一种抗起毛起球纱线及其制备方法与流程
本技术涉及纺织品,更具体地说,它涉及一种抗起毛起球纱线及其制备方法。
背景技术:
1、马海毛混纺拉毛纱是一种采用幼马海毛、美丽奴羊毛、锦纶和弹性纤维混纺得到的一种拉毛纱,手感丰富、毛感足,弹力好,并且具有仿毛呢面料的效果,适合用于织造秋冬毛衫、外套和仿皮披肩等产品。
2、但是,马海毛混纺拉毛纱中含有大量羊毛,所以只要与采用马海毛混纺拉毛纱织造的产品接触摩擦,产品表面的羊毛就会相互缠绕,变成球状,从而产生起球的现象。
技术实现思路
1、为了提高纱线的抗起球性能,本技术提供一种抗起毛起球纱线及其制备方法。
2、第一方面,本技术提供一种抗起毛起球纱线,采用如下的技术方案:
3、一种抗起毛起球纱线,由粗纱和尼龙长丝进行花捻和拉毛制得;
4、所述粗纱由特种动物纤维和羊毛纤维混纺制得;
5、所述特种动物纤维的长度为55mm,直径为21mic;
6、羊毛纤维的直径为19.5mic,弯曲度为63deg/mm。
7、本技术采用的特种动物纤维是选用哈萨克斯坦的克什米尔山羊与安哥拉山羊杂交的羊所产的羊毛,它具有马海毛的光泽度和滑度,同时兼具了中国本土山羊绒的亲肤度,但是价格远低于同等马海毛的单价,大大降低了同类型产品的成本。同时,特种动物纤维的卷曲度优于马海毛以及山羊绒,所以采用特种动物纤维纺织的织物比羊绒及其马海类的织物的要蓬松。
8、本技术采用的羊毛纤维是选用内蒙古特种羊毛,先通过16道梳毛工艺,再经过丝光处理,得到的特定直径和弯曲度的羊毛纤维,具有良好的滑度和蓬松度。
9、通过采用上述技术方案,采用本技术特种动物纤维、羊毛纤维混纺得到的粗纱和尼龙长丝混纺制得的抗起毛起球纱线,一方面,特种动物纤维的长度远大于普通羊绒纤维(32mm)的长度,直径介于山羊绒(18.5mic)和马海毛(25mic)之间,提高了纱线单位截面上纤维根数,提高了加捻效率。因此,提高了所得抗起毛起球纱线的成纱强力,减少了抗起毛起球纱线断纱和掉毛的情况发生,提高了抗起毛起球纱线的抗起毛起球性能。
10、另一方面,特种动物纤维和羊毛纤维的蓬松度较好,且表面较为光滑,不易被摩擦起球,有利于提高抗起毛起球纱线的抗起毛起球性能,并且所得抗起毛起球纱线的手感更细腻、亲肤。同时,尼龙长丝可提高特种动物纤维和羊毛纤维的抱合度,减少特种动物纤维和羊毛纤维的掉落,减少抗起毛起球纱线掉毛,有利于进一步提高了抗起毛起球纱线的抗起毛起球性能。
11、因此,采用本技术特种动物纤维、羊毛纤维混纺得到的粗纱和尼龙长丝混纺制得的抗起毛起球纱线,具有抗起毛起球性能优异,手感细腻、亲肤、蓬松,成本低的优势。
