一种模切易揭隐形开天窗袋的加工工艺及加工流水线的制作方法
本发明属于包装袋制造领域,具体涉及一种模切易揭隐形开天窗袋的加工工艺及加工流水线。
背景技术:
1、一种模切易揭隐形开天窗袋(即一种三边封双股拉链的模切易揭隐形开天窗袋),如图1-4所示,其由两片复合袋膜三边热封形成且袋口处设有拉链,所述复合袋膜包括pet层一21、白牛层22、不干胶层23、粘胶层24、pe层25和pet层二26,所述pet层一21的厚度,所述pet层一21为复合袋膜的外表层,所述pet层二26为复合袋膜的内表层,所述pet层一21的厚度为15μm,所述白牛层22由40g的白牛制成,所述不干胶层23厚度为15μm,所述粘胶层24厚度为30μm,所述pet层二25厚度为12μm,所述pe层26厚度为60μm,袋体的两面分别形成隐形易揭部且袋体上设有圆孔。
2、申请人现有的加工方式是,先通过膜袋成型设备(膜袋成型设备包括包括机架,所述机架的一端设有第一放卷机构和第二放卷机构且机架的另一端设有输送机,所述机架的上端面根据制袋的先后工序依次安装有纵向热封机、纵向冷却板、多个横向热封机、横向冷却板和分切机构;所述纵向冷却板和横向热封机之间设有一组橡胶对压辊,所述横向冷却板和分切机构之间设有一组橡胶对压辊;所述纵向冷却板和横向热封机之间设有一个张力控制机构;所述第一放卷机构的气涨轴上安装有复合袋膜卷,所述第二放卷机构的气涨轴上安装有复合袋膜卷,两个复合袋膜卷依次通过纵向热封机、纵向冷却板、多个横向热封机、横向冷却板和分切机构形成单个三边封袋)生产出单个三边封袋,之后将三边封袋通过拉链热封机将拉链热封在三边封袋的袋口处,之后将三边封拉链袋通过模切机(如图5所示)在三边封拉链袋两面分别形成隐形易揭部,之后将两面分别形成有隐形易揭部的三边封拉链袋通过冲孔机构的冲孔,形成一种三边封双股拉链的模切易揭隐形开天窗袋。
3、但是,现有的模切易揭隐形开天窗袋的加工方式在生产一种三边封双股拉链的模切易揭隐形开天窗袋的过程中存在以下问题:
4、由于形成的三边封袋是单个的,单个的三边封袋需要依次进行袋口热封拉链、袋体两面模切形成隐形易揭部以及袋体冲孔,这些工艺环节都需要大量人力介入,这样不仅大大降低了一种三边封双股拉链的模切易揭隐形开天窗袋的生产效率,而且工人的劳动强度也十分大,从而增加了一种三边封双股拉链的模切易揭隐形开天窗袋的生产成本。
技术实现思路
1、设计目的:为避免背景技术中的不足,设计一种不仅能够大大提高袋的生产效率,而且能够降低劳动强度,同时能够提高袋的生产质量,同时适用性好的一种模切易揭隐形开天窗袋的加工工艺及加工流水线。
2、设计方案:为实现上述设计目的。
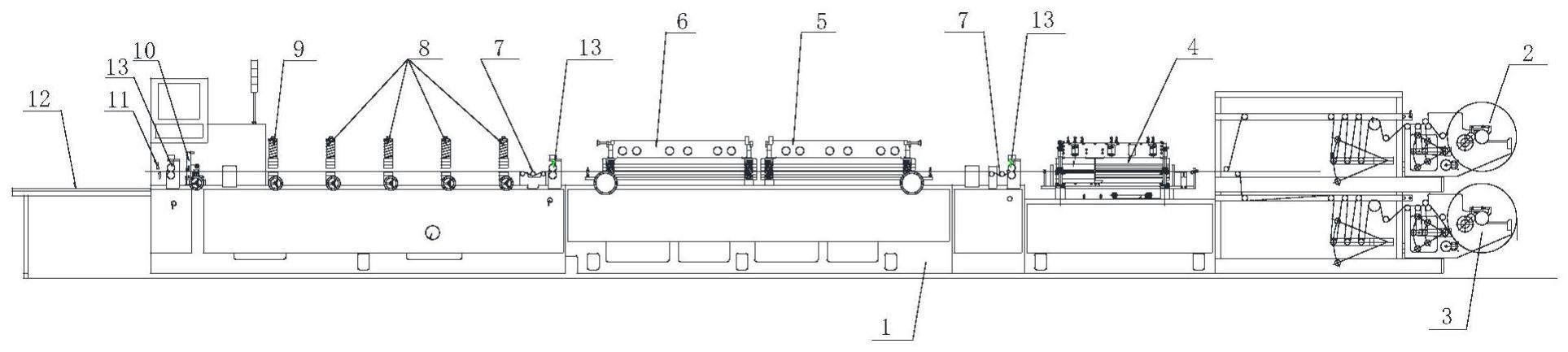
3、一种模切易揭隐形开天窗袋的加工流水线,包括机架,第一放卷机构、第二放卷机构、拉链热封冷却一体机、纵向热封机、纵向冷却板、多个张力控制机构、多个横向热封机、横向冷却板、冲孔机构、分切机构、输送机、对组橡胶对压辊,所述机架的一端设有第一放卷机构和第二放卷机构且机架的另一端设有输送机,所述第一放卷机构中的气涨轴位于第二放卷机构中的气涨轴的上方,所述机架的上端面根据制袋的先后工序依次安装有拉链热封冷却一体机、纵向热封机、纵向冷却板、多个横向热封机、横向冷却板、冲孔机构和分切机构;所述拉链热封冷却一体机和纵向热封机之间设有一组橡胶对压辊且橡胶对压辊位于机架上,所述纵向冷却板和横向热封机之间设有一组橡胶对压辊且橡胶对压辊位于机架上,所述冲孔机构和分切机构之间设有一组橡胶对压辊且橡胶对压辊位于机架上;所述拉链热封冷却一体机和纵向热封机之间设有一个张力控制机构且张力控制机构位于机架上,所述纵向冷却板和横向热封机之间设有一个张力控制机构且张力控制机构位于机架上。