一种用于纸盒自动拼装的拼板机的制作方法
1.本实用新型涉及拼板机技术领域,尤其涉及一种用于纸盒自动拼装的拼板机。
背景技术:
2.纸盒包装是包装行业中最常见的一种包装方式。近年来,由于纸盒包装既能提高产品在运输过程中的安全性,精美的包装盒又能吸引消费者,增加产品附加值的同时,对商品的销售起到重要作用,因此纸盒包装得到了越来越多生产者的喜爱,被广泛运用于各种行业中,如用于食品、医药、电子等各种产品的销售包装。
3.现有的纸盒,一般都是由印刷厂制成成型纸板,再由人工将成型纸板折弯整型,然后进行打胶粘贴或装订器装订后定型,最后完成纸盒的成型过程。但是人工折盒的方式不仅大大降低了生产效率,增加了生产成本,而且人工拼装纸盒稳定性差。有鉴于此,发明人进行了新的发明。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足,提供一种用于纸盒自动拼装的拼板机,其具有生产效率高、生产成本低和稳定性强的特点。
5.为实现上述目的,本实用新型是一种用于纸盒自动拼装的拼板机,包括机架,还包括:压板机构,所述压板机构用于拼接及固定第一侧板和第二侧板;第一送料机构,所述第一送料机构设置有第一传送机构,第一送料机构和第一传送机构相互配合用于传送第一侧板至压板机构;第二送料机构,所诉第二送料机构设置有第二传送机构,第二送料机构和第二传送机构相互配合用于传送第二侧板至压板机构;折板机构,所述折板机构用于折叠底板,折板机构与压板机构相互配合用于拼接纸盒;推送机构,所述推送机构用于传送拼接好的纸盒。
6.进一步的,所述压板机构包括安装座,安装座设置有升降机构、模具和第一驱动装置,所述升降机构包括滑座和与滑座滑动连接的升降板,所述第一驱动装置驱动升降板沿滑座上下产生位移,升降板驱动模具上下产生位移。
7.更进一步的,所述模具两侧设置有至少一个用于吸附第一侧板和第二侧板的吸附孔。
8.进一步的,所述第一送料机构包括安装架,安装架设置有线性模组和用于放置物料的放料架,所述线性模组通过连接板设置有多个推块,线性模组驱动推块推送物料。
9.优选的,所述放料架包括第一限位板、第二限位板、第三限位板和第四限位板,第一限位板和第二限位板对称设置,第三限位板和第四限位板对称设置,第一限位板和第二限位板底部均与安装架设置有间隙,推块推动物料穿过间隙沿安装架运动。
10.进一步的,所述第一传送机构包括旋转气缸、气缸a和吸盘架,所述吸盘架设置于气缸a,吸盘架设置有多个吸盘,旋转气缸驱动气缸a运动,气缸a驱动吸盘架运动,吸盘架驱动吸盘将第一侧板传送至压板机构。
11.进一步的,所述折板机构包括相对设置的前折板机构和后折板机构,前折板机构包括安装板、折板、气缸b和气缸c,所述气缸b和气缸c设置于安装板,气缸b和气缸c均设置有推动块,气缸b和气缸c驱动推动块,推动块驱动折板运动。
12.优选的,所述前折板机构和后折板机构均设置有第一调节机构,所述第一调节机构包括固定块、丝杆装置、调节手轮和与安装板滑动连接的导轨,固定块与安装板固定连接,所述丝杆装置包括丝杆连接座和与丝杆连接座连接的丝杆组件,丝杆连接座与机架固定连接,所述丝杆组件一端与固定块活动连接,另一端连接有调节手轮,所述调节手轮驱动丝杆组件转动,丝杆组件驱动安装板沿导轨运动。
13.进一步的,所述推送机构包括第二驱动装置、齿轮、推送杆和推板,所述齿轮与推送杆啮合,第二驱动装置驱动齿轮运动,齿轮驱动推送杆运动,推送杆驱动推板运动。
14.优选的,所述第一送料机构和第二送料机构还设置有用于调节位置的第二调节机构。
15.有益效果:与现有技术相比,本实用新型是一种用于纸盒自动拼装的拼板机,包括机架,还包括:压板机构,所述压板机构用于拼接及固定第一侧板和第二侧板;第一送料机构,所述第一送料机构设置有第一传送机构,第一送料机构和第一传送机构相互配合用于传送第一侧板至压板机构;第二送料机构,所诉第二送料机构设置有第二传送机构,第二送料机构和第二传送机构相互配合用于传送第二侧板至压板机构;折板机构,所述折板机构用于折叠底板,折板机构与压板机构相互配合用于拼接纸盒;推送机构,所述推送机构用于传送拼接好的纸盒;本实用新型具有如下优点:1.采用自动送料及拼装技术,缩短加工时间,有效提高生产效率;2.减少劳动力,利于降低企业生产成本;3.使用方便,生产流程稳定,提高产品的一致性。
附图说明