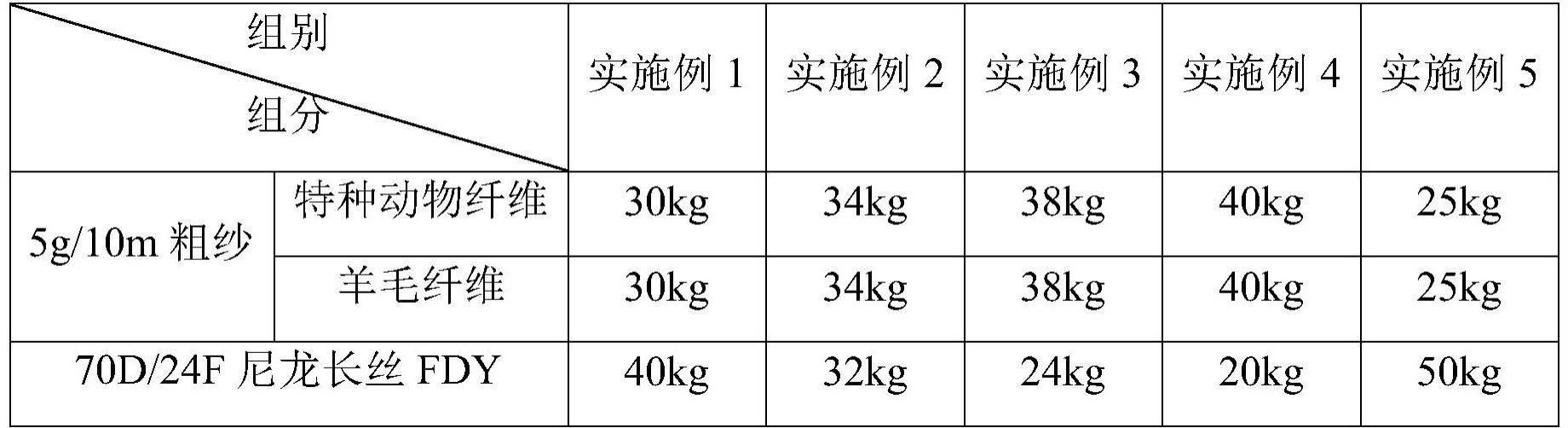
12、优选的,所述粗纱按重量百分比计算,由30-50%特种动物纤维和50-70%羊毛纤维混纺制得。
13、通过采用上述技术方案,将特种动物纤维和羊毛纤维按上述重量百分比进行混纺制备得到的粗纱,抱合度较高,成纱强力较强,且表面较为光滑,毛绒感高,不易掉毛、断纱,有利于提高抗起毛起球纱线的抗起毛起球性能和手感。
14、优选的,所述抗起毛起球纱线,按重量百分比计算,由60-76%粗纱和24-40%尼龙长丝混纺制得。
15、通过采用上述技术方案,将粗纱和尼龙长丝按上述重量百分比进行混纺制备得到的粗纱,有利于提高粗纱中特种动物纤维和羊毛纤维的抱合度,减少抗起毛起球纱线掉毛,有利于提高抗起毛起球纱线的抗起毛起球性能。
16、优选的,所述尼龙长丝的规格为40d/12f-70d/24f。
17、通过采用上述技术方案,上述规格的尼龙长丝具有良好的强度和弹性,有利于提高尼龙长丝和粗纱的抱合度,减少纱线掉毛,提高纱线的抗起毛抗起球性能。
18、第二方面,本技术提供一种抗起毛起球纱线的制备方法,采用如下的技术方案:
19、一种抗起毛起球纱线的制备方法,包括如下制备步骤:
20、s1粗纱的制备:
21、先将特种动物纤维和羊毛纤维混棉后,喷洒调理剂,得到预处理的纤维;然后再将预处理的纤维进行抓棉、开松除杂、梳棉、并条、粗纱,得到粗纱;
22、s2粗纱和尼龙长丝进行花捻、拉毛:
23、先采用尼龙长丝作为压线和芯线,粗纱作为浮线,进行花捻,制作出圈圈纱;然后再将圈圈纱进行拉毛后,得到抗起毛起球纱线。
24、通过采用上述技术方案,在s1粗纱的制备中,通过对预处理的纤维进行抓棉、开松除杂、梳棉、并条、粗纱处理后,不仅除去了纤维中的超短纤维和其他杂质,提高了纤维的品质,还提高了纤维的均匀度,提高了所得粗纱条干均匀程度。因此,采用品质好、条干均匀的粗纱与尼龙长丝进行花捻,一方面,有利于提高尼龙长丝和粗纱的抱合度,减少最终所得纱线掉毛的情况发生,提高抗起毛起球纱线的抗起毛起球性能。另一方面,有利于提高所得圈圈纱的饱满度和蓬松度,提高最终所得纱线的保暖性和手感。
25、优选的,所述s1粗纱的制备中,调理剂按由和毛油、抗静电剂和净化水混合组成。
26、通过采用上述技术方案,在混棉的特种动物纤维和羊毛纤维表面喷洒调理剂进行预处理,并吸附在纤维表面的调理剂对纤维进行保护,提高了纤维的平滑度、柔软性和抗静电性,减少了纤维在抓棉、开松除杂、梳棉等工艺中,因摩擦或静电等原因导致纤维发生散毛、缠绕和断头等现象发生,提高了纤维的加工性能。
