米颗粒。
44.更进一步的,所述仿冰丝纤维2粘附所述纳米氧化锌颗粒凝胶液3后进行干燥的热量来自于预加捻锭子工作时产生的热量。
45.其中,所述涤锦纤维1是以涤纶纤维为芯线,外包覆锦纶纤维组成。
46.更优选的,所述涤锦纤维1的锦纶纤维层外包覆有纳米氧化锌抗菌层。
47.涤锦纤维1也可以是有色涤锦纤维,涤锦纤维是以涤纶纤维为芯线,外包覆锦纶纤维组成,所述涤纶纤维按重量份包括96份涤纶、4份改性剂,所述改性剂按重量份包括80份
石墨烯、15份玄武岩、5份聚四氟乙烯。
48.所述锦纶纤维按重量份包括93份锦纶、2份色母粒、5份弹性剂,所述弹性剂按重量份包括50份聚烯烃弹性体、35份聚氨酯弹性体、10份硫化硅橡胶以及5份氟化碳。
49.制备涤纶纤维时,先将80份石墨烯、15份玄武岩、5份聚四氟乙烯混合后加入到反应炉中进行高温加热,加热温度为400-500℃,冷却后研磨成粉即得改性剂,然后将96份涤纶、4份改性剂混合均匀加入到螺杆挤压机中进行熔融挤压得到改性涤纶熔体,温度为240-250℃;
50.制备有色涤锦纤维时,先将93份锦纶、2份色母粒、5份弹性剂混合均匀加入到螺杆挤压机中进行熔融挤压得到变性锦纶熔体,温度为300-320℃,然后通过共轭纺丝组件将变性锦纶熔体包覆在改性涤纶熔体的芯线外进行拉丝形成有色涤锦纤维,其中,弹性剂制备过程是先将50份聚烯烃弹性体、35份聚氨酯弹性体、10份硫化硅橡胶以及5份氟化碳,混合均匀后于反应炉中进行加热反应,温度为150-160℃,保持6h后取出,冷却即得弹性剂。
51.对于所述仿冰丝纤维,按重量份包括85份聚粘胶纤维、10份大豆纤维、3份竹炭纤维、2份抗静电剂,所述抗静电剂按重量份包括80份富勒烯、15份碳纤维和5份氮化铝。
52.制备仿冰丝纤维时,将85份聚粘胶纤维、10份大豆纤维、3份竹炭纤维、2份抗静电剂于挤出机中熔融反应2h后挤出纺丝得到仿冰丝纤维,其中,制备抗静电剂过程,是先将80份富勒烯、15份碳纤维和5份氮化铝于高速混合机中混合2min后在2.5mpa压力下压实5min,然后移入380℃的加热炉中加热2h后取出,待冷却后研磨成粉末,即得抗静电剂。
53.最后将有色涤锦纤维和仿冰丝纤维互相加捻在一起即得到高弹涤锦复合仿冰丝纤维。
54.而所述纳米氧化锌颗粒凝胶液3为采用溶胶凝胶法制备得到,凝胶液中的氧化锌晶种纳米颗粒的粒径为30-60nm。
55.进一步的,所述纳米氧化锌颗粒凝胶液3的液相为乙醇、水及异丙醇中的任意一种,所述凝胶液的浓度为5.5-7.5mg/ml。
56.需要说明的是,本技术以涤锦纤维1与仿冰丝纤维2进行举例,但并不仅局限于与仿冰丝纤维进行结合,也可以是与其他的纤维相互结合。
57.所述涤纶纤维是在涤纶中添加改性剂来增加其强度。所述改性剂中的石墨烯即作为载体又作为主体助剂,提高了涤纶的强度。玄武岩经过高温处理后具有高强度、耐高温、耐酸碱、抗氧化、抗辐射、绝热隔音、防火阻燃、过滤性好、抗压缩强度和剪切强度高的特点。聚四氟乙烯能提高涤纶的耐酸碱强度。
58.所述锦纶纤维是在锦纶中添加色母来提高锦纶的色泽度,添加弹性剂来提高弹性。所述弹性剂中的聚烯烃弹性体和聚氨酯弹性体作为弹性元素,能提高整个锦纶纤维的弹性。硫化硅橡胶能做促进弹性体之间的交联,氟化碳可以使得该弹性剂在满足弹性的要求下,强度也得到保障。
59.详细说明的是,所述仿冰丝纤维是在聚粘胶纤维中添加了大豆纤维、竹炭纤维和抗静电剂从而实现其多功能性,其中大豆纤维能提高强韧度,竹炭纤维提高抗菌性,抗静电剂则实现抗静电。所述抗静电剂中的富勒烯作为载体,添加碳纤维和氮化铝,使得该抗静电剂的导电能力得到迅速提高。
60.本发明得到的高弹涤锦复合纤维,其技术效果通过将有色涤锦纤维和仿冰丝纤维
互相加捻在一起,另外所述有色涤锦纤维是以涤纶纤维为芯线,外包覆锦纶纤维组成,使得各种纤维进行互补,凸出优点,改善缺点,最终制得的复合纤维手感舒适、强度高、弹性高,而本技术与现有的涤锦复合纤维的区别在于,本技术在涤锦纤维与仿冰丝纤维或者是其他纤维相结合的过程中,在两组纤维合并的交汇点处利用纳米氧化锌颗粒凝胶液3进行浸渍,使得纳米氧化锌颗粒凝胶液3中的纳米氧化锌颗粒进入到两组纤维的接缝夹角内,利用夹角对进入的纳米氧化锌颗粒进行夹紧。
