太阳能电池片的双片印刷方法与流程
1.本发明涉及自动化技术领域,主要应用于太阳能光伏行业,具体是涉及一种太阳能电池片的双片印刷方法及印刷设备。
背景技术:
2.现有光伏电池片生产都是一片印刷,通过卷纸进片,或机械手搬片上台面,然后通过视觉拍照,确认硅片相对于台面上所处的x\y\t位置,转台旋转90度的同时,调整印刷头x\y\t相对于台面硅片位置进行纠正,从而进行印刷。目前,通常都是向台面上一次仅传送一片电池片,由一台印刷工作头来对该电池片进行印刷,这样造成产能严重受限。
3.此外,随着目前电池片的尺寸越来越小,市场上出现了截面呈矩形的电池片产品,其尺寸相当于原来方片的一半,采用原来的传送台面传输也造成设备未被充分使用,造成产能浪费。
技术实现要素:
4.本发明的目的是提供一种太阳能电池片的双片印刷方法,以提高电池片的印刷效率,提升产能。
5.为达到上述目的,本发明采用的技术方案是:一种太阳能电池片的双片印刷方法,包括以下步骤:s1、向工作台传送第一电池片与第二电池片,使得所述第一电池片与所述第二电池片平铺在所述工作台上;s2、所述工作台被传输至第一印刷站,第一印刷头对所述第一电池片进行印刷;s3、所述工作台被传输至第二印刷站,第二印刷头对所述第二电池片进行印刷。
6.优选地,所述双片印刷方法还包括以下步骤:s101、获取所述第一电池片在所述工作台上的第一位置,以及获取所述第二电池片在所述工作台上的第二位置;s102、所述第一印刷头根据所述第一位置调整自身的位置,使得所述第一印刷头上的第一印刷区域与所述第一电池片的位置对应;s103、所述第二印刷头根据所述第二位置调整自身的位置,使得所述第二印刷头上的第二印刷区域与所述第二电池片的位置对应;其中,步骤s101在步骤s1之后且在步骤s2之前,步骤s102在所述第一印刷头对所述第一电池片进行印刷之前执行,步骤s103在所述第二印刷头对所述第二电池片进行印刷之前执行。
7.进一步地,步骤s101中采用同一视觉组件获取所述的第一位置与所述的第二位置。
8.更进一步地,所述工作台处于进片站时,所述视觉组件获取所述第一位置与所述第二位置。
9.进一步地,所述步骤s102、所述步骤s103均在所述工作台由进片站传输至所述第一印刷站的过程中实现。
10.进一步地,所述步骤s102在所述工作台由进片站传输至所述第一印刷站的过程中实现;所述步骤s103在所述工作台由所述第一印刷站传输至第二印刷站的过程中实现。
11.优选地,所述第一电池片与所述第二电池片在所述工作台上具有间距地设置,所述第一电池片和/或所述第二电池片通过卷纸机构、传送带机构、搬运装置中的一种或多种传片机构被传送至所述工作台上。
12.优选地,所述第一电池片与所述第二电池片沿不同的传送路线同步地被传送至所述工作台上;或者,所述第一电池片与所述第二电池片沿同一传送路线一前一后地被传送至所述工作台上。
13.优选地,承载所述第一电池片与所述第二电池片的所述工作台沿输送轨迹依次经过进片站、所述第一印刷站、所述第二印刷站,以及出片站。
14.优选地,所述工作台包括相互独立的第一工作台与第二工作台,所述双片印刷方法还包括用于将所述第一电池片与所述第二电池片由所述第一工作台上转移至所述第二工作台上的电池片转移步骤,其中,所述第一电池片与所述第二电池片在所述第一工作台上时执行所述步骤s2;所述第一电池片与所述第二电池片在所述第二工作台上时执行所述步骤s3。
15.进一步地,所述双片印刷方法还包括以下步骤:s201、获取所述第一电池片在所述第一工作台上的第一位置,以及获取所述第二电池片在所述第二工作台上的第二位置;s202、所述第一印刷头根据所述第一位置调整自身的位置,使得所述第一印刷头上的第一印刷区域与所述第一电池片的位置对应;s203、所述第二印刷头根据所述第二位置调整自身的位置,使得所述第二印刷头上的第二印刷区域与所述第二电池片的位置对应;其中,步骤s201在步骤s1之后且在步骤s2之前,步骤s202在所述第一印刷头对所述第一电池片进行印刷之前执行,步骤s203在所述第二印刷头对所述第二电池片进行印刷之前执行。
16.进一步地,步骤s201中采用采用第一视觉组件获取所述第一位置,采用第二视觉组件获取所述第二位置,所述第一视觉组件与所述第一印刷头之间信号连接,所述第二视觉组件与所述第二印刷头之间信号连接。
17.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的太阳能电池片的双片印刷方法,通过同时传两片电池片至工作台,并利用第一印刷头和第二印刷头分别对第一电池片和第二电池片进行印刷,能够同时传两片电池片及同时印刷两片电池片,提高了电池片的印刷效率,也使得印刷设备的结构更为紧凑。
附图说明
