一种纸盒成型贴胶带机的制作方法
1.本技术涉及包装生产装置技术领域,具体是一种纸盒成型贴胶带机。
背景技术:
2.请参照图8和图9,此为一种纸盒的生产工序,首先进行步骤a,底板x、纸盒y上料,其中纸盒y来自上个加工工序,生产出来的纸盒y为倒放状态,在纸盒y的上料过程中,需要对纸盒y进行翻转,底板x的三个侧边具有延伸边z,且延伸边z薄于底板x主体,使得底板x的展开投影面积大于纸盒y的投影面积;然后进行步骤b,将底板x、纸盒y进行对位,然后将三个延伸边z翻折,贴合向纸盒y的侧壁,成型为成型纸盒;然后进行步骤c,利用胶带w将底板x、纸盒y进行粘贴为一体。
3.底板x的延伸边z对纸盒y一般起到装饰作用,其结构一般较为轻薄,底板x主体相对较厚,起到为纸盒y增强结构强度的作用。目前对底板x、纸盒y成型以及利用胶带w粘贴的生产一般为人工手动生产,其生产效率较低,生产质量不稳定,人工劳动强度大。
技术实现要素:
4.本实用新型主要针对以上问题,提出了一种纸盒成型贴胶带机,旨在解决背景技术中的技术问题。
5.为实现上述目的,本实用新型提供了一种纸盒成型贴胶带机,包括:纸盒翻转送料机构、底板输送机构、贴胶机构;所述纸盒翻转送料机构用于接收输送来的纸盒,并将其翻转;所述底板输送机构包括支撑平台、限位挡板、第一驱动装置、输料板;所述限位挡板与所述支撑平台围合有用于对底板两侧边进行限位的输送通道,以及与所述输送通道连通且与纸盒长度大致相等的成型通道;所述输料板上端面设有卡持部、成型推板,所述卡持部用于卡持待加工的底板;所述支撑平台设有与所述输送通道、成型通道连通,且容所述第一驱动装置驱动所述输料板于所述输送通道、成型通道活动的活动通槽;所述输料板与所述第一驱动装置之间设有第一升降机构,所述第一升降机构用于驱动所述输料板的卡持部、成型推板伸入或离开所述输送通道、成型通道;所述贴胶机构用于对底板的延伸边包覆纸盒侧边的成型纸盒粘贴胶带。
6.进一步地,包括底板供料机构,所述底板供料机构包括安装于所述支撑平台上端面的支撑架;所述支撑架设有用于对底板四个侧边进行限位的限位槽,所述限位槽底部设有与其连通,与一张底板厚度大致对应的出料口;所述第一驱动装置与所述第一升降机构可驱动所述输料板的卡持部通过所述活动通槽伸入所述限位槽,将限位槽底部的底板从所述出料口取出。
7.进一步地,包括成型纸盒移栽机构,所述成型纸盒移栽机构包括直线模组、安装于所述直线模组动力输出端的夹取装置;所述夹取装置用于夹取所述成型通道内的成型纸盒;所述直线模组用于驱动所述夹取装置于所述成型通道与所述贴胶机构之间移动。
8.进一步地,所述夹取装置包括与所述直线模组动力输出端连接的第二升降机构、
安装于所述第二升降机构动力输出端的手指气缸、安装于所述手指气缸两侧的伸缩气缸;所述手指气缸、伸缩气缸动力输出端均设有保压板。
9.进一步地,所述贴胶机构包括安装架、胶带供胶转辊、切断叉刀、压紧轮、引导轮、胶带输出引导板、动力装置;所述胶带供胶转辊、压紧轮、胶带输出引导板均与所述安装架转动连接;所述引导轮与所述胶带输出引导板转动连接;所述安装架设有出胶通孔,所述压紧轮伸出所述出胶通孔,略高于所述安装架上端面;所述动力装置用于驱动所述胶带输出引导板相对所述安装架旋转,所述胶带输出引导板端部伸出或离开所述出胶通孔。
10.进一步地,所述动力装置包括动力气缸、传动连杆;所述传动连杆一端与所述动力气缸动力输出端转动连接,另一端与所述胶带输出引导板固定连接。
11.进一步地,所述限位挡板包括第一竖直段、第二竖直段、斜面段;所述斜面段平滑过渡连接所述第一竖直段与所述第二竖直段;所述限位挡板数量为两个,对称设置;两所述第一竖直段以及所述支撑平台上端面围合成所述输送通道;两所述第二竖直段、斜面段与所述支撑平台上端面围合成所述成型通道。
