环锭细纱机智能控制系统及方法与流程
本发明涉及纺织设备的智能控制,具体而言,涉及环锭细纱机智能控制系统及方法。
背景技术:
1、环锭细纱机,由“锭子”、“钢领”和“钢丝圈”实现加捻卷绕的细纱机,由喂入、牵伸、加捻卷绕等机构组成。环锭细纱机的工作任务包括:1)牵伸:将粗纱抽长拉细成所需细度的须条;2)加捻:将须条加捻成有一定捻度的细纱;3)卷绕:将细纱绕成一定卷装,供贮存、运输和进一步加工之用。
2、已经存在如下相关专利:
3、相关专利1(cn108776463a):一种智能花式纱线控制系统,包括上位工控机、下位机plc控制模块、译码器、数字信号处理模块、显示模块和电机驱动模块;上位工控机和多个下位机plc控制模块通过串行总线相连;下位机plc控制模块的高速数据口与数字信号处理模块相连,用于控制各罗拉电机转速,给数字信号处理模块发出数据信息;下位机plc控制模块的低速数据口与译码器输入端相连,用于选通各路数据信号处理模块,进行每一路控制数据设置;译码器输出端与数字信号处理模块相连;数字处理模块与电机驱动模块相连,数字处理模块输出的数字脉冲,控制电机驱动模块。本发明具有以下有益效果:1.本发明主要用于改造现有的细纱机纺织生产花式纱线,通过智能花式纱线控制系统实现多伺服机构协同工作。本发明在下位机采用spi端口控制信号处理模块实现中后罗拉、空心锭子等机构的协同工作,实现花式纱线的生产,解决了目前国产控制器生产设备综合性能不高,加工精度不高的问题,具有加工精度更高、新产品开发更简易、更容易实现等特点。2.本发明通过plc控制模块高速数据输出数字信号选通ad9833控制各罗拉,由单独的变频异步电机、步进电机或伺服电机带动进行调速,能够生产多种花式纱线,基本达到国外进口的花式纺纱机的生产水平和生产效率。3.本发明不要求一机一电脑控制,能使复合花式纱线的自动化生产水平和生产效率大大提高,对花式纱线的生产具有很大的应用意义和推广价值。
4、相关专利2(cn107614407a):一种纱线卷绕系统,其具备形成喂纱筒管的细纱机、以及从所述喂纱筒管卷绕纱线而形成卷装的自动络纱机,在所述纱线卷绕系统中,所述细纱机具备对所述细纱机的动作进行控制的第一控制装置,所述自动络纱机具备对所述自动络纱机的动作进行控制的第二控制装置,所述第一控制装置的第一接口部能够实施与处于所述第二控制装置的控制下的第二装置的功能有关的显示或者操作。可提供一种能够抑制运行效率的降低、且能够抑制高成本化的纱线卷绕系统、自动络纱机、细纱机以及纱线卷绕方法。
5、现有专利较多的关注于纱线控制、纱线卷绕等后续作业流程,而缺乏对于牵伸作业流程的优化。具体来说,环锭细纱机有棉纺、毛纺、绢纺和麻纺等,麻纺(苎麻、亚麻)又有长麻纺和短麻纺之分,于是,牵伸作业所针对的粗纱就会有棉纱、毛纱、麻纱等类别,而不同类别的粗纱的牵伸指数存在较大的差别,于是,在切换不同的纺纱作业时,就需要操作人员调整环锭细纱机牵伸参数,否则容易出现粗纱被牵伸断裂的情况。显然,人工切换的方式效率过于低下,不能满足实际生产需要。
技术实现思路
1、本发明提供了一种环锭细纱机智能控制方法、系统、电子设备及计算机存储介质,以解决上述技术问题。
2、本发明的第一方面提供了一种环锭细纱机智能控制方法,包括如下方法步骤:
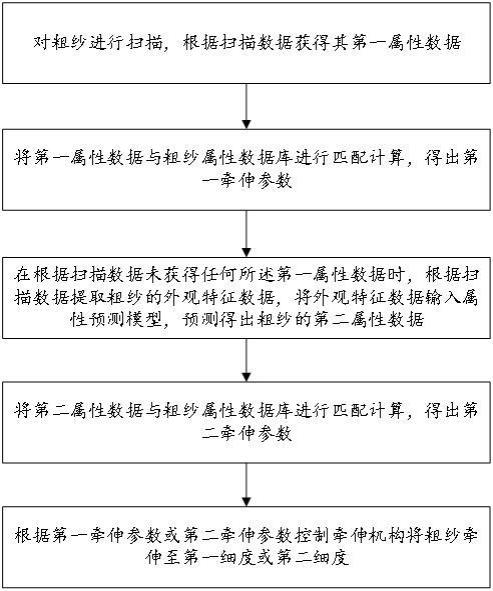
3、对粗纱进行扫描,根据扫描数据获得其第一属性数据;
4、将所述第一属性数据与粗纱属性数据库进行匹配计算,得出第一牵伸参数;其中,所述第一牵伸参数用于将粗纱牵伸为第一细度;
5、在根据扫描数据未获得任何所述第一属性数据时,根据扫描数据提取粗纱的外观特征数据,将所述外观特征数据输入属性预测模型,预测得出粗纱的第二属性数据;
6、将所述第二属性数据与粗纱属性数据库进行匹配计算,得出第二牵伸参数;其中,所述第二牵伸参数用于将粗纱牵伸为第二细度;
7、根据所述第一牵伸参数或所述第二牵伸参数控制牵伸机构将粗纱牵伸至所述第一细度或所述第二细度。
8、在一些实施例中,对粗纱进行扫描,包括:
9、近程扫描设备对指定区域进行无线扫描,获得位于指定区域内的粗纱的扫描数据;
