一种涤纶POY高效生产设备及其生产方法与流程
本发明属于涤纶丝生产,具体为一种涤纶poy高效生产设备及其生产方法。
背景技术:
1、聚酯纤维,俗称“涤纶”。是由有机二元酸和二元醇缩聚而成的聚酯经纺丝所得的合成纤维,属于高分子化合物。涤纶poy叫预取向丝,指经高速纺丝获得的取向度在未取向丝和拉伸丝之间的未完全拉伸的化纤长丝。与未拉伸丝相比,它具有一定程度的取向,稳定性好,常常用做拉伸假捻变形丝(dty)的专用丝,涤纶poy丝在生产过程中需要经过多道工序,所以在涤纶poy丝的生产过程中会使用到多台生产设备。
2、常规的涤纶poy丝在生产时一般会经历结晶搅拌、真空干燥、挤出成型、加压纺丝和绕卷等主要工序,在现有技术的生产过程中,各个生产设备之间相互独立,在涤纶完成一道生产工序后需要使用传送设备将涤纶传送至下一道工序,这种操作方式不仅导致车间的占用面积过大,且涤纶传送过程中易发生损坏影响涤纶质量,同时多设备之间无协同工作,导致涤纶生产效率受到严重影响,所以如何设计一体式的涤纶生产设备是需要解决的技术难题。
3、在涤纶poy丝的生产过程中当干燥处理后的会将干燥处理后的物料放置在螺杆挤出机的内部,通过螺杆的挤出得到涤纶熔体,这种涤纶溶体需要经过加压纺丝才能得到涤纶poy成品,现有技术中一般会使用液压的方式进行加压纺丝,这种装置不仅需要安装体积较大的油缸以及布置油路,同时还需要操作人员进行单独的控制,同时在完成纺丝后还需要额外动力实现涤纶丝的绕卷过程,整个生产过程中的资源利用率较低,同时劳动强度较高,亟需进行改进。
技术实现思路
1、本发明的目的在于提供一种涤纶poy高效生产设备及其生产方法,以解决上述背景技术中提出的问题。
2、为了实现上述目的,本发明提供如下技术方案:一种涤纶poy高效生产设备,包括机架,所述机架左侧靠近顶端的位置上固定安装有结晶搅拌组件,所述结晶搅拌组件的底端固定连通有干燥组件,所述干燥组件与机架左侧靠近中部的位置上固定套接,所述干燥组件的底端固定连通有螺杆挤出组件,所述干燥组件底端的左侧固定安装有安装座,所述安装座的底端固定安装有真空气泵,所述螺杆挤出组件的左侧固定连通有加压纺丝组件,所述真空气泵的输入端与干燥组件之间相连接,所述真空气泵的输出端与加压纺丝组件的顶端相连接,所述加压纺丝组件的底端固定安装有位于正下方的涤纶绕卷组件,所述螺杆挤出组件的底端与机架左侧靠近底端的位置上固定连接。