12.进一步地,所述纸盒翻转送料机构包括轴承座、转杆、齿轮齿条组、连接板、夹持气缸、夹板、第二驱动装置;所述轴承座安装于所述支撑平台;所述转杆与所述轴承座转动连接;所述连接板与所述转杆固定连接;所述夹持气缸安装于所述连接板;所述夹板安装于所述夹持气缸动力输出端;所述齿轮齿条组中的齿轮套接所述转杆外壁,所述齿轮齿条组中的齿条与所述第二驱动装置动力输出端连接;所述连接板、夹持气缸、夹板的数量为两组,对称设置,两所夹板之间具有用于夹持纸盒的夹持区。
13.与现有技术相比,本实用新型提供的一种纸盒成型贴胶带机,能够机械自动化地对纸盒与底板进行成型加工贴胶,提高了生产效率,提高产品质量稳定性,降低了工人劳动强度。
附图说明
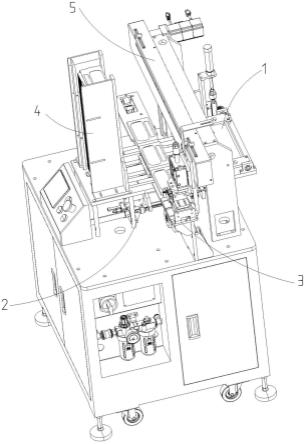
14.图1为本技术一种纸盒成型贴胶带机结构示意图。
15.图2为本技术一种纸盒成型贴胶带机的成型纸盒移栽机构结构示意图。
16.图3为本技术一种纸盒成型贴胶带机的贴胶机构立体结构示意图。
17.图4为本技术一种纸盒成型贴胶带机的贴胶机构后视图。
18.图5为本技术一种纸盒成型贴胶带机的底板输送机构部分组件结构示意图。
19.图6为本技术一种纸盒成型贴胶带机的底板输送机构部分组件及底板供料机构结构示意图。
20.图7为本技术一种纸盒成型贴胶带机的纸盒翻转送料机构及底板供料机构结构示意图。
21.图8为纸盒与底板成型贴胶带生产流程示意图。
22.图9为底板的结构示意图。
23.图中所示的附图标记:1、纸盒翻转送料机构;110、轴承座;120、转杆;130、齿轮齿条组;140、连接板;150、夹持气缸;160、夹板;170、第二驱动装置;2、底板输送机构;210、支撑平台;211、活动通槽;220、限位挡板;221、第一竖直段;222、第二竖直段;223、斜面段;230、第一驱动装置;240、输料板;241、卡持部;242、成型推板;250、输送通道;260、成型通
道;270、第一升降机构;3、贴胶机构;310、安装架;311、出胶通孔;320、胶带供胶转辊;330、切断叉刀;340、压紧轮;350、引导轮;360、胶带输出引导板;370、动力装置;371、动力气缸;372、传动连杆;380、张力轮;4、底板供料机构;410、支撑架;411、限位槽;412、出料口;5、成型纸盒移栽机构;510、直线模组;520、夹取装置;521、第二升降机构;522、手指气缸;523、伸缩气缸;524、保压板;5241、避位凹槽。
具体实施方式
24.请参照图1-图9,本实施例提供了一种纸盒成型贴胶带机,包括纸盒翻转送料机构1、底板输送机构2、贴胶机构3;所述纸盒翻转送料机构1用于接收输送来的纸盒,并将其翻转;所述底板输送机构2包括支撑平台210、限位挡板220、第一驱动装置230、输料板240;所述限位挡板220与所述支撑平台210围合有用于对底板两侧边进行限位的输送通道250,以及与所述输送通道250连通且与纸盒长度大致相等的成型通道260;所述输料板240上端面设有卡持部241、成型推板242,所述卡持部241用于卡持待加工的底板;所述支撑平台210设有与所述输送通道250、成型通道260连通,且容所述第一驱动装置230驱动所述输料板240于所述输送通道250、成型通道260活动的活动通槽211;所述输料板240与所述第一驱动装置230之间设有第一升降机构270,所述第一升降机构270用于驱动所述输料板240的卡持部241、成型推板242伸入或离开所述输送通道250、成型通道260;所述贴胶机构3用于对底板的延伸边包覆纸盒侧边的成型纸盒粘贴胶带。
