一种包装袋及其制备方法、面膜袋、面膜与流程
本发明涉及一种包装袋及其制备方法、面膜袋、面膜。
背景技术:
1、为了解决传统面膜包装方式中,面膜纸和面膜液长时间浸泡在一起易变质的问题,现有技术中采用干湿分离的面膜袋,即将面膜袋通过面膜袋间断区分为存储面膜纸的干区和存储面膜液的湿区。
2、但是现有技术中干湿分区的面膜袋,要么是打开方式繁琐且所需力度较大,难以打开或是只能打开少部分的面膜间断区,注入速度较慢;要么是容易打开,但大部分在运输的过程中由于颠簸或是挤压使得间断区打开,在使用前面膜纸和面膜液就浸泡在一起,未能够实现预期的效果。
3、例如专利文献cn109775113b公开了一种干湿分离的面膜袋,在面膜袋的中间设有热封制成的面膜袋间断区,将面膜袋分成干区和湿区;该面膜袋间断区在≥5n的压力下,可使面膜液穿过面膜袋间断区流向面膜纸。但是由于该间断区在施加很小的力的情况下即可打开,导致其在存储和运输过程中容易受到挤压而造成面膜袋和面膜纸的误混合;且该面膜袋间断区的破坏长度较短,膜液流出口较小,因此膜液注入面膜基布的速度较慢,且不易挤出完全。
技术实现思路
1、本发明的目的主要是为了克服现有技术中干湿分离的包装袋的间断区过短和受挤压易开或是需要折叠且费力挤压的繁琐方式才能够打开的缺陷,而提供了一种包装袋及其制备方法、面膜袋、面膜。本发明的包装袋避免了现有技术的包装袋的间断受挤压易开的缺陷,同时封条与拉条的长度可以根据需求设计,使得不同空腔内的产品根据需要混合,便于控制产品的混合速度。
2、本发明的主要是通过以下技术方案来解决上述技术问题的:
3、本发明提供了一种包装袋,其包括包装袋本体;
4、所述包装袋本体包括边封区,所述边封区设于所述包装袋本体的边缘以形成所述包装袋本体的内腔;
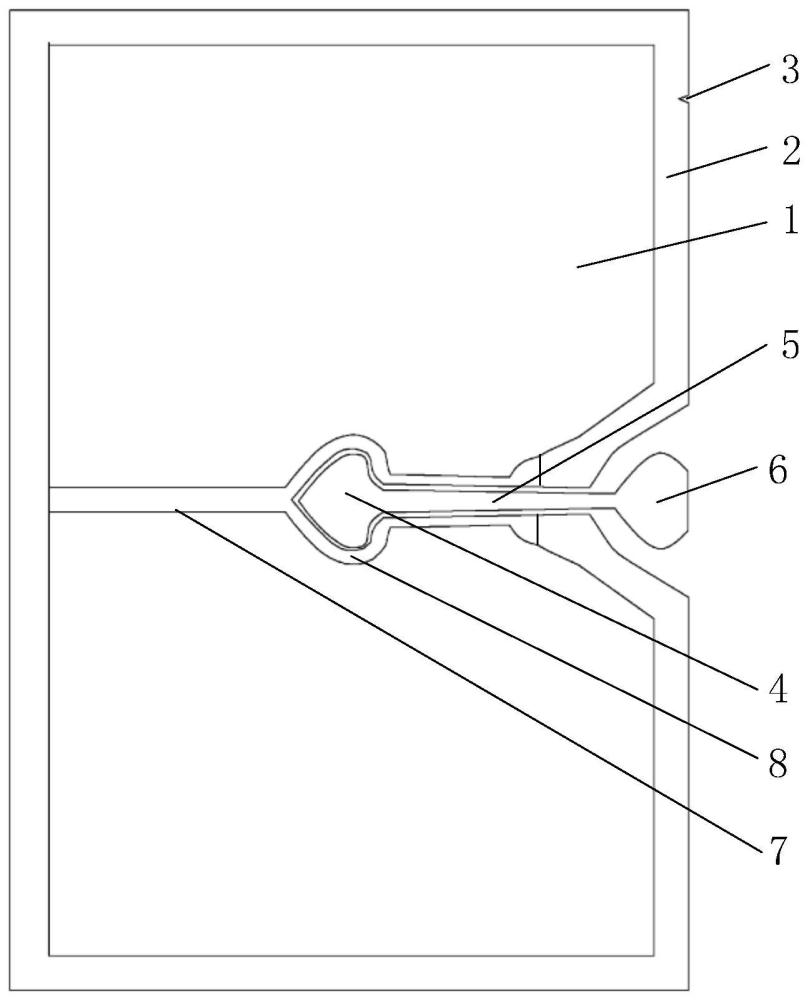
5、所述包装袋本体的内腔中设有若干个封条,所述封条的两端分别与所述边封区相接以将所述包装袋本体的内腔分为若干个独立的内腔;
6、所述封条内设有腔体的双封条,所述腔体内设有拉条,所述拉条的形状与所述腔体的形状相匹配;
7、所述拉条包括裁剪片和拉杆,所述裁剪片设于所述拉杆的一端且位于所述腔体内,所述拉杆的另一端穿过所述边封区延伸至所述包装袋本体的内腔之外;所述裁剪片的最大宽度大于与所述拉杆对应的双封条的最大宽度。
8、本发明中,所述裁剪片的最大宽度一般是指在垂直所述封条所在水平方向上最大宽度。
9、本发明通过所述封条将所述包装袋本体的内腔分为两个以上,可分别装有不同的多种物质,例如面膜纸和面膜液,冻干粉和溶媒液,干湿分离果干袋,冻干粉、溶媒液和膜纸需要将多种物料混合时,拉动所述拉杆进而带动所述裁剪片向所述拉杆的另一端移动,在此过程中,所述裁剪片会将所述封条裁剪使得所述包装袋本体的独立的内腔之间相通。
10、本发明中,所述包装袋本体的形状可为本领域内适用产品的所需形状,例如当所述包装袋应用于面膜时,所述包装袋本体的形状一般为矩形或圆形。
11、本发明中,所述包装袋本体的内腔中所述独立的内腔的个数可为2个或2个以上,例如包括至少一个干区和至少一个湿区可满足日常使用的需求。
12、本发明中,所述包装袋本体的边缘较佳地还设有易撕口,以便于在使用时取出所述包装袋本体的内腔中放置的产品。