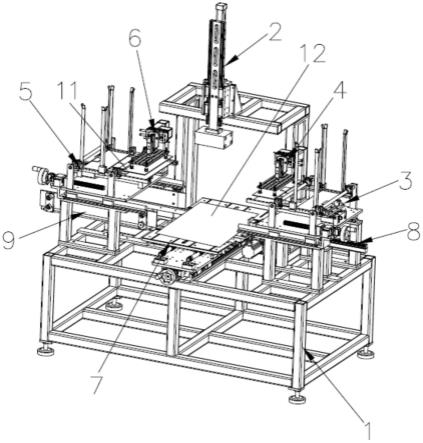
16.图1为本实用新型的立体示意图。
17.图2为本实用新型的压板机构结构示意图。
18.图3为本实用新型的第一传送机构结构示意图。
19.图4为本实用新型的第一送料机构结构示意图。
20.图5为本实用新型的折板机构和定型机构结构示意图。
21.图6为本实用新型的第一调节机构结构示意图。
22.图7为本实用新型的推送机构结构示意图。
23.附图标记包括:
24.机架
‑‑
1,压板机构
‑‑
2,安装座
‑‑
21,升降机构
‑‑
22,滑座
‑‑
221,升降板
‑‑
222,模具
‑‑
23,吸附孔
‑‑
231,第一驱动装置
‑‑
24,第一送料机构
‑‑
3,安装架
‑‑
31,线性模组
‑‑
32,放料架
‑‑
33,第一限位板
‑‑
331,第二限位板
‑‑
332,第三限位板
‑‑
333,第四限位板
‑‑
334,间隙
‑‑
335,连接板
‑‑
34,推块
‑‑
35,第二调节机构
‑‑
36,第一传送机构
‑‑
4,旋转气缸
‑‑
41,气缸a
‑‑
42,吸盘架
‑‑
43,吸盘
‑‑
44,第二送料机构
‑‑
5,第二传送机构
‑‑
6,折板机构
‑‑
7,前折板机构
‑‑
71,安装板
‑‑
711,折板
‑‑
712,气缸b
‑‑
713,气缸c
‑‑
714,推动块
‑‑
715,后折板机构
‑‑
72,第一调节机构
‑‑
73,固定块
‑‑
731,丝杆装置
‑‑
732,调节手轮
‑‑
733,导轨
‑‑
734,丝杆连接座
‑‑
735,丝杆组件
‑‑
736,位置显示器
‑‑
737,推送机构
‑‑
8,第二驱动装置
‑‑
81,伺服
电机
‑‑
811,减速机
‑‑
812,齿轮
‑‑
82,推送杆
ꢀ‑‑
83,推板
‑‑
84,定型机构
‑‑
9,第一压板
‑‑
91,第二压板
‑‑
92,薄板部
ꢀ‑‑
93,第一侧板
‑‑
10,第二侧板
‑‑
11,底板
‑‑
12。
具体实施方式
25.下面结合附图1至7对本实用新型进行详细的说明。
26.本实用新型是一种用于纸盒自动拼装的拼板机。该设备包括机架 1,还包括:压板机构2,所述压板机构2用于拼接及固定第一侧板 10和第二侧板11;第一送料机构3,所述第一送料机构3设置有第一传送机构4,第一送料机构3和第一传送机构4相互配合用于传送第一侧板10至压板机构2;第二送料机构5,所诉第二送料机构5设置有第二传送机构6,第二送料机构5和第二传送机构6相互配合用于传送第二侧板11至压板机构2;折板机构7,所述折板机构7用于折叠底板12,折板机构7与压板机构2相互配合用于拼接纸盒;推送机构8,所述推送机构8用于传送拼接好的纸盒。设备运行时,先是将涂覆好胶水的纸盒底板12放置于设备中,而后第一送料机构3 和第一传送机构4将第一侧板10传送至压板机构2,同时第二送料机构5和第二传送机构6也将第二侧板11传送至压板机构2,压板机构2同时吸附两侧板并向下运动,将两侧板与底板12相互拼接,并同时压住底板12,防止底板12移位,接着折板机构7将底板12 的前后两侧折起,与两侧板拼接,纸盒成型,最后,推动机构将成型好的纸盒推出。
27.本实用新型主要运用于纸盒的生产中,采用自动送料及拼装技术,缩短加工时间,有效提高生产效率,另一方面,减少劳动力,利于降低企业生产成本,并且使用方便,生产流程稳定,提高了产品的一致性,克服传统使用人工折盒,效率低下,产品稳定性差等问题。
28.本技术方案中,所述压板机构2包括安装座21,安装座21设置有升降机构22、模具23和第一驱动装置24,所述升降机构22包括滑座221和与滑座221滑动连接的升降板222,所述第一驱动装置24 驱动升降板222沿滑座221上下产生位移,升降板222驱动模具23 上下产生位移,传送两侧板,并压住底板12。其中,模具23可根据加工的纸盒型号进行跟换;第一驱动装置24可采用气缸、伺服电机等动力设备。
29.如图2所示,所述模具23两侧设置有至少一个用于吸附第一侧板10和第二侧板11的吸附孔231。本技术方案,模具23采用负压吸附的方式去吸附两侧板,具有结构简洁、使用方便等优点。
30.本实用新型中,所述第一送料机构3包括安装架31,安装架31 设置有线性模组32和用于放置物料的放料架33,所述线性模组32 通过连接板34设置有多个推块35,线性模组32驱动推块35推送物料。第二送料机构5与第一送料机构3结构相同。
