一种纸纱复合纱的高效生产方法
本发明涉及新型纱线,特别是一种纸纱复合纱的高效生产方法。
背景技术:
1、随着社会经济的发展,人民生活水平不断提高,对于服饰用纺织品,除了追求穿着舒适度,还越来越关注其时尚性和功能性,追求独特的风格和各种各样的功能,如抗菌、防静电等功能。为了满足消费者的这一需求,不断开拓新式纱线和面料成为纺织行业的重要任务。随着科学技术的发展,纺织市场竞争越来越激烈,各个厂家为了追求利润的最大化,不断向高档次、高品位、好的技术含量、高附加值方向发展。
2、纸纱线是指将纸卷分成窄条盘,上纺纱机,做成0.1毫米至0.5毫米的线再经过收卷机做成一定直径圆形纺织用细线,纸纱线可以纺织、做布、做衣服、做工艺品、编织等。纸纱是用类似于造纸方法生产的一种以木质纤维为主体的新型纱线,目前仅在日本、荷兰等国家有极少量的生产。其优点在于质量轻,具有亚麻织物一样的手感,还具有吸排水份的调湿作用及排除异味等功能,并且能抗霉菌、跳蚤,排除有害气体,不产生静电。而纸纱的缺点在于容易断裂,故而生产过程中和制成线料后容易断裂,使得纸纱的生产难度较高和使用寿命较低,同时纸纱合股时容易受温度影响,导致合股效率较低,从而使用寿命进一步下降。
技术实现思路
1、本发明的目的是提供一种纸纱复合纱的高效生产方法,以解决现有技术中的问题。
2、本发明提供了一种纸纱复合纱的高效生产方法,包括以下步骤,
3、第一步:混纺短纤纱配棉:使用金山和仪征的涤纶纤维,粘胶选用高密1.67dtex*38mm占14%、雅美1.67dtex*38mm占30%、潍坊1.67dtex*38mm占43%、唐山1.33dtex*38mm占13%;
4、第二步:混纺短纤纱开清棉:将选配的涤纶纤维和粘胶纤维分别经开清制得涤纶卷、粘胶卷;
5、第三步:混纺短纤纱梳棉:将第二步制得的涤纶卷、粘胶卷分别喂入到梳棉机中进行进一步的细致的开松、梳理、成条制得涤纶条、粘胶条;
6、第四步:混纺短纤纱混合并条:将第三步制得的涤纶条和粘胶条共同经一道并条制得涤/粘混合条,采用共8根涤纶条和粘胶条共同喂入;
7、第五步:混纺短纤纱粗并:将第四步制得的涤/粘混合条经粗并机的牵伸拉细、加捻卷绕直接制得定量10g/10m以上、捻系数140以上的涤/粘混合粗纱;
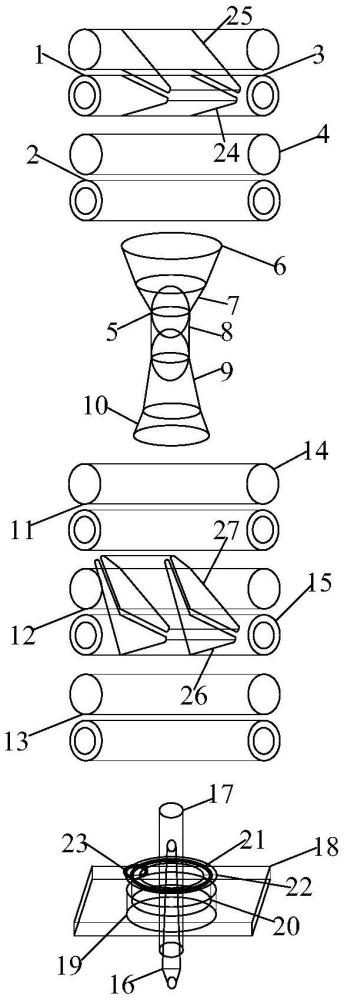
8、粗并机包括牵伸系统和卷捻系统,牵伸系统包括并合牵伸系统和拉细牵伸系统,在并合牵伸系统和拉细牵伸系统之间设置有聚合喇叭口,中喇叭口包括中后喇叭口、中间喇叭口、中前喇叭口,卷捻系统包括锭子,在锭子上嵌入有纱管,在纱管上套有升降板,所述升降板上开有嵌入孔,在所述嵌入孔的上设置有捻度环,在所述捻度环的上侧面上设置有滑道,在所述滑道的上侧面上设置有磁性大小可调的电磁线圈,在所述滑道上骑跨有铁质的环形圈,采用三根第三步制得的涤/粘混合条共同喂入到牵伸系统,设置并合牵伸系统的总牵伸倍数等于3,将喂入的三根涤/粘混合条经并合牵伸作用后得到与喂入的涤/粘混合条定量相同的松散结构的涤/粘平行须条,而后涤/粘平行须条进入到所述聚合喇叭口,依次受到后喇叭口的逐渐的水平收拢、所述后中喇叭口的逐渐的水平收拢且被压实、所述中间喇叭口的竖直结构分散、所述前中喇叭口的逐渐水平平铺展开、前喇叭口的逐渐水平平铺展开,为进入到拉细牵伸做准备,同步实现涤、粘两种纤维在水平收拢下的平行移动混合、竖直结构分散下的随机转移混合、由竖直分散往水平平铺展开下的随机混合,经拉细牵伸拉细到纺制混合粗纱所需的线密度,从而得到涤/粘混合须条;
