一种高剥离度防水型的离型纸及其制备工艺的制作方法
本发明属于新材料,涉及一种高剥离度防水型的离型纸及其制备工艺。
背景技术:
1、离型纸,又称硅油纸、防粘纸。主要起到隔离带有粘性的物体的作用。
2、现有的离型纸通常包括基层和表层,基层为纸质材料,表层为硅油材料。可以看出,这种离型纸其强度比较低,在外力作用下容易破损,其稳定性比较差。
技术实现思路
1、本发明的第一个目的是针对现有技术存在的上述问题,提供一种稳定性高的高剥离度防水型的离型纸。
2、本发明的第二目的是提供高剥离度防水型的离型纸的制备工艺。
3、本发明的第一个目的可通过下列技术方案来实现:
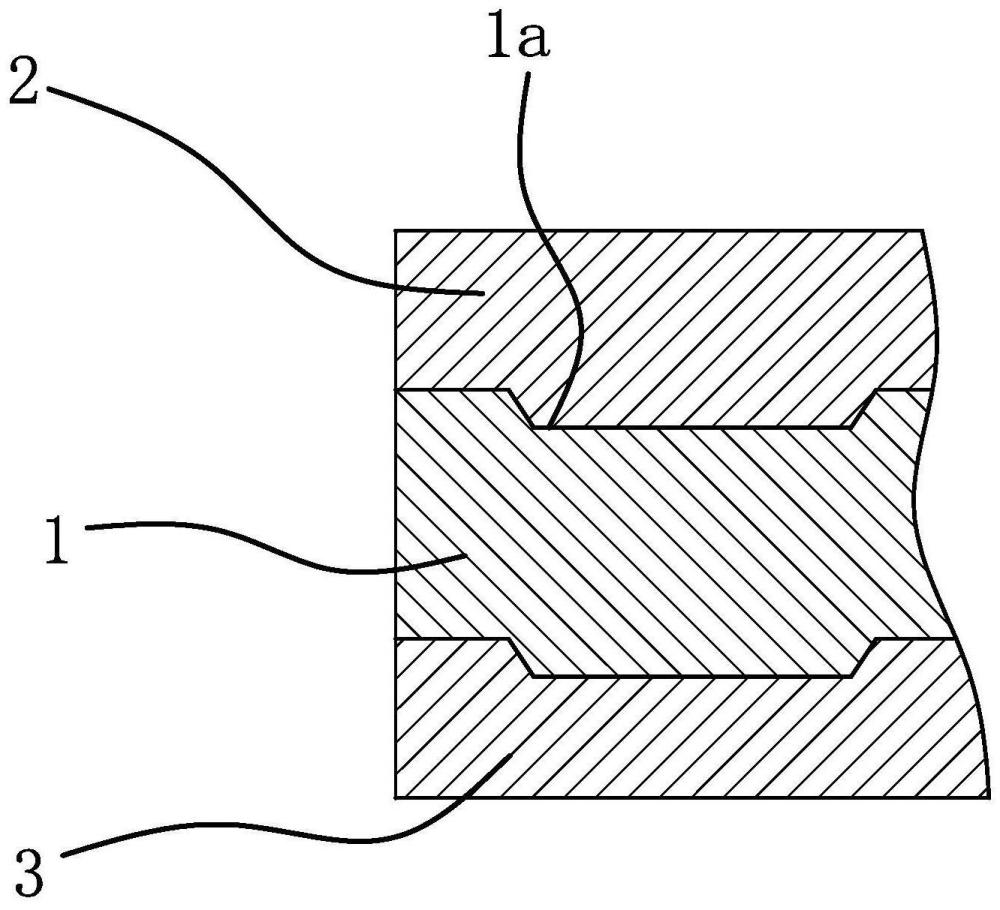
4、一种高剥离度防水型的离型纸,包括基层和表层,所述基层为纸质材料,所述表层为凝固的硅油,基层的一侧出均匀分布的硅油凝固后形成上述的表层,其特征在于,还包括一加固层,上述加固层强度大于基层强度且加固层固连在基层底部处,上述基层上部具有凹入的容纳槽,上述表层下部嵌入容纳槽处。
5、本高剥离度防水型的离型纸创造性的在基层的底部设置强度更高的加固层,在加固层的作用下有效的提高了整个离型纸强度。
6、当然,离型纸上部的表层能使整个离型纸的上部平整光滑。
7、由于表层部分嵌入基层的容纳槽内,因此,表层和基层能稳定的连接在一起。
8、在上述的高剥离度防水型的离型纸中,所述加固层为聚乙烯膜且加固层与基层通过胶水固连。
9、这样的结构能有效提高整个离型纸强度。
10、在上述的高剥离度防水型的离型纸中,所述基层上部沿其长度方向具有若干横向均布且呈长条状的凹槽一,所述基层上部沿其长度方向具有若干纵向均布且呈长条状的凹槽二,上述凹槽一与凹槽二交错连接形成上述的容纳槽。
11、容纳槽处能存储适量胶水,这样的结构最终保证基层与加固层之间具有适量的胶水,从而保证两者之间的连接稳定性。
12、在上述的高剥离度防水型的离型纸中,所述基层的厚度与加固层厚度相同,所述表层厚度为基层厚度的1/3—1/2。
13、这样的结构能使整个离型纸具备比较高的强度。
14、本发明的第二个目的可通过下列技术方案来实现:
15、一种高剥离度防水型的离型纸的制备工艺,离型纸包括基层、表层和加固层,其特征在于,本制备工艺包括以下步骤:
16、a、准备:将纸质材料的基层、聚乙烯材料的加固层和熔融的硅油备用;
17、b、预处理:将基层放入模具出,在模具的作用下在基层上制备出上部凹入且下部凸出的压痕;
18、c、预连接:在基层下部的凸出压痕处涂覆胶水,然后加固层贴附在基层下部,得到坯料;
19、d、表层处理:将熔融的硅油均匀涂覆在坯料上部,坯料凝固后得到成品离型纸。
20、本高剥离度防水型的离型纸的制备工艺创造性的预先在基层上制备上凹下凸的压痕,该压痕上部形成凹入的容纳槽。
21、由于压痕在基层下部形成凸出结构,因此,适量的胶水能存储在压痕下部处。最终提高基层与加固层的连接稳定性。
22、在上述的高剥离度防水型的离型纸的制备工艺中,所述模具包括机架、成型板、成型平台、弹簧和驱动件,上述成型板固连在机架上部出,上述成型平台通过导向组件连接在机架上且成型平台位于成型板正下方,上述弹簧位于成型平台与机架之间,在弹簧的作用下成型平台具有上移并抵靠在成型板上的趋势,所述驱动件连接在机架下部,驱动件能带动成型平台下移并使用成型平台脱离成型板。
23、在弹簧的弹力作用下成型平台上移并抵靠在成型板上,位于成型平台处的基层被紧压在成型平台和成型板上。
