一种优化超细天丝混合产品质量的预开松工艺的制作方法
1.本发明属于精纺毛纱原料处理工艺技术领域,具体是指一种优化超细天丝混合产品质量的预开松工艺。
背景技术:
2.随着生活水平的提高,人们对纺织品的消费观念发生了改变,对纺织品的要求日益增加,更多地追求服饰的自然、休闲,体现绿色健康理念,体现产品的个性化、多样化、高品质化和时尚化。天丝作为“21世纪的绿色纤维”是最典型的环保绿色纤维,已经广泛被应用于服装领域。羊毛天丝面料集合了多种面料优点于一身,具有棉布的舒适性,涤纶的韧性强度及真丝的的柔软垂感。但是在精梳毛纺领域却有一定的生产局限性,主要是因为天丝纤维的表面滑爽、抱合力差,在纺纱前纺加工过程中,经常会出现粘卷及牵伸不开等现象,且毛粒很多,严重影响生产效率、制成率和纱线质量。为了解决上述问题,研发出一种优化超细天丝混合产品质量的预开松工艺。
技术实现要素:
3.为了解决上述难题,本发明提供了一种优化超细天丝混合产品质量的预开松工艺。
4.1.为了实现上述功能,本发明采取的技术方案如下:一种优化超细天丝混合产品质量的预开松工艺,包括以下步骤
5.(1).染色;
6.(2).干燥;
7.(3).天丝预开松;
8.(4).毛天丝纺纱。
9.进一步地,所述染色选择天丝染色程序,柔软剂用0.3% delion tsc-202和0.3% tsc-500,染色每锭装3个毛球。
10.进一步地,所述干燥中羊毛不加柔软剂复洗,天丝在stalam机器上干燥2~3次。
11.进一步地,所述天丝预开松采用天丝牵引机,天丝牵引机从天丝进入依次经过喂入皮辊、喂入罗拉、牵引皮辊、牵引罗拉、出条皮辊、出条罗拉、感应器、天丝条桶和圈条器,将天丝牵引机中的喂入皮辊换成橡胶材质的喂入皮辊,喂入皮辊的直径为80mm,长为270mm,厚度为8mm。喂入罗拉速度18m/min,在喂入罗拉下面有匹配的尺寸对应的喂入压辊,可以有效减少天丝纤维的损伤,感应器感应到断头时,使机器停止运作,保证天丝条干均匀。
12.进一步地,所述天丝牵引机中牵引皮辊和牵引罗拉设有三组,牵引罗拉对称设于牵引皮辊下,牵伸罗拉速度依次为25m/min、30m/min和35m/min,在喂入皮辊和喂入罗拉至出条皮辊和出条罗拉两侧有真空吸风式自动清洁装置,将飞散在空气中的灰尘、飞花等吸入滤尘箱内,保证天丝条的清洁度。
13.所述天丝牵引机中出条罗拉速度为50m/min,牵伸皮辊和出条皮辊上均套接绒套。
14.所述天丝牵引机中在喂入、牵伸以及出条部分的两侧均有加压装置,加压力一般为5~10kg,天丝出条以摆线形式圈入天丝条桶内,条桶内有弹簧,为了保持条子圈条规则。
15.所述毛天丝纺中纱纺单纱做两次精梳;纺双纱时做一次精梳,在原料回潮较低的情况下,不加任何和毛油,在第四次针梳时增加湿度。
16.所述毛天丝纺中的工序为:
17.精梳:针板规格采用3针/cm,运行速度120m/min;
18.混条:针板规格采用圆针,4针/cm,运行速度150m/min;
19.一次针梳:针板规格-采用扁针,5针/cm,运行速度150m/min;
20.二次三次针梳:针板规格-采用扁针,6针/cm,运行速度150m/min;
21.四次针梳:针板规格-采用扁针,7针/cm,运行速度150m/min;
22.五次针梳:针板规格-采用扁针,7针/cm,运行速度200m/min;
23.六次针梳:针板规格-采用扁针,8针/cm,运行速度200m/min。
24.所述细纱的摇架压力为3.0bar,钢丝钩为采用自润滑钢丝钩,车速8000rpm/min。
25.本发明采取上述结构取得有益效果如下:本发明提供的一种优化超细天丝混合产品质量的预开松工艺操作简单,机构紧凑,设计合理,通过本预开松工艺能有效将天丝开松,更好的与羊毛混合,改善毛天丝混纺产品的前纺运行状况,提高生产效率、原料制成率,提升纱线品质,在纺纱时能有效提高天丝与毛混合的均匀度,减少粘卷、毛粒的产生,改善牵伸不开问题,提高生产效率和制成率。