9、牵伸系统输出的涤/粘混合须条经加捻捻度作用得到涤/粘混合粗纱,纺制而成的涤/粘混合粗纱经穿过环形圈卷绕在纱管上,锭子带动纱管同步转动,从而通过涤/粘混合粗纱带动环形圈绕着滑道转动,通过电磁开关调节电磁线圈的磁性大小,继而对所述环形圈产生相应大小的磁性吸引力,在纱管转动的带动下使得环形自身圈的重量、所受到的磁性吸引力与纱管转动对涤/粘混合粗纱产生的张力自适应的保持平衡,从而在纱管转动的带动下使得所述环形圈与所述滑道之间保持悬空的状态下沿着所述滑道转动,且所述环形圈的转动线速度小于纱管的转动线速度,两者线速度之差使得涤/粘混合粗纱卷绕在纱管上,所述环形圈转动继而带动绕过的涤/粘混合粗纱产生轴向的转动,从而对涤/粘混合粗纱产生加捻捻度;
10、第六步:纸纱复合纱加工:将纸片条经环锭纺细纱机直接加捻成所需的纸纱;
11、将制得的纸纱与第五步制得的涤/粘混合粗纱共同经环锭纺细纱机制得中心为纸纱、外侧为混纺短纤纱且纸纱的中间包含空气层的纸纱复合纱,混纺短纤纱由涤/粘混合粗纱经牵伸、加捻而成,且混纺短纤纱加捻捻度的方向与纸纱的加捻捻度的方向相反。
12、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,并合牵伸系统包括并合后罗拉对、并合前罗拉对,所述并合后罗拉对、所述并合前罗拉对包括并合下罗拉与并合上胶辊,所述并合下罗拉设置车台的罗拉座上,所述并合后罗拉对、所述并合前罗拉对之间组成并合牵伸区,在所述并合后罗拉对的所述并合下罗拉上设置有并合下皮圈,在所述并合后罗拉对的所述并合上胶辊上设置有并合上皮圈。
13、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,拉细牵伸系统包括拉细后罗拉对、拉细中罗拉对、拉细前罗拉对,所述拉细后罗拉对、所述拉细中罗拉对、所述拉细前罗拉对包括拉细下罗拉与拉细上胶辊,所述拉细下罗拉设置车台的罗拉座上,所述拉细后罗拉对、所述拉细中罗拉对之间组成拉细后牵伸区,所述拉细前罗拉对,所述拉细后罗拉对之间组成拉细前牵伸区,在所述拉细中罗拉对的所述拉细下罗拉上设置有拉细下皮圈,在所述拉细中罗拉对的所述拉细上胶辊上设置有拉细上皮圈。
14、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述并合上皮圈与所述并合下皮圈之间完全相互按压组成并合牵伸皮圈控制区,所述并合牵伸皮圈控制区位于所述并合牵伸区内。
