一种瓦楞纸冷压机构、冷压成型装置及其使用方法与流程
本发明涉及纸板加工,特别涉及一种瓦楞纸冷压机构、冷压成型装置及其使用方法。
背景技术:
1、冷压机用于将瓦楞纸压平,使得瓦楞纸之间的粘合更为牢固。现有的冷压机的压纸机构一般包括上压板和冷压板,然后将瓦楞纸板铺设在冷压板上,再驱动上压板向下压纸,进而取得压平瓦楞纸的效果。该种压纸方式无法调节压平瓦楞纸的宽幅,且在工作过程中冷压板的压力无法调节,另对于通过螺杆驱动冷压板上下移动的冷压机构还存在难以保持冷压板位于同一水平面上的缺陷。
技术实现思路
1、本发明目的在于提供一种瓦楞纸冷压机构、冷压成型装置及其使用方法,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、为解决上述技术问题所采用的技术方案:
3、本发明提供了一种瓦楞纸冷压机构,包括下压座和下压驱动件,下压座设置有多组冷压组件,所述冷压组件包括横向设置的冷压板和宽幅调整驱动单元,所述冷压板与所述下压座之间通过摆杆机构连接,所述宽幅调整驱动单元用于驱动所述摆杆机构摆动进而使得所述冷压板上下移动,在并列设置的多个的冷压板中,相邻冷压板侧边形成呈左右倾斜设置的倾斜缝,所述下压座和所述冷压板之间设置有皮囊气缸;下压驱动件用于驱动所述下压座上下移动。
4、本发明的有益效果是:
5、在工作过程中,下压驱动件驱动下压座向下移动,然后通过调整皮囊气缸和宽幅调整驱动单元,进一步调整冷压板作用于瓦楞纸板的压力,使得瓦楞纸板受力均匀同时确保瓦楞纸板的受力面积,皮囊气缸可以承受径向荷载和轴向荷载,满足冷压板倾斜上下移动的特性;摆杆机构使得冷压板在调整过程中始终处于水平状态,有利于压平瓦楞纸板;设置倾斜缝,使得瓦楞纸板经过瓦楞纸冷压机构时,纸板不会出现凸痕;且宽幅调整驱动单元可以驱动冷压板向上摆动,以使得能够抬起冷压板,调整冷压板的压纸宽度。
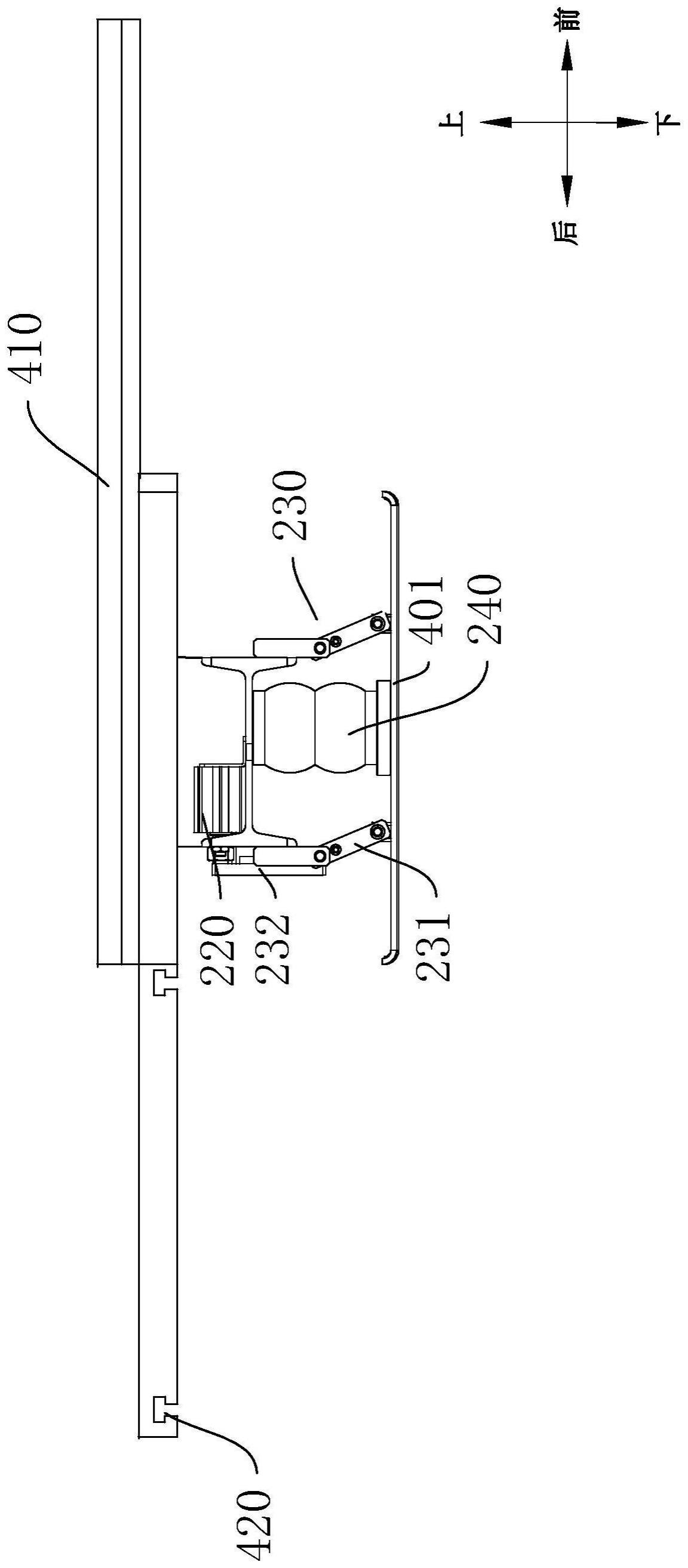
6、作为上述技术方案的进一步改进,所述摆杆机构包括呈前后间隔设置的两组摆杆件和调节杆,所述摆杆件包括至少两根左右间隔设置的摆杆体,所述摆杆体的两端分别与所述下压座和冷压板的上表面铰接,所述调节杆的下端与所述摆杆体固定连接,所述调节杆的上端与所述宽幅调整驱动单元的输出端传动连接,所述皮囊气缸设置于两组摆杆件之间,所述摆杆体的上端位于所述摆杆体的下端的后上方。