3、在对涤纶poy进行加工时,可直接将聚酯切片的原料投入结晶搅拌组件的内部,通过结晶搅拌组件进行预加热以及结晶过程,同时配合搅拌过程得到结晶原料后可随重力自动进入干燥组件的内部进行干燥,而经过真空干燥后的原料也随重力自动进入螺杆挤出组件的内部进行挤压成型,挤压成型的涤纶溶体则通过挤压力自动进入加压纺丝组件的内部,并通过真空气泵输出的空气作为动力进行自动加压纺丝,纺丝结束的涤纶可随重力落入涤纶绕卷组件的上方,并通过涤纶绕卷组件的绕卷完成加工过程。
4、通过设置有结晶搅拌组件、干燥组件、螺杆挤出组件和加压纺丝组件以及涤纶绕卷组件,通过合理的位置设计,使得涤纶原料在完成单个工序加工后自动进入下一道工序,整个过程中无需使用传输设备进行传送,有效降低了传输过程中涤纶丝发生损坏的可能性,同时多个设备之间协同工作,一体化设计有效降低了设备的占地面积,有效缩短中间的运输和各个设备的上料时间,缩短涤纶加工的整体时间,显著提高了涤纶的加工效率。
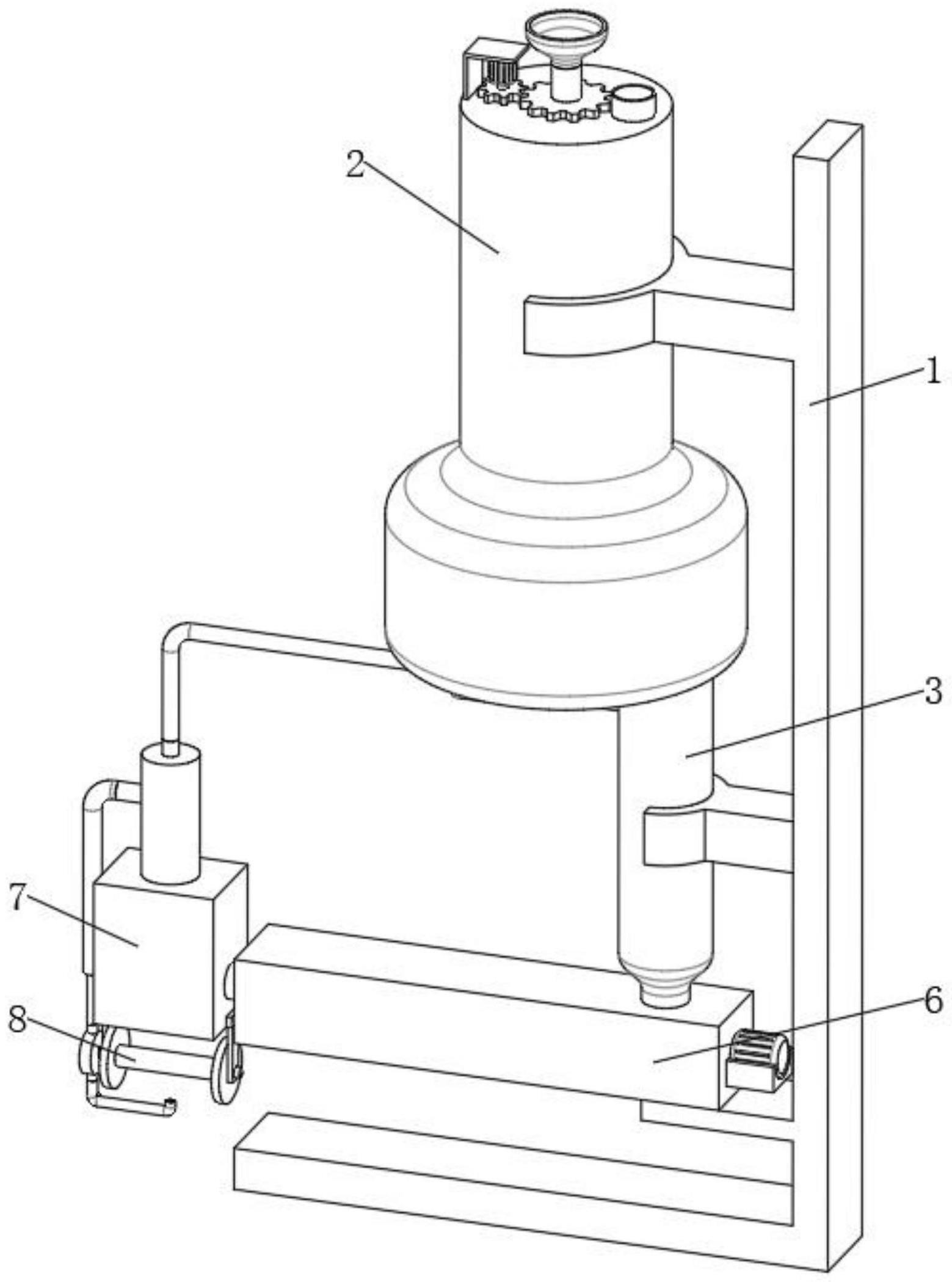
5、作为本发明进一步的技术方案,所述结晶搅拌组件包括结晶罐,所述结晶罐的底端固定连通有搅拌罐,所述结晶罐的中部活动安装有中空轴,所述中空轴的外侧面固定套接有位于结晶罐内部的螺旋输送叶片,所述中空轴的顶端贯穿结晶罐的顶端且固定安装有热风机。
6、作为本发明进一步的技术方案,所述结晶罐顶端的右侧开设有注料口,所述热风机的输出端与中空轴之间相连通,所述中空轴的外侧面呈圆周状开设有排气孔,所述结晶罐顶端的右侧固定安装有延长架。
7、作为本发明进一步的技术方案,所述延长架内侧面的顶端固定安装有第一电机,所述第一电机的输出端固定安装有主动齿轮,所述中空轴位于机架顶端的外侧面固定套接有从动齿轮,所述主动齿轮与从动齿轮之间啮合连接,所述中空轴的底端固定安装有位于搅拌罐内部的延长轴,所述延长轴的外侧面等距离固定安装有搅拌杆,所述延长轴底端的右侧开设有排料口。
8、在涤纶的加工时,首先将聚酯切片通过注料口注入至结晶罐的内部,并开启热风机以及第一电机,第一电机随即吸取外部空气并进行加热后导入至中空轴的内部,第一电机可带动主动齿轮旋转并带动啮合状态下的从动齿轮旋转,此时中空轴以及螺旋输送叶片随之转动,落入螺旋输送叶片上方的聚酯切片随着螺旋输送叶片的转动可缓慢的向下运动,同时中空轴内部的热空气可通过排气孔排出并与聚酯切片进行接触对其进行预加热,使其融化,随着喷管的运动,原料随之进入至搅拌罐的内部,此时延长轴同步旋转,并带动搅拌杆周向运动对原料进行搅拌,防止粘合,完成原料的结晶,结晶的原料从排料口排出进入下方的干燥组件内部。
9、通过利用旋转的螺旋输送叶片以及排气孔输出的热风,可减缓原料的运动速度,提高原料在结晶罐内部的时间,并配合均匀喷出的热风实现对聚酯切片的预加热过程,缩短加热时间,同时融化后的原料可在搅拌杆的搅动下防止出现粘合,有效减少了原料的初始结晶时间,同时结晶和搅拌一体式设计,可避免原料出现粘合,提高原料的初始品质。