还包括模切机。这样在两条行走的复合袋膜依次经过流水线中的拉链热封冷却一体机、纵向热封机、纵向冷却板、多个横向热封机、横向冷却板、冲孔机构和分切机构后能够在线一步到位制成两面分别形成有三边封拉链袋,从而提高了三边封拉链袋的生产效率,进而提高了一种模切易揭隐形开天窗袋的生产效率,另外,由于加工流水线一能够在线一步到位制成两面分别形成有三边封拉链袋也大大降低了工人的劳动强度。
4、一种模切易揭隐形开天窗袋的加工流水线一,包括机架,第一放卷机构、第二放卷机构、模切结构、纵向热封机、纵向冷却板、多个张力控制机构、多个横向热封机、横向冷却板、冲孔机构、分切机构、输送机和对组橡胶对压辊,所述机架的一端设有第一放卷机构和第二放卷机构且机架的另一端设有输送机,所述第一放卷机构中的气涨轴位于第二放卷机构中的气涨轴的上方,所述机架的上端面根据制袋的先后工序依次安装有模切结构、纵向热封机、纵向冷却板、多个横向热封机、横向冷却板、冲孔机构和分切机构;所述模切结构和纵向热封机之间设有一组橡胶对压辊且橡胶对压辊位于机架上,所述纵向冷却板和横向热封机之间设有一组橡胶对压辊且橡胶对压辊位于机架上,所述冲孔机构和分切机构之间设有一组橡胶对压辊且橡胶对压辊位于机架上;所述模切结构和纵向热封机之间设有一个张力控制机构且张力控制机构位于机架上,所述纵向冷却板和横向热封机之间设有一个张力控制机构且张力控制机构位于机架上。这样在两条行走的复合袋膜依次经过流水线中的模切结构、纵向热封机、纵向冷却板、多个横向热封机、横向冷却板、冲孔机构和分切机构后能够在线一步到位制成两面分别形成有隐形易揭部三边封袋,从而提高了隐形易揭部三边封袋的生产效率,进而提高了一种模切易揭隐形开天窗袋的生产效率,另外,由于加工流水线一能够在线一步到位制成两面分别形成有隐形易揭部三边封袋也大大降低了工人的劳动强度。
5、优选的,所述模切结构包括上模切单元、中间板、下模切单元和标记传感器,所述上模切单元和下模切单元之间设有中间板,所述第一放卷机构中的气涨轴上设有复合袋膜卷且第一放卷机构放出的复合袋膜能够行走通过中间板的上端面,所述第二放卷机构中的气涨轴上设有复合袋膜卷且第二放卷机构放出的复合袋膜能够行走通过中间板的下端面,在标记传感器检测到复合袋膜上的检测标记时标记传感器能够产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,所述plc控制器在接收到感应信号后能够控制复合袋膜暂停行走,此时plc控制器控制上模切单元中切刀模头下移对位于中间板上端面的复合袋膜进行切痕,所述切痕贯穿复合袋膜中的pet层一和白牛层且切痕为闭合式切痕,与此同时plc控制器控制下模切单元中切刀模头一上移对位于中间板下端面的复合袋膜进行切痕,所述切痕贯穿复合袋膜中的pet层一和白牛层且切痕为闭合式切痕。流水线中的模切结构的设置且模切结构包括上模切单元、中间板、下模切单元将,这样模切结构能够同步对两条复合袋膜的外表面进行在线切痕处理,这样不仅大大提高了袋的生产效率,而且切痕处理复合袋膜直接在流水线中进行热封、冲孔、分切制成有隐形易揭部三边封袋,由于切痕处理后的复合袋膜无需进行复卷,这样既减少了袋生产的加工步骤,又提高了袋的生产质量,同时降低了袋生产过程的劳动强度。