7、摆杆机构使得冷压板在上下调节过程中,冷压板始终位于同一水平面上。
8、作为上述技术方案的进一步改进,在多组所述冷压组件中,包括第一冷压组件、第二冷压组件和第三冷压组件,所述第一冷压组件包括位于两侧呈直角梯形的旁侧压板,所述第二冷压组件包括位于中间呈等腰梯形的固定压板,所述第三冷压组件包括呈平行四边形设置的调节压板,其中位于固定压板两侧的调节压板以固定压板的中轴线为对称轴呈对称设置;
9、所述下压座与冷压组件之间设置有倾斜调节机构和平移调节机构,所述倾斜调节机构用于调节第三冷压组件沿着所述倾斜缝的倾斜方向前后移动,所述平移调节机构用于驱动包括所述第一冷压组件向所述第二冷压组件靠拢。
10、当瓦楞纸板的宽幅小于冷压板的宽幅时,瓦楞纸板的边缘承受整个冷压板的压力,瓦楞纸板的边部受压大,容易引起倒愣,塌楞,纸板边薄、强度降低,进而引发瓦楞纸板质量的问题。而为了避免瓦楞纸板出现凸痕,冷压板之间的边缘是倾斜设置的,瓦楞纸板的两侧边缘为相互平行形状,故抬起旁侧的冷压板时,瓦楞纸板的两侧边部依然会出现边部受压大的问题。
11、因此,分别设置第一冷压组件、第二冷压组件和第三冷压组件,其中第一冷压组件的旁侧压板边缘直边与瓦楞纸板的边缘平行,使得旁侧压板始终处于工作状态,故移走第三冷压组件的固定压板,固定压板移走后,再将旁侧压板固定压板靠拢,使得冷压范围大致呈矩形,以达到瓦楞纸板边缘不会出现局部受力过大、变薄等问题。
12、并且冷压板呈对称设置,可以提高调整过程中整个瓦楞纸冷压机构工作过程的稳定性。
13、作为上述技术方案的进一步改进,所述倾斜调节机构包括两根倾斜设置于所述下压座的上导轨和设置于所述第三冷压组件的倾斜移动架,所述倾斜移动架滑动固定设置于所述上导轨,所述倾斜移动架设置有第一平移滑轨,所述平移调节机构包括设置于所述下压座的第二平移滑轨,所述第一冷压组件滑动设置于所述第二平移滑轨;
14、在所述第三冷压组件从两个冷压组件之间移动走后,所述第一冷压组件从所述第二平移滑轨移动至所述第一平移滑轨从而实现向所述第二冷压组件靠拢。