10、作为本发明进一步的技术方案,所述干燥组件包括真空干燥管,所述真空干燥管的顶端与排料口之间相连通,所述真空干燥管靠近顶端的左侧固定连通有负压排气管,所述负压排气管与真空气泵的输入端相连接,所述真空干燥管内腔的中部固定安装有加热管。
11、结晶后的原料进入真空干燥管的内部,此时加热管启动对原料进行干燥,去除多余水分,同时真空气泵可在真空干燥管的内部产生负压将真空干燥管内部的热空气通过负压排气管导出,等待处理,完成原料的真空干燥后,干燥的原料进入下方的螺杆挤出组件内部。
12、作为本发明进一步的技术方案,所述螺杆挤出组件包括挤出箱,所述挤出箱顶端靠近右侧的位置与真空干燥管的底端相连通,所述挤出箱的中部活动安装有挤出螺杆,所述挤出箱的右端固定安装有第二电机,所述第二电机的输出端与挤出螺杆的右端相连接,所述挤出箱的左端开设有出料口。
13、第二电机启动即可带动挤出螺杆转动,此时进入挤出箱内部的干燥原料即可在挤出螺杆的螺旋搅动下与挤出箱的内壁产生挤压,并通过挤出螺杆的旋转向前运动,形成涤纶溶体,并通过出料口导出进入加压纺丝组件的内部等待进行加压纺丝处理。
14、作为本发明进一步的技术方案,所述加压纺丝组件包括纺丝箱,所述纺丝箱右端靠近下方的位置上开设有进料口,所述进料口与出料口之间相连通,所述纺丝箱的内部活动套接有加压板,所述纺丝箱的底端固定安装有喷丝板,所述纺丝箱底端的中部开设有位于喷丝板下方的通槽,所述加压板顶端的中部固定连接有位于纺丝箱内部的延长杆。
15、作为本发明进一步的技术方案,所述纺丝箱的顶端固定安装有加压管,所述加压管的顶端固定连通有进气管,所述进气管的另一端与真空气泵的输出端相连通,所述加压管的内部活动套接有活塞板,所述延长杆的顶端依次贯穿纺丝箱的顶端和加压管的底端且与活塞板的底端相连接,所述延长杆的外侧面活动套接有复位弹簧,所述复位弹簧的上下两端分别与活塞板的底端和纺丝箱的顶端相连接,所述加压管的左侧固定连通有位于活塞板上方的正压排气管,所述正压排气管的另一端与涤纶绕卷组件之间相连接。
16、挤压成型的原料通过进料口落入纺丝箱的内部,并来到喷丝板的上方,此时真空气泵输出的空气通过进气管导入至加压管的内部,并通过进气管的输送,热量散失,空气随之对活塞板施加向下的压力,并驱使延长杆以及加压板下移,此时复位弹簧被压缩,加压板下移时可对喷丝板上方的涤纶原料进行加压,并通过喷丝板挤压成丝,形成涤纶丝后从纺丝箱底端的通槽导出,并落入涤纶绕卷组件的上方,而加压管内部的空气当驱使活塞板下移至正压排气管下方时,部分空气即可从正压排气管导出并进入涤纶绕卷组件的内部,完成纺丝过程。