25.第一驱动装置230、输料板240、第一升降机构270设于支撑平台210下方。
26.在一些实施例中,纸盒翻转送料机构1直接将纸盒翻转送料在输送通道250中,成型通道260之前;在一些实施例中,本机器还包括移栽机构(未图示),自动化地将纸盒翻转送料机构1翻转后的纸盒送料在输送通道250中,成型通道260之前。或采用人工手动送料。
27.卡持部241用于卡持底板相对的两个侧边,输料板240卡持底板其余的两个侧边,对底板进行限位及定位,在第一驱动装置230的驱动下,输料板240可在输送通道250、成型通道260之间移动,输料板240受驱动将底板输送到输送通道250中,成型通道260之前,第一升降机构270驱动输料板240下降,使卡持部241、成型推板242离开输送通道250,第一驱动装置230驱动输料板240朝远离底板的方向移动,然后第一升降机构270驱动输料板240上升,卡持部241、成型推板242通过活动通槽211重新伸出活动通槽211,使成型推板242能够抵持底板的一个侧边,将由纸盒翻转送料机构1翻转好的纸盒与底板相对位,再次在第一驱动装置230的驱动下,成型推板242将底板与纸盒从输送通道250推进成型通道260,在成型通道260中,底板的延伸边包覆纸盒侧边侧壁,成型推板242与限位挡板220对底板的延伸边起到使其翻转包覆到纸盒侧边侧壁的作用。接着利用贴胶机构3对二者粘贴胶带。
28.在第一驱动装置230驱动输料板240回程的过程中,可以对卡持部241上一件待加工的底板,以增加生产效率。
29.通过本机器,机械自动化地对纸盒与底板进行成型加工贴胶,提高了生产效率,提高产品质量稳定性,降低了工人劳动强度。
30.第一驱动装置230、第一升降机构270可以为气缸。
31.请参照图1和图6、图7,包括底板供料机构4,所述底板供料机构4包括安装于所述支撑平台210上端面的支撑架410;所述支撑架410设有用于对底板四个侧边进行限位的限
位槽411,所述限位槽底411部设有与其连通,与一张底板厚度大致对应的出料口412;所述第一驱动装置230与所述第一升降机构270可驱动所述输料板240的卡持部241通过所述活动通槽211伸入所述限位槽411,将限位槽底411部的底板从所述出料口412取出。
32.底板原料为多个底板叠成一摞放在支撑架410的限位槽411中,利用重力,每当一个底板被输料板240的卡持部241从出料口412抽出,后一张底板自动下落补料。
33.请参照图1和图5,包括成型纸盒移栽机构5,所述成型纸盒移栽机构5包括直线模组510、安装于所述直线模组510动力输出端的夹取装置520;所述夹取装置520用于夹取所述成型通道260内的成型纸盒;所述直线模组510用于驱动所述夹取装置520于所述成型通道260与所述贴胶机构3之间移动。
34.请参照图1和图5,所述夹取装置520包括与所述直线模组510动力输出端连接的第二升降机构521、安装于所述第二升降机构521动力输出端的手指气缸522、安装于所述手指气缸522两侧的伸缩气缸523;所述手指气缸522、伸缩气缸523动力输出端均设有保压板524。
35.夹取装置520不仅对成型纸盒起到夹取作用,在将成型纸盒由成型通道260输送至贴胶机构3的过程中,利用手指气缸522、伸缩气缸523的夹持力对底板的延伸边包覆纸盒侧边进行施力保压,保证了二者的贴合强度。
36.保压板524共有四个,手指气缸522安装两个,两个伸缩气缸523各安装有一个,一起通过气缸的伸缩杆伸缩对成型纸盒进行取放。
37.优选的,安装于手指气缸522发热保压板524设有避位凹槽5241,避位凹槽5241用于容胶带穿过贴合到成型纸盒上。