27、优选的,所述s1粗纱的制备中,预处理的纤维进行抓棉、开松除杂后,进行三次梳棉。
28、通过采用上述技术方案,对纤维进行三次梳棉,不仅有利于提高纤维棉条的均匀性,提高纤维棉条的品质,还有利于减少纤维的损伤,从而减少纤维不易掉毛,有利于提高抗起毛起球纱线的抗起毛起球性能和手感。
29、优选的,所述s1粗纱的制备中,并条包括第一道并条和第二道并条;所述第一道并条的出条定量为20.7-21.3g/5m,后区牵伸倍数为1.7-1.8;第二道并条的出条定量为21.8-22.2g/5m,后区牵伸倍数为1.3-1.4。
30、通过采用上述技术方案,通过对梳棉得到的生条进行两道并条处理,通过控制第一道并条和第二道并条的工艺参数,有利于改善长纤维变短、短纤维断裂的问题,有利于提高所得抗起毛起球纱线的可纺性。
31、优选的,所述s1粗纱的制备步骤中,粗纱的出条速度为24-28m/min,出条定量为5-7g/10m,后区牵伸倍数为1.2-1.3。
32、通过采用上述技术方案,通过优化粗纱工序中的工艺参数,有利于得到条干均匀的粗纱,有利于减少粗纱与尼龙长丝在花捻出现断裂或掉毛等情况发生。
33、优选的,所述s2粗纱和尼龙长丝进行花捻、拉毛中,花捻的空心捻度为570-800t/m,环锭捻度为200-236t/m,捻向为z,牵伸倍数为9-12.6,超喂率为0.88-2.03。
34、通过采用上述技术方案,通过优化花捻工序中的工艺参数,有利于得到提高尼龙长丝和粗纱的抱合度,得到饱满、蓬松的圈圈纱,提高最终所得纱线的保暖性和手感。
35、综上所述,本技术具有以下有益效果:
36、1、本技术采用尼龙长丝与特种动物纤维、羊毛纤维混纺所得的粗纱进行混纺,由于本技术采用的特种动物纤维和羊毛纤维的蓬松度好,亲肤,表面光滑,不易被摩擦起球,同时,具有弹力的尼龙长丝,可提高两种纤维的抱合度,减少纤维掉毛,因此,制得的抗起毛起球纱线,具有抗起毛起球性能优异,手感细腻、亲肤、蓬松,成本低的优势;
37、2、在本技术抗起毛起球纱线的制备方法中,先特种动物纤维和羊毛纤维进行混棉、喷洒调理剂、抓棉、开松除杂和梳棉等工序后,再将得到的粗纱与尼龙长丝进行花捻,通过优化花捻工序中的工艺参数,不仅可提粗纱中特种动物纤维、羊毛纤维的抱合度,减少纤维掉毛,还可提高所得圈圈纱的饱满度和蓬松度,有利于提高抗起毛起球纱线的抗起毛起球性能优异、手感好和保暖性。
- 还没有人留言评论。精彩留言会获得点赞!