13、本发明中,所述包装袋本体一般包括正面袋片和背面袋片,所述正面袋片和所述背面袋片通过所述边封区的连接形成所述包装袋本体的内腔。所述的正面和所述的背面可为本领域内常规理解的含义,一般是指由两面袋片组合形成了所述的内腔,其中,所述正面是指对于所述包装袋来说,为向消费者展示的一面。
14、其中,所述正面袋片的材质可为本领域常规,能够形成所需包装袋的形状即可,可包括易撕膜材质,例如pe易撕膜材质。
15、其中,所述正面袋片可为多层结构复合而成,还可包括其他功能材质,例如印刷层和/或复合层;所述其他功能材质例如较佳地包括pet、pa、pe和铝箔中的一种或多种。所述多层结构之间通过胶水粘结为一体。所述胶水较佳地为干复胶水。
16、所述背面袋片也可为多层结构复合而成。例如,所述背面袋片由内向外较佳地依次包括第一中间层和第二中间层;所述第一中间层的材质较佳地为pet,所述pet具备阻隔性。采用具备阻隔性的pet,可以提高所述包装袋的气密性,可防止由于氧气等气体的渗透而引起的微生物繁殖和内容物的氧化;防止香味、溶剂等的流出,提高内容物的储存性;阻隔性pet薄膜,还应具有较强的水汽阻隔性,防止由于水汽的渗透而引起内容物的霉变。所述第二中间层较佳地为镀铝膜,可使包装袋呈一定的金属光泽,提高了薄膜的亮度和美观;铝质地轻而柔软,具有优良的耐折性和良好的韧性,无揉曲龟裂现象,因此对气体、水蒸气、气味、光线等的阻隔性提高,延长了包装袋内产品的保质期。
17、其中,所述正面袋片的最外层一般包括印刷层。
18、其中,所述背面袋片可与所述正面袋片的材质和结构相同。
19、本发明中,所述边封区的上下两面分别与所述包装袋本体的正面袋片和背面袋片固定连接,例如采用粘合剂连接。所述上下两面的“上面”是指与所述正面袋片的一面直接相接的表面,“下面”是指与所述背面袋片的一面直接相接的表面,通过面面相接的方式相互连接。
20、本发明中,所述边封区可为本领域常规,以实现所述包装袋的密封。所述边封区的宽度与所述包装袋本体的宽度的比值较佳地为1:(10~30),例如1:20、7:135或7:195。
21、本发明中,所述封条的上下两面分别与所述包装袋本体的正面袋片和背面袋片固定连接,例如采用粘合剂连接。所述上下两面的“上面”是指与所述正面袋片的一面直接相接的表面,“下面”是指与所述背面袋片的一面直接相接的表面,通过面面相接的方式相互连接。
22、本发明中,根据所述的包装袋可知,所述双封条的一端相交,所述双封条的另一端与所述边封区相接,进而围合形成能够容纳所述拉条的腔体。
23、本发明中,所述封条还可包括单封条。所述单封条的一端与所述边封区相接,所述单封条的另一端与所述双封条的一端相接。本领域技术人员根据所述包装袋的结构可知,所述的单封条是指无需放置所述拉条的封条段。
24、其中,所述单封条的宽度较佳地大于所述双封条中任一封条的宽度。
25、其中,所述双封条与所述单封条较佳地一体成型,例如“y”型。所述的一体成型可为本领域内常规理解的含义,在本发明中一般是指通过一步热封工艺同时形成。本发明中所述的“y”型并非是指与y相同的形状,而是指近似的形状,即一段为单封条,另一端段为设有开口状的双封条。其中,所述单封条的宽度大于所述双封条中的任意一条封条的宽度。
