一种串联式磨浆机组自动控制方法、系统、设备及介质与流程
本技术涉及自动控制领域,尤其是涉及一种串联式磨浆机组自动控制方法、系统、设备及介质。
背景技术:
1、在造纸工艺中,制浆流程是将纤维原料转化为纸浆的过程,在制浆流程中,对于运送来的纤维原料,通常以碎浆机-磨前池-磨浆机-磨后池-上浆池的顺序被转化为纸浆,然后纸浆将输送至纸机,最终在纸机中成型,被制造为纸卷。
2、与纸机连续不间断的生产方式不同,大多数造纸厂的制浆流程为间歇的过程,为了能够降低制浆流程的总能耗成本,生产的过程中现场工人会基于我国的分时电价制度对设备的启停进行控制。
3、但是,仅仅依赖于现场工人的经验来控制制浆流程中涉及到的设备显然不够精准,会出现及时性差、准确性不足的等等问题。目前亟需一种较为准确的自动控制方法,以对制浆流程中涉及到的设备进行控制,从而较好的利用分时电价制度,以减少制浆流程的总能耗成本。
技术实现思路
1、为了能够较好的对制浆流程中涉及到的设备进行控制,从而利用分时电价制度以减少制浆流程的总能耗成本,本技术提供一种串联式磨浆机组自动控制方法、系统、设备及介质。
2、第一方面,本技术提供了一种串联式磨浆机组自动控制方法,所述方法包括以下步骤:
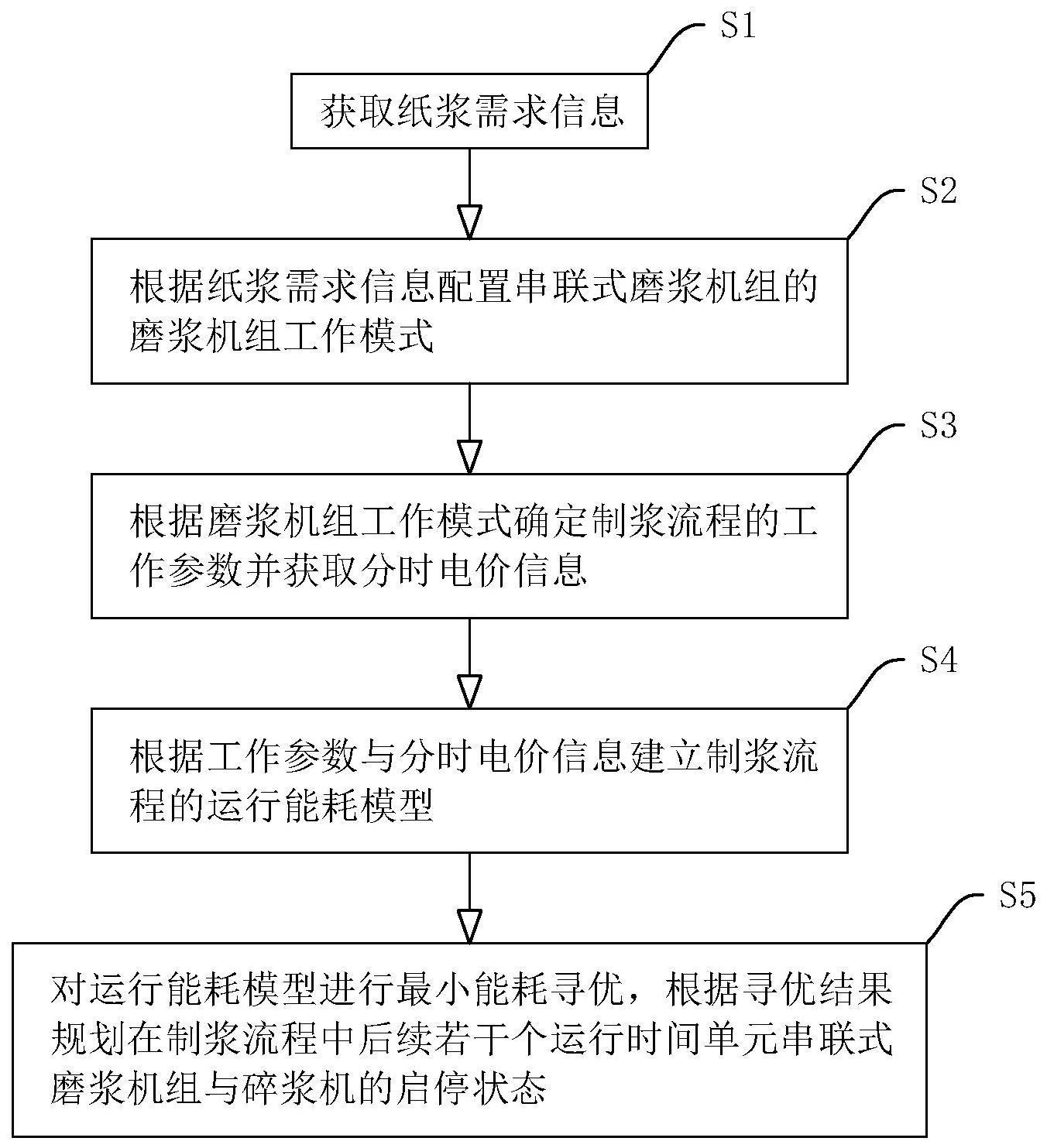
3、获取纸浆需求信息;
4、根据所述纸浆需求信息配置串联式磨浆机组的磨浆机组工作模式;
5、根据所述磨浆机组工作模式确定制浆流程的工作参数并获取分时电价信息,所述工作参数至少包括碎浆机单位时间工作能耗与磨浆机组单位时间工作能耗;
6、根据所述工作参数与所述分时电价信息建立所述制浆流程的运行能耗模型;
7、对所述运行能耗模型进行最小能耗寻优,根据寻优结果规划在制浆流程中后续若干个运行时间单元所述串联式磨浆机组与碎浆机的启停状态。
8、通过采用上述技术方案,根据人员对纸浆质量的需求配置串联式磨浆机组的磨浆机组工作模式,再基于磨浆机组工作模式确定制浆流程的工作参数,以建立与磨浆机组工作模式对应的运行能耗模型,对运行能耗模型进行最小能耗寻优以对制浆流程中后续若干个运行时间单元串联式磨浆机组与碎浆机的启停状态进行规划,从而完成对制浆流程中涉及到的设备的控制,较好的利用分时电价制度,以减少制浆流程的总能耗成本。
9、可选的,所述串联式磨浆机组包括一级磨浆机与二级磨浆机,所述一级磨浆机的入浆口与磨前池的出浆口连通,所述一级磨浆机的出浆口通过第一出浆通道与所述二级磨浆机的入浆口连通并通过第二出浆通道与磨后池的入浆口连通,所述二级磨浆机的出浆口通过第三出浆通道与磨后池的入浆口连通,所述第一出浆通道上设置有第一电磁阀,所述第二出浆通道上设置有第二电磁阀,所述第三出浆通道上设置有第三电磁阀,所述第一电磁阀、所述第二电磁阀以及所述第三电磁阀分别对所述第一出浆通道、所述第二出浆通道以及所述第三出浆通道的连通状态进行控制。
10、通过采用上述技术方案,串联式磨浆机组由一级磨浆机与二级磨浆机串联构成,通过设置的第一电磁阀、第二电磁阀以及第三电磁阀实现分别对第一出浆通道、第二出浆通道以及第三出浆通道的控制,使得人员能够任意决定纸浆的流向,完成对串联式磨浆机组内部纸浆流向的控制。