24、成型板上具有凸出的成型结构,在上述成型结构的作用下能使基层上稳定的形成上述压痕。成型结构是何种图案并不重要,只要在基层上能成型上凹下凸的压痕即可,因此,在说明书中不再赘述成型结构的具体技术特征。
25、也就是说,初始状态时成型平台与成型板抵靠接触。
26、驱动件的作用是克服弹簧的弹力,能使成型平台稳定的脱离成型板。
27、实际使用时,驱动件带动成型平台下移,此时,基层能方便快速的放入成型平台处。
28、当驱动件不再对成型平台施加外力后,在弹簧的弹力作用下成型平台与成型板稳定接触。保证基层被紧压在成型平台与成型板之间,由于成型板下部具有凸出的成型结构,最终在基层上稳定的形成压痕。
29、在上述的高剥离度防水型的离型纸的制备工艺中,所述导向组件包括主导向杆和固连在机架上的导向板,上述主导向杆上端固连在成型平台上,主导向杆中部穿设在导向板上。
30、导向板与主导向杆接触,两者配合能是成型平台稳定的上下移动。
31、在上述的高剥离度防水型的离型纸的制备工艺中,还包括位于主导向杆侧部的副导向杆,上述副导向杆上端固连在成型平台端部处且副导向杆与主导向杆平行设置,所述副导向杆的数量为两根,两根副导向杆对称的设置在主导向杆两侧且两根副导向杆均穿设在导向板上。
32、主导向杆配合副导向杆,最终能使成型平台稳定的上下移动。
33、在上述的高剥离度防水型的离型纸的制备工艺中,还包括呈平板状的底板,上述主导向杆下端和副导向杆下端均固连在底板上。
34、底板有两个作用:
35、其一、由于底板无法越过导向板,并且底板和成型平台分别位于导向板的上部和下部处,这样的结构能避免成型平台与机架脱离,有效的提高了稳定性,并且限制了成型平台的移动行程。保证成型平台在设定的行程范围内移动。
36、其二、连接机架上的驱动件能稳定的触碰底板,保证驱动件动作时能稳定的作用成型平台,保证成型平台能跟随着做出对应响应动作。
37、在上述的高剥离度防水型的离型纸的制备工艺中,所述导向板上还固连有呈筒状的导向筒,上述主导向杆中部穿设在导向筒上。
38、导向筒与主导向杆之间接触面积比较大,这样的结构能是成型平台平稳的上下移动。
39、避免成型平台发生倾斜。
40、在上述的高剥离度防水型的离型纸的制备工艺中,上述弹簧套在主导向杆上且弹簧的两端分别作用在成型平台和导向板上。
41、弹簧套在主导向杆上减少了弹簧的占用空间。同时,还提高了弹簧的连接稳定性,保证弹簧稳定的位于机架上。
42、在上述的高剥离度防水型的离型纸的制备工艺中,所述驱动件包括电机和转盘,上述电机的转轴固连在转盘的边沿处。
43、转盘呈圆盘状,电机的转轴固连在转盘的非圆心位置出货,转盘转变为凸轮。也就是说,转盘的最高处抵靠在底板上后,成型平台下移。
44、反之,转盘的最低处抵靠在底板上后,成型平台上移。
45、在上述的高剥离度防水型的离型纸的制备工艺中,所述驱动件的数量为两个,两个驱动件对称的设置在主导向杆两侧处。
46、两个驱动件一同动作,并且两个驱动件分别设置在底板两端处。这样的结构能是成型平台平稳的上下移动。
47、与现有技术相比,本高剥离度防水型的离型纸由于在基层上具有容纳槽,因此,表层和基层能更加稳定的连接在一起,离型纸的整体稳定性比较高。
48、同时,加固层的设置还提高了离型纸的整体强度,进一步的提高了其稳定性。
49、另外,本制备工艺中通过模具能快速的在基层上成型容纳槽,其整个制备流程快速,而且,基层上处于容纳槽的相反侧还具有凸出的压痕,因此,这样的结构能在基层和加固层之间保留适量胶水,在少量胶水的作用下就能使基层与加固层稳定连接,进一步的提高了其稳定性以及适当的降低了其制备成本。
- 还没有人留言评论。精彩留言会获得点赞!