基于远程控制的高效率纸塑生产工艺的制作方法
本发明涉及纸塑生产,具体为基于远程控制的高效率纸塑生产工艺。
背景技术:
1、当代外包装一般选用纸、塑胶、夹层玻璃、瓷器、金属材料身为包装制品,因为纸和塑胶价格低有利于生产加工,且原材料由来广泛,因而纸和塑料包装制品在日常生活中应用面很广,伴随着时代的快速发展和全世界经济一体化的规定,绿色环保慢慢变成当今社会的共识,并变成在外包装行业发展的又一个闪光点,经专家教授量化分析评定明确,唯有纸就是最有发展潜力的绿色环保原材料,近些年,随着纸模制品机器设备发展趋势十分快,并且逐渐趋向完善,伴随着纸浆模塑产品运用范畴的持续营销推广,纸模制品的需求不断提升,纸浆模塑生产工艺流程和压铸模具的设计逐步完善和提升,以前的纸塑制品都相当薄和轻,且质感粗糙,手感不佳。而现在的纸塑制品则通过纸塑设备的精细化处理和生产工艺的改进,使得产品的手感更加柔软、舒适,质感更加细腻和有质感,让人们使用起来更加愉悦。
2、远程控制是指管理人员在不同的地方通过计算机的网络异地拨号或双方都接入网络,也就是一个电脑控制另外一个电脑的意思,当然了,现在也可以一个手机远程操控另外一个手机了,也就是通过自己的计算机对别人的或者远距离的计算机进行操作修改什么的。
3、但是,现有的生产工艺存在以下缺点:
4、传统的纸塑制品在加工的过程中,全程为人工操控生产设备启停,如此操作较为复杂,增加了纸塑生产的劳动强度。
技术实现思路
1、本发明的目的在于提供基于远程控制的高效率纸塑生产工艺,以解决上述背景技术中提出的传统的纸塑制品在加工的过程中,全程为人工操控生产设备启停,如此操作较为复杂,增加了纸塑生产的劳动强度的问题。
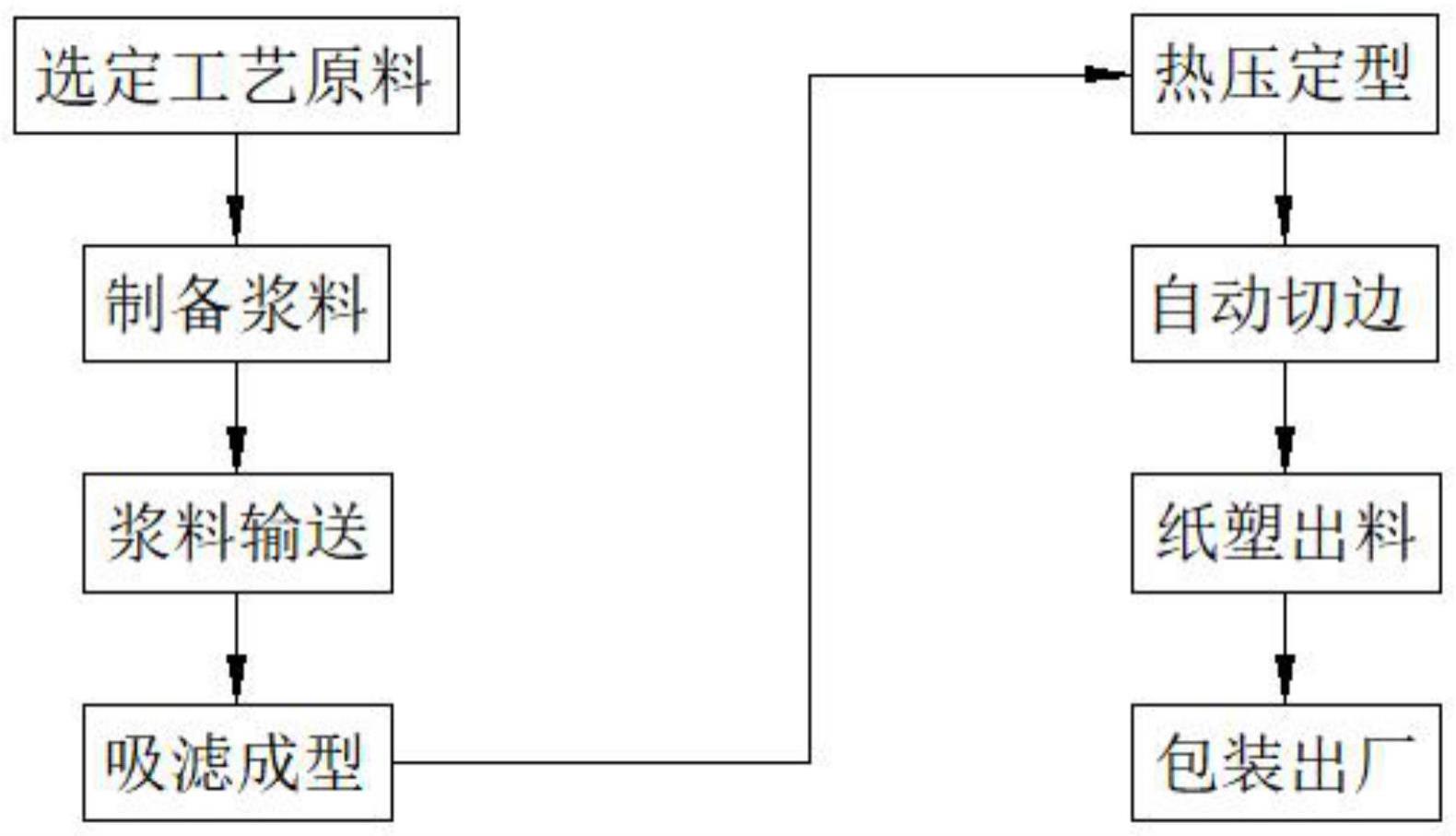
2、为实现上述目的,本发明提供如下技术方案:基于远程控制的高效率纸塑生产工艺,包括以下步骤:
3、步骤一、选定工艺原料:根据纸塑制品的需要选取蔗渣浆、竹浆、小麦秸秆浆、芦苇浆、棕榈浆和木浆;
4、步骤二、制备浆料:将制浆厂输送过来的浆液远程控制稀释并注入助剂,纸模切边浸泡且投放配浆用水;
5、步骤三、浆料输送:经供浆系统完成制备浆料后,远程控制浆泵将浆液通过管道输送到生产设备内的吸附成型浆槽内;
6、步骤四、吸滤成型:远程控制沉入浆液中的吸滤成型模具利用真空吸附纸浆纤维制成湿纸模坯;
7、步骤五、热压定型:远程控制湿纸模坯被转移到热压定型模具内被干燥并固化定型,湿纸模坯在高压和高温的热压模具内被压制成干燥定型的纸浆模塑制品;
8、步骤六、自动切边:远程控制被干燥并固化定型的制品被转移到切边工位将制品外边边缘修切整齐,制成符合标准尺寸的产品;