15、上导轨、第一平移滑轨、第二平移滑轨均可提高调节的稳定性,其中,将第一平移滑轨设置于倾斜移动架,使得第三冷压组件从两个冷压组件之间移动走后,不干扰第一冷压组件向第二冷压组件靠拢,形成新的大致呈矩形的压纸范围,达到保留了第一冷压组件工作同时,移走第三冷压组件目的。
16、作为上述技术方案的进一步改进,所述倾斜调节机构包括用于驱动所述第三冷压组件移动的倾斜驱动单元,所述平移调节机构包括用于驱动所述第一冷压组件移动的平移驱动单元。
17、自动调整第三冷压组件和第一冷压组件的移动,提高自动化程度,调节更加方便。
18、作为上述技术方案的进一步改进,所述调节压板在左右方向上的宽度相同。便于控制调整的宽度。
19、作为上述技术方案的进一步改进,所述调节压板与旁侧压板之间的边缘分别卡接有呈平行四边形的调整板。当瓦楞纸板宽幅变化较小时,可以插装一块或者两块调整板,然后平移调节机构驱动旁侧压板向调节压板靠拢,调节范围更大。还可配合倾斜调节机构的调整组合,达到更多的调节方式,以适配更多宽幅的瓦楞纸板。
20、作为上述技术方案的进一步改进,所述冷压板的前后两侧分别上翘设置,能保证在加工瓦楞纸板时,瓦楞纸板能顺利通过冷压板下方,以免冷压板损伤瓦楞纸板。
21、本发明还提供了一种冷压成型装置,包括上述任意一项所述的瓦楞纸冷压机构和设置于所述瓦楞纸冷压机构的下方的瓦楞纸输送机构。
22、瓦楞纸冷压机构作用于瓦楞纸输送机构的上方,瓦楞纸输送机构上输送瓦楞纸板,使得瓦楞纸经过瓦楞纸板冷压机构被冷压,由于瓦楞纸冷压机构的宽幅可以调整,因此可以适配不同宽幅的瓦楞纸板。
23、本发明还提供了一种冷压成型装置的使用方法,应用于一种冷压成型装置,包括:
24、下压驱动件驱动下压座向下移动;
25、调节宽幅调整驱动单元以控制冷压板与瓦楞纸输送机构的输送面之间的间隔;
26、调节皮囊气缸的气压进而调整冷压板作用于瓦楞纸输送机构的输送面上瓦楞纸板的压力。
27、先通过宽幅调整驱动单元大致调节纸板通过间隔,再通过皮囊气缸调节冷压板的作用瓦楞纸板的压力,控制冷压板作用瓦楞纸板的压力以及保证冷压板具有足够的触压面积。
28、作为上述技术方案的进一步改进,瓦楞纸输送机构输送瓦楞纸板从前往后相对冷压板移动。在瓦楞纸板被输送时,瓦楞纸板会作用于冷压板,提供给冷压板向后的作用力,该作用力使得冷压板向下移动,进而会使得冷压板能更好地作用于瓦楞纸板。
- 还没有人留言评论。精彩留言会获得点赞!