一种吸滤成型装置的浆槽结构的制作方法
1.本实用新型涉及一种采用模塑成型方式制作包括纸浆的植物纤维(简称植物纤维;以下同)
2.制品的生产设备,具体是一种一种吸滤成型装置的浆槽结构。
背景技术:
3.现有的植物纤维模塑成型机,含有吸滤成型装置,吸滤成型装置含有吸滤成型模具和吸滤成型浆槽。在水中分布均匀或大致均匀且达到合适浓度的植物纤维与水的混合物(简称为浆液)被注入吸滤成型浆槽中;吸滤成型模具进入到吸滤成型浆槽的浆液中进行抽吸。当吸滤成型模具的表面吸附了一定数量的植物纤维后,吸滤成型模具露出液面,其表面吸附的植物纤维就形成湿坯。这样制成的湿坯被送入到加热到一定温度的热压定型装置的热压模具内,然后由热压模具合模对湿坯进行热压干燥定型。
4.吸滤成型装置含有吸滤成型浆槽,溢流板把浆槽分隔成溢流槽和抽吸槽。吸滤成型浆槽中的浆液从进浆口流入。当抽吸槽中的浆液太多时,浆液溢出到溢流槽中,并从溢流槽底部的溢流口流走。
5.现有的吸滤成型装置中的浆槽存在以下问题:1、抽吸槽2.4中的浆液搅拌不均匀,经常出现沉淀现象;2、溢流板强度和刚性不好,非正常漏到溢流槽2.3中而非正常溢出,造成浆液浪费。
技术实现要素:
6.本实用新型的目的是要克服上述背景技术的不足,提供一种能自动把浆液搅拌均匀的吸滤成型装置,并防止抽吸槽中的浆液非正常漏到溢流槽中。
7.本实用新型提供的技术方案是:
8.一种吸滤成型装置的浆槽结构,左进浆管和右进浆管前后错位排列,分别从吸滤成型浆槽的左前方和右后方水平进入抽吸槽,形成左进浆口和右进浆口,以实现从左进浆口和右进浆口水平流出的浆液产生“前水流”和“后水流”,对浆液起到搅拌作用。
9.左进浆管穿过吸滤成型浆槽的左侧壁与左边的溢流板构成的左溢流槽,形成左进浆口,左进浆口从左边的溢流板露出;右进浆管穿过吸滤成型浆槽的右侧壁与右边的溢流板构成的右溢流槽,形成右进浆口,右进浆口从右边的溢流板露出。
10.在高度方向,左进浆口和右进浆口靠近吸滤成型浆槽的底部。
11.所述溢流板是一块曲折结构的溢流板,曲折形结构的溢流板又可形成局部小涡流起到更好的浆液搅拌作用,同时又增加了竖直方向强度,不容易变形,有助消除脱焊漏浆现象。
12.本实用新型的工作原理是:
13.前后交错的左进浆口1.1a和右进浆口1.1b水平流出的浆液形成“前水流”和“后水流”,在溢流板和浆槽壁的导向作用下,形成涡流,对浆液起到搅拌作用;曲折形结构的溢流
板又可以形成局部小涡流,起到更好的浆液搅拌效果。曲折形结构的溢流板又增加了竖直方向强度,浆液高度增加时,溢流板不容易变形,从而不容易拉裂溢流板与浆槽体之间的焊接缝。
14.本实用新型的有益效果是:
15.有效解决了抽吸槽2.4中浆液经常出现的沉淀现象,以及浆液非正常漏到溢流槽2.3中的问题。
附图说明
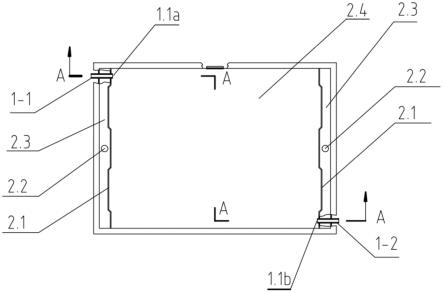
16.图1是本实用新型的俯视结构示意图。
17.图2是图1的a-a向剖视图。
18.图3是装有吸滤成型模具和吸滤成型浆槽的吸滤成型装置示意图。
19.图中标号说明:
20.1-进浆管;1-1-左进浆管;1.1a-左进浆口;1-2-右进浆管;1.1b-右进浆口;2-吸滤成型浆槽;2.1-溢流板;2.2-溢流口;2.3-溢流槽;2.4-抽吸槽;2.5-清洗口;3-吸滤成型模具。
具体实施方式
21.实施例
22.现有的植物纤维模塑成型机,含有吸滤成型装置,如图3所示,吸滤成型装置含有吸滤成型浆槽2,吸滤成型模具3;吸滤成型模具在吸滤成型浆槽中把浆液制成湿坯。
23.如图1、图2所示,溢流板2.1把吸滤成型浆槽2分隔成左右各一个溢流槽2.3和中间一个抽吸槽2.4。吸滤成型浆槽的左侧壁与左边的溢流板2.1构成左溢流槽;吸滤成型浆槽的右侧壁与右边的溢流板2.1构成右溢流槽。当抽吸槽2.4中的浆液过多时,浆液溢流到左右溢流槽中,并从溢流槽2.3底部的溢流口2.2流走。
24.常规的溢流板是一块平板,三边与吸滤成型浆槽2的底面和二个侧面焊接在一起,从而把吸滤成型浆槽2分隔成左右2个溢流槽2.3和中间一个抽吸槽2.4。