9、步骤七、纸塑出料:远程控制生产设备把边缘整齐的制品移出,并叠放整齐;并且切下的废边也被移出生产设备外面;
10、步骤八、包装出厂:远程控制检验包装工序,最后成品出厂。
11、作为本发明的一种优选技术方案,所述步骤一中蔗渣浆是以甘蔗渣为原料,经过化学或生物制浆,制成甘蔗渣浆,甘蔗渣浆是湿浆状态,也经干燥并压制成浆板,湿浆状态的甘蔗渣浆再加水,配置成一定浓度的浆液直接供纸浆模塑生产;而浆板则要通过碎浆机把浆板打碎后再加水配置成一定浓度的浆液供纸浆模塑生产,一定浓度的浆液被供应到纸浆模塑成形机,浆液在纸浆模塑成形机中成型、定形、切边成为模塑制品;所述步骤一中竹浆是一种很好的纸浆模塑植物纤维模制品原材料,竹纤维属于中长纤维,性能介于针叶木与阔叶木之间,利用竹浆生产的产品韧性较强,生产深制品时不容易出现裂纹,表面光滑细腻且白度较高,但是制品表面进行摩擦以后容易出现毛绒状的绒毛纤维,使用竹浆比例超过40%时应该进行磨浆处理,以消除制品表面出现绒毛纤维现象;所述步骤一中小麦秸秆浆分为机制纤维麦草浆、化学机械麦草浆和化学麦草浆,麦草浆纤维短,麦草浆纸浆模塑制品表面光滑细腻,挺度好,产品很脆,柔韧性差,大部分纸浆模塑餐具制品100%采用小麦秸秆浆作为原料,本色麦草秸秆浆制品外观光洁漂亮;但对于形状复杂、深度较深的麦草浆制品,生产过程中需要加入长纤维纸浆进行调配,增加其产品的韧性;所述步骤一中芦苇浆纤维短,芦苇浆纸浆模塑制品表面光滑度不如蔗渣浆、竹浆、麦草浆的纸浆模塑制品;挺度不如蔗渣浆、竹浆、麦草浆;芦苇浆纸浆模塑制品比较脆,柔韧性差;芦苇浆含杂质较多,大部分纸浆模塑餐具制品采用100%芦苇浆作为原料,芦苇浆制品外观不太光洁漂亮且杂质较多;所述木浆主要分为针叶木浆和阔叶木浆,用来生产纸浆模塑制品的木浆都是叶木浆和阔叶木浆配合使用,各占一定比例,针叶木浆纤维长且细,木浆比较纯净,杂质少,阔叶木浆纤维粗且短,且含有较多的杂质,成品强度相对低,成品比较疏松,吸收性能强,不透明度高,针叶木浆制造出来的纸浆模塑制品柔韧性好,耐折度高,抗张强度较好,阔叶木浆造出来的纸浆模塑制品松厚度高,挺度高,包装性能好,因此不同木浆所生产的产品厚度、密度会有所不同。
12、作为本发明的一种优选技术方案,所述步骤二中稀释具体为从制浆厂直接输送过来的浆的浓度较高,需要加入适量的水使其成为浓度0.3%-0.5%左右的浆液,在配浆池中加入助剂配制成纸浆模塑生产所需的浆料,所述步骤二中助剂具体为助剂主要是防水剂、防油剂,部分精品工业包装制品不需要加入防油剂,但需要把蔗渣浆、竹浆、木浆按不同比例配在一起使用;大部分纸浆模塑工厂是以商品浆板作为原料,经过加水浸泡软化后,用水力碎浆机设备疏解成浆水混合液,使其成为适合纸浆模塑生产所需浓度的浆料,所述步骤二中纸模切边过程产生的边料,由于内含助剂,经加水浸泡软化和水力碎浆机碎解后,还必须经过疏解机再次进行疏解分散,才能混入原浆进入生产流程,否则生产出的制品表面会产生浆块从而影响外观,所述步骤二中配浆用水是吸附成型后排出的白水或部分清水,其ph值在6.4-6.5较为理想,用搅拌装置把浆池中的浆液搅拌均匀,以保证浆液浓度稳定。