38.优选的,夹取装置520数量为两组,贴胶机构3数量为两组,二者可以同时运行加工,两个夹取装置520共用直线模组510,提高设备利用率,降低成本,提高了生产效率。
39.第二升降机构521可以为气缸。
40.请参照图1和图3、图4,所述贴胶机构3包括安装架310、胶带供胶转辊320、切断叉刀330、压紧轮340、引导轮350、胶带输出引导板360、动力装置370;所述胶带供胶转辊320、压紧轮340、胶带输出引导板360均与所述安装架310转动连接;所述引导轮350与所述胶带输出引导板360转动连接;所述安装架310设有出胶通孔311,所述压紧轮340伸出所述出胶通孔311,略高于所述安装架310上端面;所述动力装置370用于驱动所述胶带输出引导板360相对所述安装架310旋转,所述胶带输出引导板360端部伸出或离开所述出胶通孔311。
41.优选的,贴胶机构3还包括与安装架310转动连接的张力轮380,张力轮380相对引导轮350的转动灵活性较差,使输出的胶带具有一定的张力,防止胶带松弛。
42.胶带供胶转辊320用于架设卷状胶带料,胶带的胶纸依次经过张力轮380、引导轮350、胶带输出引导板360引导,伸出出胶通孔311;在动力装置370的驱动下,胶带输出引导板360带动胶带抵持成型纸盒外壁以及当与成型纸盒贴合完毕,胶带输出引导板360转动,使胶带移动至切断叉刀330进行切断。夹取装置520夹持成型纸盒,并使成型纸盒下端面贴向安装架310下端面,在直线模组510驱动下经过贴胶机构3,由于压紧轮340略高于所述安装架310上端面,故压紧轮340对成型纸盒与胶带产生压力作用,使二者贴合更加紧密。
43.请参照图1和图3、图4,所述动力装置370包括动力气缸371、传动连杆372;所述传动连杆372一端与所述动力气缸371动力输出端转动连接,另一端与所述胶带输出引导板
360固定连接。
44.请参照图1和图5、图6,所述限位挡板220包括第一竖直段221、第二竖直段222、斜面段223;所述斜面段223平滑过渡连接所述第一竖直段221与所述第二竖直段222;所述限位挡板220数量为两个,对称设置;两所述第一竖直段221以及所述支撑平台210上端面围合成所述输送通道250;两所述第二竖直段222、斜面段223与所述支撑平台210上端面围合成所述成型通道260。
45.底板的延伸边经过逐渐收紧的斜面段223时,两侧延伸边进行翻折贴向纸盒侧壁。
46.请参照图1和图7所述纸盒翻转送料机构1包括轴承座110、转杆120、齿轮齿条组130、连接板140、夹持气缸150、夹板160、第二驱动装置170;所述轴承座110安装于所述支撑平台210;所述转杆120与所述轴承座110转动连接;所述连接板140与所述转杆120固定连接;所述夹持气缸150安装于所述连接板140;所述夹板160安装于所述夹持气缸150动力输出端;所述齿轮齿条组130中的齿轮套接所述转杆120外壁,所述齿轮齿条组130中的齿条与所述第二驱动装置170动力输出端连接;所述连接板140、夹持气缸150、夹板160的数量为两组,对称设置,两所夹板160之间具有用于夹持纸盒的夹持区。
47.齿轮齿条组130中的齿轮磁铁为啮合连接状态。在第二驱动装置170的驱动下,齿条的直线运动转换为齿轮的旋转,齿轮带动转杆120旋转,由此与转杆120直接连接或间接连接的连接板140、夹持气缸150、夹板160也一起转动,被夹板160夹持在夹持区的纸盒也随着发生翻转,进行上料。
48.第二驱动装置170可以为气缸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1