15、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述拉细上皮圈与所述拉细下皮圈之间相互按压组成拉细牵伸皮圈控制区,所述拉细牵伸皮圈控制区的后部位于所述拉细后牵伸区内,且所述拉细上皮圈与所述拉细下皮圈的后端之间保持对齐,所述拉细牵伸皮圈控制区的前部位于所述拉细前牵伸区内,且所述拉细下皮圈的前端伸出拉细上皮圈的前端,伸出的所述拉细下皮圈的前端伸入到所述拉细前罗拉对的所述拉细下罗拉与所述拉细上胶辊之间。
16、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述后喇叭口为扁平状结构,所述后喇叭口的横截面为焦点位于水平方向上的椭圆形,且沿着纤维在所述后喇叭口的运动方向上后喇叭口的口径逐渐减小。
17、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述中后喇叭口为扁平状结构、所述中间喇叭口为长条状结构、所述中前喇叭口为扁平状结构,且所述中后喇叭口、所述中间喇叭口、所述中前喇叭口之间互通连接,所述中后喇叭口的横截面为焦点位于水平方向上的椭圆形,且所述中后喇叭口沿着纤维须条在所述中喇叭口的运动方向上的口径逐渐减小,所述中间喇叭口的截面为焦点位于竖直方向上的椭圆形,且所述中间喇叭口的口径保持不变,所述中前喇叭口的横截面为焦点位于水平方向上的椭圆形,且所述中前喇叭口沿着纤维须条在所述中喇叭口的运动方向上的口径逐渐增加,所述中后喇叭口的后部与所述后喇叭口的前部互通连接。
18、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述前喇叭口为扁平状结构,所述前喇叭口的截面为焦点位于水平方向上的椭圆形,且沿着纤维须条在所述前喇叭口的运动方向上喇叭口的口径逐渐增加,所述中前喇叭口的前部与前喇叭口的后部互通连接。
19、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,第五步中粗纱加捻捻度的大小通过电磁线圈的磁性大小进行调节。
20、如上所述的一种纸纱复合纱的高效生产方法,其中,优选的是,所述电磁线圈的磁性大小保持一定时,当穿过所述环形圈的工作面的涤/粘混合粗纱线密度大时,粗的涤/粘混合粗纱将所述环形圈的工作面覆盖大,使得所述环形圈所受到的磁性吸引力相应减小,使得所述环形圈的转动线速度相应增加,使得产生的加捻捻度相应增加,当穿过所述环形圈的工作面的涤/粘混合粗纱线密度小时,粗的涤/粘混合粗纱将环形圈的工作面覆盖小,使得所述环形圈所受到的磁性吸引力相应增大,使得所述环形圈的转动线速度相应减小,使得产生的加捻捻度相应减小,最终使得沿着涤/粘混合粗纱的长度方向上捻系数自适应的分布一致。
21、与现有技术相比,本发明通过将加捻的纸纱与短纤纱在细纱工序进行复合,实现具有优异保暖性能与成纱综合质量的复合纱的生产;短纤纱生产中采用包括牵伸系统和卷捻系统的并粗机,牵伸系统包括并合牵伸与拉细牵伸,且在两者之间采用实现纤维均匀混合的聚合喇叭口,实现了粗纱和并条工序的一体化,提高纺纱效率,卷捻工序采用设置有磁性大小可控的电磁线圈的加捻组件,实现了具有重定量、自适应均匀一致的大捻系数的短纤粗纱的高速加工,从而实现了优质复合纱的高效、高速生产,显著提高企业经济效益。
- 还没有人留言评论。精彩留言会获得点赞!