13、作为本发明的一种优选技术方案,所述步骤四中湿纸模坯的含水率通常在65%-75%且每个纸模制品的重量通过调节真空吸滤时间来控制。
14、作为本发明的一种优选技术方案,所述步骤五中热压定型模具的温度约为180℃-200℃,采用电加热或导热油加热,所述导热油加热的工作原理是:加热的导热油通过与模具加热板的热交换释放出热量,从而把导热油锅炉产生的热量传输到热压定型模具上。
15、作为本发明的一种优选技术方案,所述步骤二中远程控制、步骤三中远程控制、步骤四中远程控制、步骤五中远程控制、步骤六中远程控制、步骤七中远程控制和步骤八中远程控制均具体为通过anyviewer远程控制另一台电脑,所述anyviewer支持windows、ios和android多个系统,允许从iphone或ipad远程控制电脑,所述anyviewer无人值守,支持无人值守的远程连接,允许为无人值守的计算机提供远程支持;所述anyviewer安全性高,anyviewer采用椭圆曲线密码ecc加密,保护数据安全,所述anyviewer快速稳定,anyviewer由专业的技术团队研发,提供稳定、快速的远程连接;所述anyviewer便捷高效,屏幕顶部中间有一个任务栏,进行快速操作,重新启动、关闭电脑、打开任务管理器和命令提示符。
16、作为本发明的一种优选技术方案,所述anyviewer使用的具体步骤为:
17、步骤一、在两台计算机上下载、安装并启动anyviewer,在远程电脑上转到“登录”,然后单击“注册”;
18、步骤二、填写注册信息,点击“注册”,获取anyviewer账号;
19、步骤三、在两台电脑上登录相同的anyviewer账号,进入“设备”选项卡,然后单击“远程控制”以实现对目标计算机的无人值守远程访问。
20、与现有技术相比,本发明的有益效果是:整个生产工艺远程控制,支持windows、ios和android多个系统,允许从iphone或ipad远程控制电脑;支持无人值守的远程连接,允许无人值守的计算机提供远程支持;anyviewer采用椭圆曲线密码ecc加密,保护数据安全;anyviewer提供稳定、快速的远程连接;屏幕顶部中间有一个任务栏,快速操作,取代人为操控降低了纸塑生产的劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!