6、优选的,所述上模切单元由两根导向杆、一个气缸安装板、一个气缸、一个切刀模头和一个切刀模头安装座构成,所述气缸安装板的下端面两侧分别竖直安装有一根导向杆,所述气缸安装板的上端面设有活塞杆通孔且活塞杆通孔贯通气缸安装板的上下两端面,所述气缸安装板的上端面安装有气缸且气缸的活塞杆竖直向下通过活塞杆通孔,所述切刀模头安装座的上端面两侧分别开有一个导向杆通孔且导向杆通孔贯通切刀模头安装座的上下两端面,所述切刀模头安装座位于气缸安装板的下方且切刀模头安装座的上端面与活塞杆端头固定连接,所述两根导向杆与对应的导向杆通孔插接配合,所述切刀模头安装座的下端面安装有切刀模头;所述下模切单元由两根导向杆一、一个气缸安装板一、一个气缸一、一个切刀模头一和一个切刀模头安装座一构成,所述气缸安装板一的上端面两侧分别竖直安装有一根导向杆一,所述气缸安装板一的上端面设有活塞杆通孔一且活塞杆通孔一贯通气缸安装板一的上下两端面,所述气缸安装板一的下端面安装有气缸一且气缸一的活塞杆竖直向上通过活塞杆通孔一,所述切刀模头安装座一的上端面两侧分别开有一个导向杆通孔一且导向杆通孔一贯通切刀模头安装座一的上下两端面,所述切刀模头安装座一位于气缸安装板一的上方且切刀模头安装座一的下端面与活塞杆端头固定连接,所述两根导向杆一与对应的导向杆通孔一插接配合,所述切刀模头安装座一的上端面安装有切刀模头一。上模切单元和下模切单元对两条复合袋膜进行同步切痕,在同步切痕时上模切单元和下模切单元是同时接触中间板的,这样在长时间工作中也能够确保中间板的位置几乎不发生变化,从而确保了切痕的质量。
7、优选的,所述导向杆和导向杆一为同一根导杆,所述气缸安装板和气缸安装板一之间设有两块连接板且两块连接板位于两根导杆的两侧,所述中间板位于切刀模头和切刀模头一的正中间且中间板位于两根导杆之间,所述中间板的两侧分别通过一个连接件与对应的连接板的内侧面固定连接。导向杆和导向杆一为同一根导杆,这样不仅使得结构更精简(结构的简化,不仅有利于模切结构成本的降低,而且有利于模切结构体积的减小),而且由于上模切单元和下模切单元由同一组导杆导向,这样能够提高两者的安装同轴度,从而提高模切结构在同时对两条复合袋膜进行切痕的一致性(即由两条复合袋膜形成的三边封袋上的两面易揭部的切痕线重合度高,这样提高了一种模切易揭隐形开天窗袋的生产质量)。
8、优选的,所述切刀模头和切刀模头一上均设有与闭合式切痕匹配的切刀;所述中间板的上端面两侧分别两个限位条且限位条沿中间板的长度方向设置,所述两个限位条之间形成有复合袋膜行走上通道,所述中间板的下端面两侧分别两个两个限位条且限位条沿中间板的长度方向设置,所述两个限位条之间形成有复合袋膜行走下通道。中间板上的限位条的设置,使得中间板的上端面形成有复合袋膜行走上通道、下端面形成有复合袋膜行走下通道,这样复合袋膜行走上通道和复合袋膜行走下通道对行走的两条复合袋膜起到限位作用,避免行走的复合袋膜位置出现偏移,另外,限位条对于对应的切刀模头或切刀模头一也起到限位作用,确保切刀模头或切刀模头一正好将对应复合袋膜上的pet层一和白牛层实现贯穿切痕。
9、优选的,所述中间板上设有多排用于调整两个限位条之间间距的限位板安装孔。中间板上设有多排用于调整两个限位条之间间距的限位板安装孔,且切刀模头和切刀模头一上设有与与限位条能够凹凸配合的限位凹槽(限位凹槽的设置,这样限位条就能够具有足够的厚度便于安装在中间板上,同时切刀模头或切刀模头一上的切刀也实现能将对应复合袋膜上的pet层一和白牛层实现贯穿切痕),只要调整两个限位条之间的间距,这样模切结构能够为不同宽度的复合袋膜进行在线切痕处理,从而提高了流水线的适用性。
10、一种模切易揭隐形开天窗袋的加工工艺,包括以下步骤:
11、步骤一,将两卷复合袋膜卷分别安装在第一放卷机构中的气胀轴上和第二放卷机构中的气胀轴上,所述第一放卷机构中的复合袋膜通过对应的导向过渡辊行走到拉链热封冷却一体机中,所述第二放卷机构中的复合袋膜通过对应的导向过渡辊行走到拉链热封冷却一体机中;