31.见附图4,所述放料架33包括第一限位板331、第二限位板332、第三限位板333和第四限位板334,第一限位板331和第二限位板332 对称设置,第三限位板333和第四限位板334对称设置,第一限位板331和第二限位板332底部均与安装架31设置有间隙335,推块35 推动物料穿过间隙335沿安装架31运动。其中,四个限位板设置于侧板四个角,对侧板进行限位。防止物料滑落。
32.见附图3,所述第一传送机构4包括旋转气缸41、气缸a42和吸盘架43,所述吸盘架43设置于气缸a42,吸盘架43设置有多个吸盘 44,吸盘44对第一送料机构3传送的第一侧板10进行吸附,为提高稳定性,吸盘44一共设置有四个,分别位于第一侧板10四个角。运行时,
先是气缸a42驱动吸盘44向下运动吸附第一侧板10,接着旋转气缸41驱动气缸a42旋转90
°
,将第一侧板10传送至压板机构2。其中,第一传送机构4与第二传送机构6结构相同。
33.见附图,所述折板机构7包括相对设置的前折板机构71和后折板机构72,前折板机构71包括安装板711、折板712、气缸b713和气缸c714,所述气缸b713和气缸c714设置于安装板711,气缸b713 和气缸c714均设置有推动块715,所述推动块715呈字母l形。使用时,气缸b713和气缸c714同时拉动推动块715的一端,推动块 715向上翻起,驱动折板712向上运动折叠底板12。另一方面,所述推动块715还设置有防止推动块715移位的缺口,缺口可将推动块 715卡接于机架1上,在气缸拉动推动块715运动时,推动块715不易产生移位现象,避免折盒失败,在一定程度上提高折盒效率。
34.作为优选的,所述前折板机构71和后折板机构72均设置有第一调节机构73,所述第一调节机构73包括固定块731、丝杆装置732、调节手轮733和与安装板711滑动连接的导轨734,固定块731与安装板711固定连接,所述丝杆装置732包括丝杆连接座735和与丝杆连接座735连接的丝杆组件736,丝杆连接座735与机架1固定连接,所述丝杆组件736一端与固定块731活动连接,另一端连接有调节手轮733,所述调节手轮733驱动丝杆组件736转动,丝杆组件736驱动安装板711沿导轨734运动。使用时,人工转动调节手轮733,与调节手轮733固定连接的丝杆组件736转动,由于丝杆组件736设置有连接座,丝杆整体位置不动,利用丝杆将回转运动转化为直线运动的原理,与丝杆组件736连接的固定块731在丝杆组件736的作用下沿导轨734移动,带动安装板711前后移动,调节前折板机构71和后折板机构72之间的距离,便于设备加工不同型号的纸盒,整体提高设备的灵活度,扩大设备的适用范围。第一调节机构73还设置有位置显示器737,方便对折板机构进行调整。
35.本技术方案中,所述推送机构8包括第二驱动装置81、齿轮82、推送杆83和推板84,所述齿轮82与推送杆83啮合,第二驱动装置 81驱动齿轮82运动,齿轮82驱动推送杆83运动,推送杆83驱动推板84运动。其中,第二驱动装置81包括伺服电机811和与伺服电机811传动连接的减速机812。使用时,伺服电机811驱动齿轮82 运动,齿轮82驱动推送杆83向前运动,从而带动推板84将已折叠好的纸盒推出设备,无需人工取盒,提高生产效率。
36.为进一步扩大设备的使用范围,所述机架1还设置有用于对折叠好的纸盒进行定型的定型机构9,所述定型机构9包括相对设置的第一压板91和第二压板92,第一压板91和第二压板92的前端均设置有便于纸盒进入的薄板部93。使用时,推送机构8将折叠好的纸盒推入定型机构9,第一压板91和第二压板92的薄板部93呈八字状设置,增大位置,方便纸盒进入两压板之间进行定型,提高纸盒成型效率。
37.如图所示,所述第一送料机构3和第二送料机构5还设置有用于调节位置的第二调节机构36。第二调节机构36与第一调节机构73 的结构相同,都是运用丝杆将回转运动转化为直线运动的原理,调节第一送料机构3和第二送料机构5之间的距离,方便设备加工不同种纸盒,增加设备的灵活度。
38.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1