61.此外,需要强调的是,本技术中的纳米氧化锌颗粒凝胶液3的液相为乙醇、水及异丙醇中的任意一种,使得在纤维在粘附纳米氧化锌颗粒后,能更快的进行干燥,使得乙醇、水及异丙醇可以更快的进行挥发,并且还可以通过设置加热器对乙醇、水及异丙醇进行加热,加快挥发。
62.实施例2:
63.如图2至图6所示,本发明实施例2提供了一种制备实施例1所述的纳米氧化锌抗菌防腐涤纶纤维的工艺,包括以下步骤:
64.s1、将一卷的涤锦纤维1及一卷的仿冰丝纤维2输送通过前罗拉11的牵引进行输送;
65.s2、经过所述前罗拉11牵引,所述涤锦纤维1与所述仿冰丝纤维2在预加捻筒子12处汇聚,所述预加捻筒子12的顶部设置有用于承载纳米氧化锌颗粒凝胶液3的凹槽121,所述涤锦纤维1与所述仿冰丝纤维2穿过所述凹槽121,所述凹槽121旋转,在所述凹槽121内形成旋涡,且旋涡位于所述涤锦纤维1与所述仿冰丝纤维2的交汇处;
66.s3、所述仿冰丝纤维2自所述凹槽121处吸附所述纳米氧化锌颗粒凝胶液3后,随所述涤锦纤维1穿向预加捻锭子13进行预加捻处理,且该预加捻的锭子13预加捻过程中产生的热量对所述仿冰丝纤维2与所述涤锦纤维1进行加热干燥;
67.s4、完成预加捻的所述涤锦纤维1与所述仿冰丝纤维2穿向下侧的加捻锭子14进行加捻工作后,形成涤锦复合纤维4。
68.进一步的,所述预加捻筒子12顶部的凹槽121与所述预加捻筒子12相对旋转设置,使得所述凹槽121内的纳米氧化锌颗粒凝胶液3围绕所述涤锦纤维1与所述仿冰丝纤维2的交汇点形成旋涡。
69.更进一步的,所述凹槽121呈倒锥形设置,且该凹槽121与所述预加捻筒子12上供所述涤锦纤维1与所述仿冰丝纤维2穿过的通孔122呈偏心设置,所述凹槽121偏心旋转,通过所述凹槽121顶部光滑开口沿挤压所述涤锦纤维1与所述仿冰丝纤维2,进行张紧调节设置。
70.此外,需要详细说明的是,预加捻筒子12的结构采用分层式,包括若干的分筒子120组成,每一个的分筒子120上均开设了一个供纤维穿过的通孔122,并且预加捻筒子12和下方的预加捻锭子13相互配合,均由预加捻锭子13上的皮带传动15进行高速的旋转设置,预加捻锭子13与纤维高速的摩擦,会产生热,对纤维进行干燥。
71.更进一步说明的是,预加捻筒子12顶部的凹槽121在随着预加捻筒子12进行旋转时,也会进行旋转,其中配合旋转结构为,在凹槽121与最上方的分筒子120之间设置了齿轮系122,齿轮系122中的齿圈1221固定设置,恒星齿轮1222随分筒子120旋转设置,齿圈1221与恒星齿轮1222之间的行星齿轮1223与凹槽121连接设置,通过恒星齿轮1222的旋转,使得
分筒子120进行旋转。
72.值得强调的是,在凹槽121进行旋转时,凹槽121内的纳米氧化锌颗粒凝胶液3在随凹槽121的旋转过程中会在凹槽121内形成旋涡,且旋涡的中心刚好与凹槽121上通孔122错开设置,使得纳米氧化锌颗粒分布均匀,不会沉积的同时,又能随冲击进入到纤维交汇点的夹缝中。
73.更进一步说明的是,凹槽121与分筒子120上设置的通孔122呈偏心设置,在凹槽121进行旋转的过程中,凹槽121边沿会对两组的纤维进行触碰挤压,使得纤维出现张紧的调节,进而更好的促进纳米氧化锌颗粒的进入纤维的夹缝。
74.此外,为了避免凹槽内的纳米氧化锌颗粒凝胶液被旋转洒出,在凹槽的顶部还可以设置遮挡,并且每个分筒子120上设置有锥形槽,用于对凹槽流下的纳米氧化锌颗粒凝胶液进行阻挡,并且分筒子120上设置的通孔122的大小与纤维的粗细刚好是适配的,很难使得纳米氧化锌颗粒凝胶液从通孔122向下流淌。
75.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1