12、步骤二,当控制拉链热封冷却一体机中的标记传感器检测到进入拉链热封冷却一体机中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制拉链热封冷却一体机将拉链热封在两条复合袋膜中,之后plc控制器加工流水线启动;
13、步骤三,当完成拉链热封的两条复合袋膜同步行走到纵向热封机且纵向热封机中的标记传感器检测到进入纵向热封机中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制纵向热封机中的两条纵向热封头下移对完成拉链热封的两条复合袋膜进行热封处理,并在完成拉链热封的两条复合袋膜的两侧形成两条封边,之后plc控制器控制纵向热封机中的两条纵向热封头回复原位,并控制加工流水线启动;
14、步骤四,当形成两条封边的两条复合袋膜同步行走到纵向冷却板且纵向冷却板中的标记传感器检测到进入纵向冷却板中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制纵向冷却板中的冷却板下移对形成两条封边的两条复合袋膜进行冷却处理,之后plc控制器控制纵向冷却板中的冷却板回复原位,并控制加工流水线启动;
15、步骤五,当冷却后的两条复合袋膜同步行走到横向热封机且横向热封机中的标记传感器检测到进入横向热封机中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制横向热封机中的横向热封头下移对冷却后的两条复合袋膜进行热封处理,并在完成拉链热封的两条复合袋膜的底侧形成一条封边,之后plc控制器控制横向热封机中的横向热封头回复原位,并控制加工流水线启动;
16、步骤六,当形成三边封的两条复合袋膜同步行走到横向冷却板且横向冷却板中的标记传感器检测到进入横向冷却板中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制横向冷却板中的冷却板下移对形成三边封的两条复合袋膜进行冷却处理,之后plc控制器控制横向冷却板中的冷却板回复原位,并控制加工流水线启动;
17、步骤七,当冷却后的两条复合袋膜同步行走到冲孔机构且冲孔机构中的标记传感器检测到进入冲孔机构中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制冲孔机构中的冲头下移对冷却后的两条复合袋膜进行冲孔处理,之后plc控制器控制冲孔机构中的冲头回复原位,并控制加工流水线启动;
18、步骤八,当完成冲孔的两条复合袋膜同步行走到分切机构且分切机构中的标记传感器检测到进入分切机构中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制分切机构中的切刀下移对完成冲孔的两条复合袋膜进行分切处理,之后plc控制器控制分切机构中的切刀回复原位,并控制加工流水线启动;分切下来的复合袋落入输送机进行输送,所述复合袋为三边封拉链袋;
19、步骤九,分切下来的的三边封拉链袋通过输送机的输送来到模切机,且三边封拉链袋通过模切机在其两面分别形成隐形易揭部。
20、一种模切易揭隐形开天窗袋的加工工艺一,包括以下步骤:
21、步骤一,将两卷复合袋膜卷分别安装在第一放卷机构中的气胀轴上和第二放卷机构中的气胀轴上,所述第一放卷机构中的复合袋膜通过对应的导向过渡辊行走到模切结构中,所述二放卷机构中的复合袋膜通过对应的导向过渡辊行走到模切结构中;