11、可选的,在根据所述纸浆需求信息配置串联式磨浆机组的磨浆机组工作模式中,具体包括:
12、获取第一输出纸浆质量区间,所述第一输出纸浆质量区间用于描述纸浆在经过所述一级磨浆机后的整体纤维状态;
13、获取第二输出纸浆质量区间,所述第二输出纸浆质量区间用于描述纸浆在同时经过所述一级磨浆机与所述二级磨浆机后的整体纤维状态;
14、根据所述纸浆需求信息确定纸机的需求纸浆质量;
15、根据所述第一输出纸浆质量区间与所述第二输出纸浆质量区间确定需求纸浆质量的所处区间;根据所述需求纸浆质量的所处区间对所述磨浆机组工作模式进行控制,以对所述第一电磁阀、所述第二电磁阀以及所述第三电磁阀的开闭状态进行控制。
16、通过采用上述技术方案,根据需求纸浆质量的所处区间配置串联式磨浆机组的工作模式,在不同的工作模式中,各个电磁阀的开闭状态存在区别,从而决定纸浆在串联式磨浆机组内的处理方式。不同的处理方式直接影响了纸浆的纤维状态,因此基于工作模式的配置,能够使人员对纸浆的纤维状态根据实际需求进行调节与控制。
17、可选的,在根据所述需求纸浆质量的所处区间对所述第一电磁阀、第二电磁阀以及第三电磁阀的开闭状态进行控制,以对所述磨浆机组工作模式进行配置中,具体包括:
18、当所述需求纸浆质量处于所述第一输出纸浆质量区间时,所述串联式磨浆机组进入第一工作模式,在所述第一工作模式中,所述第一电磁阀关闭,所述第二电磁阀开启;
19、当所述需求纸浆质量处于所述第二输出纸浆质量区间时,所述串联式磨浆机组进入第二工作模式,在所述第二工作模式中,所述第二电磁阀关闭,所述第一电磁阀与所述第三电磁阀开启。
20、可选的,在根据所述磨浆机组工作模式确定制浆流程的工作参数中,具体包括:
21、获取所述一级磨浆机的第一单位时间能耗与所述二级磨浆机的第二单位时间能耗;
22、当所述串联式磨浆机组处于所述第一工作状态时,将所述第一单位时间能耗作为所述磨浆机组单位时间工作能耗;
23、当所述串联式磨浆机组处于所述第二工作状态时,将所述第一单位时间能耗与所述第二单位时间工作能耗之和作为所述磨浆机组单位时间工作能耗。
24、通过采用上述技术方案,当串联式磨浆机组处于第一工作状态时,纸浆只在一级磨浆机的作用下改变纤维状态,因此此时磨浆机组单位时间工作能耗决定于一级磨浆机的第一单位时间能耗;当串联式磨浆机组处于第二工作状态时,纸浆在一级磨浆机与二级磨浆机的同时作用下改变纤维状态,因此此时磨浆机组单位时间工作能耗为一级磨浆机的第一单位时间能耗与二级磨浆机的第二单位时间能耗之和。根据工作模式的区别准确的完成磨浆机组单位时间工作能耗的确定,为后续进行最小能耗寻优提供了准确的数据基础。
25、可选的,在根据所述工作参数与所述分时电价信息建立所述制浆流程的运行能耗模型中,具体包括:
26、根据所述工作参数与所述分时电价信息建立所述运行能耗模型,所述运行能耗模型具体为:
27、
28、其中,z为所述制浆流程的能耗成本,ak为所述碎浆机在第k个运行时间单元的启停情况,bk为所述串联式磨浆机组在第k个运行时间单元的启停情况,e为所述碎浆机单位时间工作能耗,ei为所述磨浆机组单位时间工作能耗,当i=1时表示所述串联式磨浆机组处于所述第一工作状态,当i=2时表示所述串联式磨浆机组处于所述第二工作状态,为碎浆机在第k个运行时间单元运行的分时电价,为碎浆机在第k个运行时间单元运行的分时电价。
