一种手工包装盒围框包边成型的方法与流程
1.本发明属于包装盒加工辅助工具和工艺技术领域,特别涉及一种手工包装盒围框包边成型的方法。
背景技术:
2.围框是包装盒的常见部件,围框包边成型工序是包装盒手工制作工艺中要求最高的一项工艺,客户要求的一些特定的包装盒在业内尚无法做到全自动化生产、甚至只能纯手工制作。
3.手工包装盒围框包边成型工序正常生产时首先在裱纸的背面涂胶,然后将裸框沿其边角定位,接着用刮尺手工包边,再贴合成型。因这两道工序的合格率和速度一直不高,且此项工序中,包边、成型工序对操作人员的要求较高,培养一名熟练的包边人员和一名熟练的成型人员需要2个月时间。目前急需一种辅助工具和工艺降低操作要求,提高围框包边成型工艺效率与合格率。
技术实现要素:
4.为了制作一面裸框、三面包边且具有垂直于围框的裱纸的特定围框,本发明提供了一种辅助工具并利用该辅助工具迅速制作特定围框的方法,能降低手工操作的要求、提高围框包边成型工艺效率与合格率。
5.采用的技术方案为一种手工包装盒围框包边成型的方法,包括以下步骤:
6.步骤1.制作待包边的围框:待包边的围框呈条状,由宽度和厚度均相同的第一成型板、第二固定板、第三成型板和第四成型板依次连接组成;
7.步骤2.制作裱纸:裱纸由宽度和厚度均相同的左粘贴片、第一粘贴部、第二粘贴部、第三粘贴部和右粘贴片依次连接组成;左粘贴片的前端、第一粘贴片的前端、第二粘贴片的前端、第三粘贴片的前端和右粘贴片的前端的左右两侧均呈45
°
倾斜型,第一粘贴片、第二粘贴片、第三粘贴片的中部的形状尺寸分别与第一成型板、第二固定板和第三成型板的形状尺寸相匹配,左粘贴片的后端、第一粘贴片的后端、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端均呈长方型或圆角长方型;
8.步骤3.将待包边的围框与裱纸贴合:使第一粘贴片的中部、第二粘贴片的中部和第三粘贴片的中部依次贴于第一成型板的下方、第二固定板的下方和第三成型板的下方,左粘贴片位于第一成型板的左侧且不与第一成型板贴合;
9.步骤4.制作辅助工具:辅助工具由底板、设于底板上方前侧的阻板和设于底板上方后侧的包边板组成,且底板与阻板的后侧面形成垂直夹角、底板与包边板的前侧面形成垂直夹角;阻板和包边板之间为围框放置区,所述围框放置区的宽度与围框的宽度相同、围框放置区的长度不小于围框的长度;包边板由上层翻转板和下层固定板组成,上层翻转板的下表面前端和下层固定板的上表面前端通过布基胶带连接,使上层翻转板能以下层固定板的上表面前端为转轴向围框放置区至少翻转90
°
,下层固定板的高度等于围框的厚度与
裱纸的厚度之和;
10.步骤5.围框放入辅助工具:将步骤3中贴合了裱纸的呈条状的围框放入辅助工具的围框放置区,第一粘贴片的左端与围框放置区的左端对齐,左粘贴片位于围框放置区的左端外;将第一粘贴片的前端、第二粘贴片的前端、第三粘贴片的前端和右粘贴片的前端折叠至紧贴阻板的后侧面,使第一粘贴片的前端、第二粘贴片的前端、第三粘贴片的前端和右粘贴片的前端均垂直于围框上表面;将第一粘贴片的后端、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端折叠至紧贴包边板的前侧面,使第一粘贴片的后端、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端均垂直于围框上表面;
11.步骤6.围框包边:以下层固定板的上表面前端为转轴、将上层翻转板向围框放置区翻转90
°
,使第一粘贴片的后端、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端全部贴于围框上表面;
12.步骤7.围框成型:将上层翻转板翻转回下层固定板上,保持第二固定板不动、折叠第一成型板、第三成型板和第四成型板使围框折成长方框型,再用左粘贴片贴住第四成型板使围框首尾相接成型。
13.而且,步骤1中第二固定板和第四成型板为围框的两个长边,第一成型板和第三成型板为围框的两个短边,第一成型板、第二固定板、第三成型板和第四成型板的相邻处均通过布基胶带连接。
14.而且,步骤3中使用水胶带贴合待包边的围框与裱纸。
15.而且,步骤4中阻板固定于底板上,阻板的高度大于裱纸的前端的宽度,阻板的高度大于围框的厚度与裱纸的厚度之和。
16.而且,步骤4中包边板的高度大于裱纸的后端的宽度。