22、步骤二,当控制模切结构中的标记传感器检测到进入模切结构中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制模切结构中的上模切单元的气缸向下伸出使得切刀模头对位于复合袋膜行走上通道内的复合袋膜进行外表面切痕处理,与此同时plc控制器控制模切结构中的下模切单元的气缸一向上伸出使得切刀模头一对位于复合袋膜行走下通道内的复合袋膜进行外表面切痕处理,之后plc控制器控制切刀模头和切刀模头一回复原位,并控制加工流水线启动;
23、步骤三,当完成切痕处理的两条复合袋膜同步行走到纵向热封机且纵向热封机中的标记传感器检测到进入纵向热封机中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制纵向热封机中两条纵向热封头下移对完成切痕处理的两条复合袋膜进行热封处理,并在完成切痕处理的两条复合袋膜的两侧形成两条封边,之后plc控制器控制纵向热封机中两条纵向热封头回复原位,并控制加工流水线启动;
24、步骤四,当形成两条封边的两条复合袋膜同步行走到纵向冷却板且纵向冷却板中的标记传感器检测到进入纵向冷却板中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制纵向冷却板中冷却板下移对形成两条封边的两条复合袋膜进行冷却处理,之后plc控制器控制纵向冷却板中冷却板回复原位,并控制加工流水线启动;
25、步骤五,当冷却后的两条复合袋膜同步行走到横向热封机且横向热封机中的标记传感器检测到进入横向热封机中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制横向热封机中横向热封头下移对冷却后的两条复合袋膜进行热封处理,并在完成切痕处理的两条复合袋膜的底侧形成一条封边,之后plc控制器控制横向热封机中横向热封头回复原位,并控制加工流水线启动;
26、步骤六,当形成三边封的两条复合袋膜同步行走到横向冷却板且横向冷却板中的标记传感器检测到进入横向冷却板中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制横向冷却板中冷却板下移对形成三边封的两条复合袋膜进行冷却处理,之后plc控制器控制横向冷却板中冷却板回复原位,并控制加工流水线启动;
27、步骤七,当冷却后的两条复合袋膜同步行走到冲孔机构且冲孔机构中的标记传感器检测到进入冲孔机构中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制冲孔机构中的冲头下移对冷却后的两条复合袋膜进行冲孔处理,之后plc控制器控制冲孔机构中的冲头回复原位,并控制加工流水线启动;
28、步骤八,当完成冲孔的两条复合袋膜同步行走到分切机构且分切机构中的标记传感器检测到进入分切机构中的复合袋膜上的定位黑标时标记传感器产生感应信号且标记传感器能够将感应信号实时上传给plc控制器,plc控制器在收到感应信号后将控制加工流水线暂停,此时plc控制器控制分切机构中切刀下移对完成冲孔的两条复合袋膜进行分切处理,之后plc控制器控制分切机构中切刀回复原位,并控制加工流水线启动;分切下来的复合袋落入输送机进行输送,所述复合袋为三边封袋且三边封袋的两面分别形成了隐形易揭部;
29、步骤九,分切下来的的三边封袋通过输送机的输送来到拉链热封机,且三边封袋通过拉链热封机在其袋口处热封有拉链。
30、本发明与背景技术相比:
31、一是一种模切易揭隐形开天窗袋的加工工艺及加工流水线不仅能够大大提高袋的生产效率,而且能够降低劳动强度;二是一种模切易揭隐形开天窗袋的加工工艺及加工流水线不仅能够提高袋的生产质量,而且适用性好。
- 还没有人留言评论。精彩留言会获得点赞!