26、本发明中,所述双封条的最大宽度与所述拉杆的最大宽度比值为(2~10):1,较佳地为(4~8):1。所述双封条的最大宽度是指用于容纳所述裁剪片处在垂直所述封条所在水平方向上的最大宽度,若比值过小,因为封条与裁剪片的接触面积太小,可能造成拉开封条时仅封条单边破坏,而使裁剪片易发生偏移。若比值过大,因所述封条与所述裁剪片的接触区域过大,需要用较大的力破坏封条。
27、本发明中,所述封条的耐压强度优选大于20公斤。所述耐压强度为采用挤压的方式冲断所述封条所需要的力。
28、本发明中,所述裁剪片的最大宽度与所述拉杆对应的双封条的最大宽度的比值优选为(2~8):1;较佳地为(3~7):1。
29、本发明中,所述裁剪片的形状优选为爱心形、三角形、菱形或箭头形中的任意一种,较佳地为爱心形。
30、本发明中,所述裁剪片与所述拉杆的两侧边的连接处较佳地呈圆弧形。所述的两侧边是指靠近所述双封条的两侧边。当所述裁剪片与所述拉杆的连接处呈圆弧形时,圆弧形的连接处受力时,能够逐渐受力,使得拉伸的力更小更均匀。
31、本发明中,所述拉杆的另一端较佳地设有拉柄。所述拉柄的形状优选为扇形,还可为圆形或矩形。
32、其中,所述包装袋本体的边封区中所述拉柄所在处较佳地设有与所述拉柄的形状匹配的凹部,以便于放置所述拉柄。通过将拉柄置于凹部内,便于拉动所述拉条。
33、其中,所述拉柄与所述凹部的边缘形成的缝隙较佳地为2~4mm。便于包装袋的制备。
34、本发明中,所述拉杆在垂直所述封条所在水平方向的宽度从一端至另一端逐渐变窄,且所述拉杆与所述封条的间隙从一端至与另一端逐渐变小。通过逐渐变窄的拉杆宽度和逐渐变小的拉杆与封条的缝隙,可使拉条在到达封条的最右端时,拉条与边封区无缝隙接触,可防止液态产品通过腔体流出。
35、本发明中,所述拉条的材质可为本领域常规,较佳地包括聚酰胺。采用聚酰胺(pa)制作所述拉条,可使拉条具备大于40n的断裂强度,满足需要断开封条对拉条的强度要求。
36、其中,所述拉条的上表面一般还设有印刷层,所述拉条的下面依次设有pet层和热封层,所述热封层的材质为pe。所述的上表面是指与所述正面袋片直接接触的表面,所述的下表面是指与所述背面袋片直接接触的表面。
37、所述印刷层的材质较佳地为pet。
38、本发明还提供了上述包装袋的制备方法,包括以下步骤:
39、1)制备所述拉条和包装袋本体。
40、2)将所述拉条置于所述包装袋本体内。
41、3)通过热封工艺形成所述边封区和所述封条。
42、步骤1)中,所述拉条的成型工艺较佳地依次包括复合、熟化和模切。
43、其中,所述复合前,较佳地还包括印刷。
44、其中,所述复合的顺序按照所述拉条的层状结构依次复合即可,较佳地依次复合所述印刷层、聚酰胺层、所述pet层和热封层得到复合层,再将两个所述复合层的热封层相对贴合后进行热压。
45、其中,所述复合之后所述熟化之前还包括干燥处理;所述干燥处理较佳地在烘道中进行,所述烘道的温度较佳地为50~80℃。所述烘道的分区温度为50℃、60℃、70℃或80℃。
46、其中,所述熟化的温度较佳地为38℃±5℃。