17.而且,步骤6中翻转上层翻转板前对围框上表面涂胶,所述使第一粘贴片的后端、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端全部贴于围框上表面是指第一粘贴片的后端贴于第一成型板上表面、第二粘贴片的后端贴于第二固定板上表面、第三粘贴片的后端贴于第三成型板上表面、右粘贴片的后端贴于第四成型板上表面。
18.与现有技术相比,本方案的有益效果在于:1、利用辅助工具仅需翻转一次上层翻转板就能将第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端全部贴于围框上表面,显著减少手工贴合的次数、同时提高了贴合的精度和合格率;2、围框成型时因为第二固定板在围框放置区内保持不动,所以能确保折叠时第一成型板和第三成型板有一部分被卡在阻板和包边板之间,进而确保折叠时第一成型板与第二固定板垂直、第三成型板与第二固定板垂直,避免了纯手工制作时围框折叠中常出现的板相邻处无法垂直对准导致返工的情况,提高了合格率;3、包边板由上层翻转板和下层固定板组成,使上层翻转板能以下层固定板的上表面前端为转轴向围框放置区反复翻转,即该辅助工具能多次使用,提升围框包边成型工序的产品一致性;4、下层固定板的高度等于围框的厚度与裱纸的厚度之和,使上层翻转板翻转90
°
时恰好将裱纸的后端贴至围框上表面;5、左粘贴片、第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的前端的左右两侧均呈45
°
倾斜型,确保围框成型后垂直于围框的裱纸相互之间不影响。
附图说明
19.图1为待包边的围框与裱纸贴合的示意图;
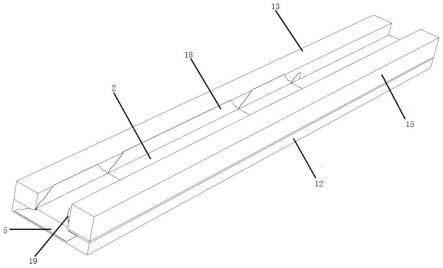
20.图2为辅助工具的结构示意图;
21.图3为围框放入辅助工具中的结构示意图;
22.图4为翻转上层翻转板进行围框包边的示意图;
23.图5为围框成型的示意图;
24.图6为本方法制作出的一面裸框、三面包边且具有垂直于围框的裱纸的特定围框;
25.附图标记说明:第一成型板1、第二固定板2、第三成型板3、第四成型板4、左粘贴片5、第一粘贴部6、第二粘贴部7、第三粘贴部8、右粘贴片9、前端的左右两侧均呈45
°
倾斜型10、长方型或圆角长方型11、底板12、阻板13、围框放置区14、上层翻转板15、下层固定板16、下层固定板的上表面前端为转轴17、第二粘贴片的前端18、第一粘贴片的后端19。
具体实施方式
26.下面结合附图和实施例对本发明进行详细具体说明,本发明的内容不局限于以下实施例。
27.为了制作一面裸框、三面包边且具有垂直于围框的裱纸的特定围框,所采用的一种手工包装盒围框包边成型的方法,包括以下步骤:
28.步骤1.制作待包边的围框:待包边的围框呈条状,由宽度和厚度均相同的第一成型板1、第二固定板2、第三成型板3和第四成型板4依次连接组成;其中第二固定板和第四成型板为围框的两个长边,第一成型板和第三成型板为围框的两个短边,第一成型板、第二固定板、第三成型板和第四成型板的相邻处均通过布基胶带连接;
29.步骤2.制作裱纸:裱纸由宽度和厚度均相同的左粘贴片5、第一粘贴部6、第二粘贴部7、第三粘贴部8和右粘贴片9依次连接组成;左粘贴片、第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的前端的左右两侧均呈45
°
倾斜型10,确保围框成型后垂直于围框的裱纸相互之间不影响。第一粘贴片、第二粘贴片、第三粘贴片的中部的形状尺寸分别与第一成型板、第二固定板和第三成型板的形状尺寸相匹配,左粘贴片、第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端均呈长方型或圆角长方型11;
30.步骤3.将待包边的围框与裱纸贴合:如图1所示,使第一粘贴片、第二粘贴片和第三粘贴片的中部依次贴于第一成型板、第二固定板和第三成型板的下方,左粘贴片位于第一成型板的左侧且不与第一成型板贴合;
31.步骤4.制作辅助工具:辅助工具如图2所示由底板12、设于底板上方前侧的阻板13和设于底板上方后侧的包边板组成,且底板与阻板的后侧面形成垂直夹角、底板与包边板的前侧面形成垂直夹角;阻板和包边板之间为围框放置区14,所述围框放置区的宽度与围框的宽度相同、围框放置区的长度不小于围框的长度;包边板由上层翻转板15和下层固定板16组成,上层翻转板的下表面前端和下层固定板的上表面前端通过布基胶带连接,使上层翻转板能以下层固定板的上表面前端为转轴17向围框放置区至少翻转90
°