25.吸滤成型浆槽的进浆口只有从前后侧面、抽吸槽2.4底部开口进入抽吸槽内。由于吸滤成型浆槽的底部空间小,而又是上下运动的,所以从吸滤成型浆槽的底部设置进浆口需要特定的结构条件。而进浆口从前后侧面进入抽吸槽内又存在以下问题。
26.如图3所示,吸滤成型模具3在抽吸槽里进行吸滤成型制作湿坯,完成吸滤成型后吸滤成型模具从吸滤成型浆槽的抽吸槽中相对升起。由于结构和效率原因,吸滤成型模具与吸滤成型浆槽相对移动距离较小,吸滤成型模具不能离吸滤成型浆槽太远,始终盖着抽吸槽。吸滤成型模具3、溢流板、浆槽的侧壁及浆槽底部共同构成了一个相对封闭的空间a。
27.吸滤成型模具底部经常沾有浆液里的纤维。一段时间后,浆纤维会变质发黄发黑。由于相对封闭的a空间,所以生产中无法发现也无法处理,影响产品质量。而封闭的空间a很难伸进工具(如水枪)进行清洗特别是吸滤成型模具底部。所以吸滤成型浆槽上需要设置清洗口对封闭的空间a内的各处进行清洗。
28.如图2、图3所示,由于吸滤成型浆槽2的左右槽侧壁都对着溢流板,所以左右槽侧壁不宜设置清洗口2,通常清洗口2.5布置在吸滤成型浆槽2的前侧壁或后侧壁,且尽量靠近
吸滤成型浆槽2的底部以实现更好的清洗效果。可在吸滤成型浆槽2的前侧壁或后侧壁设置一个或数个窗口,也有在吸滤成型浆槽2的前侧壁和后侧壁同时设置窗口,作为清洗口2.5。由于吸滤成型浆槽2的前侧壁或后侧壁设置有清洗口,所以通常不在吸滤成型浆槽2的前侧壁和后侧壁设置进浆口。
29.如图1、图2所示,进浆管从吸滤成型浆槽2的左前方穿过吸滤成型浆槽的左侧壁与左边的溢流板2.1构成的左溢流槽,形成左进浆口1.1a,左进浆口1.1a从左边的溢流板2.1露出,把浆液水平喷入抽吸槽2.4冲向对面的溢流板2.1;同样,进浆管从吸滤成型浆槽2的右后方穿过吸滤成型浆槽的右侧壁与右边的溢流板2.1构成的右溢流槽,形成右进浆口1.1b,右进浆口1.1b从右边的溢流板2.1露出,把浆液水平喷入抽吸槽2.4也冲向对面的溢流板2.1。经过多年实验,左边的进浆口1.1a设置在吸滤成型浆槽2的左前方,而右边的进浆口1.1b设置在吸滤成型浆槽2的右后方。从左前方1.1a进入抽吸槽的浆液在抽吸槽前侧流动形成“前水流”冲向右侧的溢流板,溢流板挡住前水流并在槽侧壁的共同作用下让水流转向,流向后侧壁;从右后方1.1b进入抽吸槽的浆液在抽吸槽后侧流动形成“后水流”冲向左侧的溢流板,溢流板挡住后水流并在槽侧壁的共同作用下让水流转向,流向前侧壁。前水流和后水流分别撞击各自前方的溢流板后改变方向,形成涡流,对浆液起到搅拌作用。
30.简而言之,进浆管分为左进浆管1-1和右进浆管1-2,分别从吸滤成型浆槽2的左前方和右后方水平进入抽吸槽,形成左进浆口1.1a和右进浆口1.1b,以实现从左进浆口1.1a和右进浆口1.1b水平流出的浆液产生“前水流”和“后水流”,对浆液起到搅拌作用。
31.如图2所示,在高度方向,左进浆管1-1和右进浆管1-2靠近吸滤成型浆槽2的底部,即左进浆口1.1a和右进浆口1.1b靠近吸滤成型浆槽2的底部。左进浆管1-1和右进浆管1-2分别从吸滤成型浆槽2的左前方和右后方水平进入抽吸槽,也可以是左进浆管1-1和右进浆管1-2分别从吸滤成型浆槽2的左后方和右前方水平进入抽吸槽,关键是左进浆管1-1和右进浆管1-2必须前后错位排列。
32.如图1所示,用来分隔溢流槽2.3和抽吸槽2.4的溢流板采用曲折的结构形状,曲折的结构形状的溢流板又可以让所述涡流形成局部小涡流起到更好的浆液搅拌效果。
33.曲折形结构的溢流板也增加了竖直方向强度,不容易变形,从而不容易拉裂溢流板与浆槽体之间的焊接缝。又可避免抽吸槽2.4中的浆液非正常漏到溢流槽2.3中,消除浆液浪费现象。
34.所以,进浆管穿过左溢流槽和右溢流槽把浆液直通抽吸槽2.4,且左进浆管1-1和右进浆管1-2分别从左前方和右后方进入抽吸槽,曲折形结构的溢流板形成又可形成局部小涡流起到更好的浆液搅拌效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1