17、通过对前期真空干燥时所抽取的空气进行利用,利用空气作为动力,实现对涤纶原料的加压,由于干燥过程中空气的不断的抽出可提供源源不断的空气注入至加压管的内部,并对涤纶原料施加持续的压力,整个加压纺丝过程无需其他能源进行辅助,也无需设置油缸等装置,无需操作人员进行单独控制,利用前道工序的废气即可实现加压过程,资源利用率较高,有效降低劳动强度。
18、作为本发明进一步的技术方案,所述涤纶绕卷组件包括两个安装架,两个所述安装架的顶端与纺丝箱的底端相连接,两个所述安装架之间活动安装有位于通槽正下方的绕卷轴,所述绕卷轴的左侧设有动力罐,所述动力罐的顶端固定连通有输气管,所述输气管的另一端与正压排气管之间相连通,所述动力罐内腔的中部活动安装有传动轴,所述传动轴与绕卷轴的左端相连接,所述传动轴的外侧面固定套接有位于动力罐内部的叶轮,所述动力罐的底端固定连通有喷管,所述喷管的另一端位于绕卷轴的下方。
19、完成纺丝的涤纶落入绕卷轴的上方,此时可将初步落入绕卷轴上方的涤纶手动绕卷一圈,后续的涤纶丝持续进入绕卷轴的上方,此时正压排气管导出的空气随之通过输气管进入动力罐的内部,并对叶轮施加推力,此时即可推动叶轮旋转并带动传动轴转动,此时绕卷轴随之转动即可对后续的涤纶丝进行自动绕卷,而动力罐内部的空气可通过喷管导出,并直接作用于绕卷轴表面的涤纶丝对其进行降温处理,辅助涤纶丝的成型,完成涤纶丝的加工。
20、通过对前期进行加压纺丝时所使用的空气进行再次利用,利用空气的流动实现绕卷轴的自动绕卷,完成涤纶的自动绕卷过程,同时利用流动的空气直接作用于涤纶丝的表面,利用较高的风速直接带走涤纶丝表面的热量,整个过程的动力来源均来自于加压纺丝时所使用的空气,而加压纺丝所使用的空气则来自于前期真空干燥所吸取的废气,未使用额外的动力来源,对前道工序所产生的附属物进行了高效的利用,资源利用率极高,自动化程度较高,适合批量生产使用。
21、一种涤纶poy高效生产设备的生产方法,包含以下步骤:
22、s1:首先将聚酯切片通过注料口注入至结晶罐的内部,并开启第一电机和热风机,此时即可带动中空轴转动,并带动螺旋输送叶片转动,聚酯切片缓慢通过螺旋输送叶片进入至搅拌罐的内部,并通过排气孔喷出的热风对其进行预加热,当聚酯切片进入搅拌罐时,此时搅拌杆转动即可对原料进行搅拌,并完成结晶过程;
23、s2:结晶原料通过排料口进入真空干燥管内部,并通过加热管对原料进行干燥,同时启动真空气泵对真空干燥管内部进行抽真空,真空干燥管内部的热空气随之通过负压排气管导出,完成真空干燥的原料随之通过真空干燥管的底端进入下方的挤出箱内部;