10、监控摄像设备检测到指定区域内存在粗纱时,拍摄指定区域的图像数据并分析粗纱的外观特征,得到扫描数据。
11、在一些实施例中,在对粗纱进行扫描之前,还包括:
12、使用所述监控摄像设备对指定区域进行粗纱监测,若监测到粗纱的存在且存在时长达到指定时长,则生成触发信号并将其发送给所述近程扫描设备;
13、其中,所述触发信号用于触发所述近程扫描设备对指定区域进行无线扫描。
14、在一些实施例中,将所述第一属性数据与粗纱属性数据库进行匹配计算,得出第一牵伸参数,包括:
15、将所述第一属性数据与所述粗纱属性数据库中的各预存属性数据按照属性编码进行匹配计算,命中第一目标预存属性数据;其中,所述第一目标预存属性数据与所述第一属性数据的属性编码完全相同;
16、根据所述第一目标预存属性数据和对应的关联索引确定第一关联牵伸参数,将所述第一关联牵伸参数作为所述第一牵伸参数。
17、在一些实施例中,将所述外观特征数据输入属性预测模型,预测得出粗纱的第二属性数据,包括:
18、将所述外观特征数据输入属性预测模型,所述属性预测模型输出若干预测属性数据及对应的置信度值;
19、将所述外观特征数据与粗纱属性数据库中的各预存属性数据的至少一部分属性参数进行预匹配计算,获得粗纱大类的匹配命中数量;
20、通过相似度计算确定各所述预测属性数据归属的粗纱大类,并将所述匹配命中数量与对应的所述预测属性数据关联;
21、根据所述匹配命中数量确定微调系数,使用所述微调系数调整所述置信度值;
22、根据调整后的所述置信度值对各所述预测属性数据进行筛选,将筛选得出的所述预测属性数据作为粗纱的第二属性数据。
23、在一些实施例中,将所述外观特征数据与粗纱属性数据库中的各预存属性数据的至少一部分属性参数进行预匹配计算,获得粗纱大类的匹配命中数量,包括:
24、将各粗纱小类的预存外观特征数据的各预存特征进行从一至全部的任意组合,得到预存特征集合;
25、将所述外观特征数据与预存特征集合中的每一元素均进行匹配计算,将匹配成功的确定为命中;
26、根据各粗纱小类的命中结果统计得出各粗纱大类的所述匹配命中数量。
27、在一些实施例中,根据所述匹配命中数量确定微调系数,包括:
28、所述微调系数与所述匹配命中数量正相关。
29、本发明的第二方面提供了一种环锭细纱机智能控制系统,包括扫描机构、处理机构和牵伸机构;所述处理机构与所述扫描机构、所述牵伸机构连接;其中,
30、所述扫描机构,用于对粗纱进行扫描,并将扫描数据传输给所述处理机构;
31、所述处理机构,用于调用可执行的计算机程序代码对所述扫描数据进行处理,以执行前述任一所述的方法,得出牵伸参数并将其传输给所述牵伸机构;
32、所述牵伸机构,用于根据所述牵伸参数将粗纱拉伸至指定细度。
33、本发明的第三方面提供了一种电子设备,包括:至少一个处理器、存储器以及存储在所述存储器中并可在所述至少一个处理器上运行的计算机程序,所述处理器执行所述计算机程序以实现如前任一所述的方法。
34、本发明的第四方面提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于:所述计算机程序被处理器执行以实现如前任一所述的方法。
35、本发明的第五方面提供了一种计算机程序产品,当计算机程序产品在电子设备上运行时,使得电子设备执行时以实现如前任一所述的方法。
36、本发明的有益效果在于:
37、相比于人工调整牵伸参数的传统方式,本发明可通过扫描设备来对粗纱进行扫描,进而可以分析确定其第一属性数据,而粗纱属性数据库中存储有各种类型的粗纱与对应的牵伸参数的关联关系,通过匹配计算即可确定出当前粗纱的第一牵伸参数。而且,对于某些新类型的或者通过扫描数据无法直接唯一确定其属性数据的粗纱,本发明进一步使用属性预测模型对其外观特征数据进行智能分析,从而预测得出其最可能的属性数据即第二属性数据,然后再根据第二属性数据匹配计算得出与之关联的第二牵伸参数。于是,本发明的方案一方面实现了对粗纱牵伸参数的自动确定,可以有效降低人工调整牵伸参数的工作量;另一方面,本发明的方案还能够使用属性模型来对那些匹配失败的粗纱进行属性预测,从而进一步提升了牵伸参数自动确定的适应性能。
- 还没有人留言评论。精彩留言会获得点赞!