,下层固定板的高度等于围框的厚度与裱纸的厚度之和、从而使步骤6中上层翻转板翻转90
°
时恰好将裱纸的后端贴至围框上表面;
32.步骤5.围框放入辅助工具:如图3所示,将步骤3中贴合了裱纸的呈条状的围框放
入辅助工具的围框放置区,第一粘贴片的左端与围框放置区的左端对齐,左粘贴片位于围框放置区的左端外;将第一粘贴片的前端、第二粘贴的前端片18、第三粘贴片的前端和右粘贴片的前端折叠至紧贴阻板的后侧面,使第一粘贴片的前端、第二粘贴片的前端18、第三粘贴片的前端和右粘贴片的前端均垂直于围框上表面;将第一粘贴片的后端19、第二粘贴片的后端、第三粘贴片和右粘贴片的后端折叠至紧贴包边板的前侧面,使第一粘贴片的后端19、第二粘贴片的后端、第三粘贴片的后端和右粘贴片的后端均垂直于围框上表面;
33.步骤6.围框包边:如图4所示,以下层固定板的上表面前端为转轴、将上层翻转板向围框放置区翻转90
°
,使第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端全部贴于围框上表面;若采用纯手工贴合此步骤需要进行四次贴合操作,但采用辅助工具仅需翻转一次上层翻转板即可,显著减少手工贴合的次数、同时提高了贴合的精度和合格率;
34.步骤7.围框成型:如图5所示,将上层翻转板翻转回下层固定板上,保持第二固定板2不动、折叠第一成型板1、第三成型板3和第四成型板4使围框折成长方框型,再用左粘贴片5贴住第四成型板使围框首尾相接成型,即得到如图6所示的一面裸框、三面包边且具有垂直于围框的裱纸的特定围框。
35.步骤7中因为第二固定板在围框放置区内保持不动,所以能确保折叠时第一成型板和第三成型板有一部分被卡在阻板和包边板之间,进而确保折叠时第一成型板与第二固定板垂直、第三成型板与第二固定板垂直,避免了纯手工制作时围框折叠中常出现的板相邻处无法垂直对准导致返工的情况,提高了合格率。
36.而且,步骤3中可使用水胶带贴合待包边的围框与裱纸。
37.为了确保步骤5中能将第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端折叠至紧贴包边板的前侧面,能将第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端均垂直于围框上表面,需要步骤4中阻板的高度大于裱纸的前端的宽度,阻板的高度大于围框的厚度与裱纸的厚度之和,包边板的高度大于裱纸的后端的宽度。
38.而且,步骤4中阻板固定于底板上,包边板的位置则可以调整便于适用于制作不同宽度尺寸的围框,例如将下层固定板与底板的连接方式采用粘贴方式或可拆卸卡扣连接,从结构上使包边板能相对于底板移动,制作不同宽度尺寸的围框时,先将围框放入围框放置区再用下层固定板贴紧围框、从而确定下层固定板应该设置的具体位置、再将下层固定板粘贴于或卡于底板上方后侧。
39.而且,步骤6中翻转上层翻转板前对围框上表面涂胶,所述使第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端全部贴于围框上表面是指第一粘贴片的后端贴于第一成型板上表面、第二粘贴片的后端贴于第二固定板上表面、第三粘贴片的后端贴于第三成型板上表面、右粘贴片的后端贴于第四成型板上表面。
40.与现有技术相比,本方案的有益效果在于:1、利用辅助工具仅需翻转一次上层翻转板就能将第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的后端全部贴于围框上表面,显著减少手工贴合的次数、同时提高了贴合的精度和合格率;2、围框成型时因为第二固定板在围框放置区内保持不动,所以能确保折叠时第一成型板和第三成型板有一部分被卡在阻板和包边板之间,进而确保折叠时第一成型板与第二固定板垂直、第三成型板与第二固定板垂直,避免了纯手工制作时围框折叠中常出现的板相邻处无法垂直对准导致返工的情况,提高了合格率;3、包边板由上层翻转板和下层固定板组成,使上层翻转板能以下层固定
板的上表面前端为转轴向围框放置区反复翻转,即该辅助工具能多次使用,提升围框包边成型工序的产品一致性;4、下层固定板的高度等于围框的厚度与裱纸的厚度之和,使上层翻转板翻转90
°
时恰好将裱纸的后端贴至围框上表面;5、左粘贴片、第一粘贴片、第二粘贴片、第三粘贴片和右粘贴片的前端的左右两侧均呈45
°
倾斜型,确保围框成型后垂直于围框的裱纸相互之间不影响。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1