24、s3:第二电机启动并带动挤出螺杆旋转,此时即可对挤出箱内部的原料进行挤压成型,并通过出料口导出,得到涤纶熔体进入纺丝箱的内部;
25、s4:真空气泵将热空气导出并通过进气管的输送进入加压管内部,并通过活塞板的作用对加压板施加压力迫使加压板下移对纺丝箱内部的涤纶熔体进行加压,并通过喷丝板形成涤纶丝后导入至下方的涤纶绕卷组件,持续输入的热空气在经过运输后热量散失转变为冷空气通过正压排气管导出进入动力罐的内部;
26、s5:成型的涤纶丝通过手动简单的绕卷在绕卷轴的外侧面,空气推动叶轮旋转,进而带动传动轴转动,此时绕卷轴随之旋转对继续生成的涤纶丝进行自动绕卷,而喷管输出的空气则可对绕卷轴表面的涤纶丝进行降温,辅助成型,完成加工过程。
27、本发明的有益效果如下:
28、1、本发明通过设置有结晶搅拌组件、干燥组件、螺杆挤出组件和加压纺丝组件以及涤纶绕卷组件,通过合理的位置设计,使得涤纶原料在完成单个工序加工后自动进入下一道工序,整个过程中无需使用传输设备进行传送,有效降低了传输过程中涤纶丝发生损坏的可能性,同时多个设备之间协同工作,一体化设计有效降低了设备的占地面积,有效缩短中间的运输和各个设备的上料时间,缩短涤纶加工的整体时间,显著提高了涤纶的加工效率。
29、2、本发明通过利用旋转的螺旋输送叶片以及排气孔输出的热风,可减缓原料的运动速度,提高原料在结晶罐内部的时间,并配合均匀喷出的热风实现对聚酯切片的预加热过程,缩短加热时间,同时融化后的原料可在搅拌杆的搅动下防止出现粘合,有效减少了原料的初始结晶时间,同时结晶和搅拌一体式设计,可避免原料出现粘合,提高原料的初始品质。
30、3、本发明通过对前期真空干燥时所抽取的空气进行利用,利用空气作为动力,实现对涤纶原料的加压,由于干燥过程中空气的不断的抽出可提供源源不断的空气注入至加压管的内部,并对涤纶原料施加持续的压力,整个加压纺丝过程无需其他能源进行辅助,也无需设置油缸等装置,无需操作人员进行单独控制,利用前道工序的废气即可实现加压过程,资源利用率较高,有效降低劳动强度。
31、4、本发明通过对前期进行加压纺丝时所使用的空气进行再次利用,利用空气的流动实现绕卷轴的自动绕卷,完成涤纶的自动绕卷过程,同时利用流动的空气直接作用于涤纶丝的表面,利用较高的风速直接带走涤纶丝表面的热量,整个过程的动力来源均来自于加压纺丝时所使用的空气,而加压纺丝所使用的空气则来自于前期真空干燥所吸取的废气,未使用额外的动力来源,对前道工序所产生的附属物进行了高效的利用,资源利用率极高,自动化程度较高,适合批量生产使用。
- 还没有人留言评论。精彩留言会获得点赞!