29、通过采用上述技术方案,基于分时电价信息与当前的工作参数完成运行能耗模型的构建,对制浆流程的运行能耗成本进行了准确的描述。
30、可选的,在对所述运行能耗模型进行最小能耗寻优中,具体包括:
31、根据所述运行能耗模型确定目标函数,所述目标函数为所述运行能耗模型的能耗成本最小值;获取磨前池、磨后池与上浆池的装载状态;
32、根据所述装载状态确定约束条件;
33、通过预置的寻优算法对所述目标函数进行所述最小能耗寻优,在进行所述最小能耗寻优的过程中以所述约束条件作为约束。
34、通过采用上述技术方案,对于制浆流程,由于磨前池、磨后池以及上浆池存在纸浆装载上限与下限,基于磨前池、磨后池以及上浆池的装载状态对目标函数进行约束,保证最终完成的最小能耗规划在执行时不会带来磨前池、磨后池以及上浆池满载或空置的问题,使得制浆流程能够正常运行。
35、在本技术的第二方面提供了一种串联式磨浆机组自动控制系统,所述系统包括以下模块:
36、需求信息获取模块,用于获取纸浆需求信息;
37、工作模式配置模块,用于根据所述纸浆需求信息配置串联式磨浆机组的磨浆机组工作模式;工作参数确定模块,用于根据所述磨浆机组工作模式确定制浆流程的工作参数并获取分时电价信息,所述工作参数至少包括碎浆机单位时间工作能耗与磨浆机组单位时间工作能耗;
38、能耗模型建立模块,用于根据所述工作参数与所述分时电价信息建立所述制浆流程的运行能耗模型;
39、能耗模型寻优模块,用于对所述运行能耗模型进行最小能耗寻优,根据寻优结果规划在制浆流程中后续若干个运行时间单元所述串联式磨浆机组与碎浆机的启停状态。
40、在本技术的第三方面提供了一种电子设备;
41、所述电子设备包括处理器、存储器、用户接口及网络接口,所述存储器用于存储指令,所述用户接口和网络接口用于给其他设备通信,所述处理器用于执行所述存储器中存储的指令,以使所述电子设备执行一种串联式磨浆机组自动控制方法。
42、在本技术的第四方面提供了一种计算机可读存储介质;
43、所述计算机可读存储介质存储有指令,当所述指令被执行时,执行一种串联式磨浆机组自动控制方法。
44、综上所述,本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
45、1、根据人员对纸浆质量的需求配置串联式磨浆机组的磨浆机组工作模式,再基于磨浆机组工作模式确定制浆流程的工作参数,以建立与磨浆机组工作模式对应的运行能耗模型,对运行能耗模型进行最小能耗寻优以对制浆流程中后续若干个运行时间单元串联式磨浆机组与碎浆机的启停状态进行规划,从而完成对制浆流程中涉及到的设备的控制,较好的利用分时电价制度,以减少制浆流程的总能耗成本。
46、2、串联式磨浆机组由一级磨浆机与二级磨浆机串联构成,通过设置的第一电磁阀、第二电磁阀以及第三电磁阀实现分别对第一出浆通道、第二出浆通道以及第三出浆通道的控制,使得人员能够任意决定纸浆的流向,完成对串联式磨浆机组内部纸浆流向的控制。
47、3、基于分时电价信息与当前的工作参数完成运行能耗模型的构建,对制浆流程的运行能耗成本进行了准确的描述。
- 还没有人留言评论。精彩留言会获得点赞!