47、其中,所述熟化的时间较佳地为50~60小时,例如为56小时。
48、其中,所述模切可为本领域常规,能够形成所需的拉条的形状即可。
49、步骤1)中,本领域技术人员根据所述的包装袋可知,所述包装袋本体的制备工艺较佳地包括制备所述包装袋本体的正面袋片和所述包装袋本体的背面袋片。
50、其中,所述正面袋片和所述背面袋片一般包括热封层,所述热封层位于所述包装袋本体的内腔的表面,进而使得在进行所述步骤3)的热封工艺时,能够形成所述的边封区或所述封条。
51、其中,所述包装袋本体的正面袋片的制备方法较佳地依次包括复合、熟化和模切。
52、其中,所述复合前,一般还包括印刷。
53、其中,所述复合的顺序较佳地所述包装袋本体的外表面至内腔的壁面依次复合,例如依次复合所述印刷层、所述第一中间层、所述第二中间层和热封层。
54、其中,所述复合后还可包括干燥。所述干燥较佳地在烘道中进行。所述烘道温度可为50~80℃。所述烘道的分区温度为50℃、60℃、70℃、80℃。
55、其中,所述熟化的温度可为38±5℃。
56、其中,所述熟化的时间可为50~60小时。
57、其中,所述背面袋片可与所述正面袋片的制备方法相同。
58、本发明中,所述边封区的热封工艺中,封刀的温度可为200~230℃。
59、较佳地,所述边封区的热封工艺中,所述边封区的热封强度平均值为≥25n/15mm。
60、较佳地,所述边封区的热封工艺中,所述边封区的热封强度的单个最小值为≥12n/15mm。
61、优选地,所述封条的热封工艺中,所述封条的封刀温度为180~200℃。
62、优选地,所述封条的热封工艺中,所述封条的热封强度平均值为8~12n/15mm。控制封条的热封强度在优选的范围内,一方面可避免由于封条的强度过低导致在储运和运输过程中的失误而导致的产品的混合;另一方面可实现一次性拉长拉条,也避免拉条被拉断。
63、本发明中,所述复合的方式较佳地为干式复合,所述的干式复合可为本领域常规,一般是指粘合剂在干燥的状态下进行复合的一种方法,是先在一种基材上涂好粘合剂,经过烘道干燥,将粘合剂中的溶剂全部烘干,在加热状态下将粘合剂熔化,再将另一种基材与之贴合,然后经过熟化后生产出具有优良性能的复合材料。其中,所述粘合剂较佳地为干复胶水。
64、本发明还提供了一种包装袋,其采用上述制备方法制得。
65、本发明还提供了一种面膜袋,其为所述的包装袋。
66、本发明还提供了一种面膜,其包括所述的包装袋。
67、其中,所述包装袋本体的若干个独立内腔中较佳地分别装有面膜液和面膜纸。
68、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
69、本发明所用试剂和原料均市售可得。
70、本发明的积极进步效果在于:本发明中的包装袋通过拉取拉条后,能够通过拉条的移动,破坏所述封条的腔体形成的封闭区域,封条的拆封长度可以根据需求设计,使得不同隔离空腔内的产品速度混合较快,且产品容易挤出。相对于现有技术采用的挤压式的破袋方式,采用本发明提供的通过拉条的运动打开封条的方式,不易由于误挤压而导致封条撕开,方面存储和运输;且通过拉条的运动打开封条的方式更具有趣味性、更便捷、更优雅。
- 还没有人留言评论。精彩留言会获得点赞!