附图说明
26.图1为本发明提出的一种优化超细天丝混合产品质量的预开松工艺的工艺流程图;
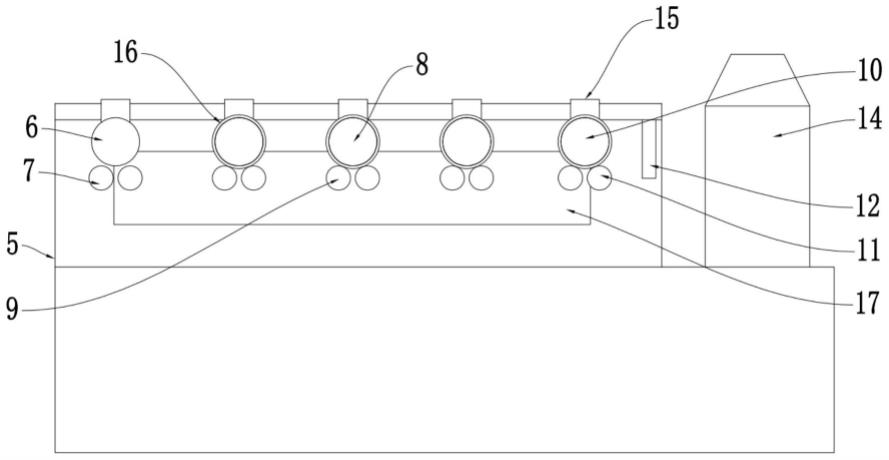
27.图2为本发明提出的一种优化超细天丝混合产品质量的预开松工艺的工艺中天丝牵引机的内部结构图。
28.其中,1、染色,2、干燥,3、天丝预开松,4、毛天丝纺纱,5、天丝牵引机,6、喂入皮辊,7、喂入罗拉,8、牵引皮辊,9、牵引罗拉,10、出条皮辊,11、出条罗拉,12、感应器,13、天丝条桶,14、圈条器,15、加压装置,16、绒套,17、真空吸风式自动清洁装置。
具体实施方式
29.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。以下结合附图,对本发明做进一步详细说明。
31.如图1所示,本发明提出的一种优化超细天丝混合产品质量的预开松工艺,,包括以下步骤
32.(1).染色;
33.(2).干燥;
34.(3).天丝预开松;
35.(4).毛天丝纺纱。
36.进一步地,所述染色选择天丝染色程序,柔软剂用0.3% delion tsc-202和0.3% tsc-500,染色每锭装3个毛球。
37.进一步地,所述干燥中羊毛不加柔软剂复洗,天丝在stalam机器上干燥2~3次。
38.如图2所示,所述天丝预开松采用天丝牵引机5,天丝牵引机5从天丝进入依次经过喂入皮辊6、喂入罗拉7、牵引皮辊8、牵引罗拉9、出条皮辊10、出条罗拉11、感应器12、天丝条桶13和圈条器14,将天丝牵引机5中的喂入皮辊6换成橡胶材质的喂入皮辊6,喂入皮辊6的直径为80mm,长为270mm,厚度为8mm。喂入罗拉7速度18m/min,在喂入罗拉7下面有匹配的尺寸对应的喂入压辊,可以有效减少天丝纤维的损伤,感应器12感应到断头时,使机器停止运作,保证天丝条干均匀。
39.如图2所示,所述天丝牵引机5中牵引皮辊8和牵引罗拉9设有三组,牵引罗拉9对称设于牵引皮辊8下,牵伸罗拉速度依次为25m/min、30m/min和35m/min,在喂入皮辊6和喂入罗拉7至出条皮辊10和出条罗拉11两侧有真空吸风式自动清洁装置17,将飞散在空气中的灰尘、飞花等吸入滤尘箱内,保证天丝条的清洁度。
40.如图2所示所述天丝牵引机5中出条罗拉11速度为50m/min,牵伸皮辊和出条皮辊上均套接绒套16。
41.如图2所示所述天丝牵引机5中在喂入、牵伸以及出条部分的两侧均有加压装置15,加压力一般为5~10kg,天丝出条以摆线形式圈入天丝条桶13内,条桶内有弹簧,为了保持条子圈条规则。
42.所述毛天丝纺中纱纺单纱做两次精梳;纺双纱时做一次精梳,在原料回潮较低的情况下,不加任何和毛油,在第四次针梳时增加湿度。
43.所述毛天丝纺中的工序为:
44.精梳:针板规格采用3针/cm,运行速度120m/min;
45.混条:针板规格采用圆针,4针/cm,运行速度150m/min;
46.一次针梳:针板规格-采用扁针,5针/cm,运行速度150m/min;
47.二次三次针梳:针板规格-采用扁针,6针/cm,运行速度150m/min;
48.四次针梳:针板规格-采用扁针,7针/cm,运行速度150m/min;
49.五次针梳:针板规格-采用扁针,7针/cm,运行速度200m/min;
50.六次针梳:针板规格-采用扁针,8针/cm,运行速度200m/min。
51.所述细纱的摇架压力为3.0bar,钢丝钩为采用自润滑钢丝钩,车速8000rpm/min。
52.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1