18.附图1为本发明实施例1的双片印刷设备的结构示意图;附图2为本发明实施例2的双片印刷设备的结构示意图;附图3为本发明实施例3的双片印刷设备的结构示意图;
附图4为本发明实施例4的双片印刷设备的结构示意图;附图5为本发明实施例5的双片印刷设备的结构示意图;附图6为本发明实施例6的双片印刷设备的结构示意图;附图7为实施例1、实施例3及实施例5、实施例7中传片机构的第一种具体结构;附图8为实施例1、实施例3及实施例5、实施例7中传片机构的第二种具体结构;附图9为实施例1、实施例3及实施例5、实施例7中传片机构的第三种具体结构;附图10为实施例1、实施例3及实施例5、实施例7中传片机构的第四种具体结构;附图11为实施例2、实施例4及实施例6、实施例8中传片机构的第一种具体结构;附图12为实施例2、实施例4及实施例6、实施例8中传片机构的第二种具体结构;附图13为实施例2、实施例4及实施例6、实施例8中传片机构的第三种具体结构;附图14至图22为本发明实施例7的双片印刷设备的结构及工作原理示意图;其中:100、传输机构;100a、第一传输机构;100b、第二传输机构;200、进片站;200a、第一进片站;200b、第二进片站;201、第一传片单元;202、第二传片单元;203、传片单元;204、搬运装置;300、出片站;300a、第一出片站;300b、第二出片站;301、第一出片单元;302、第二出片单元;400、第一印刷站;500、第二印刷站;600、视觉组件;601、第一视觉组件;602、第二视觉组件;10、工作台;10a、第一工作台;10b、第二工作台;40、第一印刷头;50、第二印刷头;1、第一电池片;2、第二电池片。
具体实施方式
19.下面结合附图和具体的实施例来对本发明的技术方案作进一步的阐述。
20.实施例1参见图1所示,一种太阳能电池片的双片印刷设备,包括传输机构100、工作台10、进片站200、第一印刷站400、第二印刷站500及出片站300,进片站200、第一印刷站400、第二印刷站500及出片站300沿着传输机构100的输送轨迹布置,工作台10设置在传输机构100上,且工作台10能够沿传输机构100的输送轨迹往复地移动,使得工作台10依次经过进片站200、第一印刷站400、第二印刷站500及出片站300。
21.本实施例中,传输机构100包括能够绕自身轴心线旋转且呈圆盘状的回转台,该回转台上沿周向间隔地设置有多个工作台10,工作台10的数量比各处理站(即进片站200、第一印刷站400、第二印刷站500及出片站300)的数量多两个,以作备用。第一印刷站400与第二印刷站500位于回转台的同一侧;进片站200与出片站300位于回转台的同一径向方向上的相异两侧,即进片站200与出片站300之间间隔180度地设置。
22.工作台10上能够同时承载两片电池片平铺于其上进行传送,分别为第一电池片1与第二电池片2,该第一电池片1与第二电池片2能够在保持彼此之间留有间距的基础上平铺在工作台10上,从而随工作台10的移动而被转移至第一印刷站400、第二印刷站500及出片站300。
23.第一印刷站400设有第一印刷头40,第一印刷头40具有与第一电池片1相对应的第一印刷区域,以用于印刷第一电池片1;第二印刷站500设有第二印刷头50,第二印刷头50具有与第二电池片2相对应的第二印刷区域,以用于印刷第二电池片2。此处,第一印刷头40与第二印刷头50均为丝网印刷工作头,相应地,其印刷区域为丝网印刷区域。
24.该双片印刷设备还包括视觉组件600,该视觉组件600用于获取第一电池片1在工作台10上的第一位置,以及获取第二电池片2在工作台10上的第二位置,视觉组件600与第一印刷头40及第二印刷头50之间信号连接,这样,在视觉组件600获取第一位置与第二位置后,视觉组件600将第一位置发送给第一印刷头40,第一印刷头40根据该第一位置调整自身的位置,使得其上的第一印刷区域与工作台10上的第一电池片1相互对应,从而使得第一电池片1随工作台10传输至第一印刷站400时,第一印刷区域对准第一电池片1而对第一电池片1进行印刷;视觉组件600将第二位置发送给第二印刷头50,第二印刷头50根据该第二位置调整自身的位置,使得其上的第二印刷区域与工作台10上的第二电池片2相互对应,从而使得第二电池片2随工作台10传输至第二印刷站500时,第二印刷区域对准第二电池片2而对第二电池片2进行印刷。
25.本实施例中,视觉组件600设置为一组,其设置在位于进片站200的工作台10的上方,该视觉组件600至少包括相机,以及光源等部件,通过拍照获得载有第一电池片1与第二电池片2的工作台10的整体图像进行分析,从而获得第一电池片1与第二电池片2在工作台10上的实际位置来获取上述的第一位置与第二位置信息。
26.该双片印刷设备还包括用于向工作台10上传送第一电池片1与第二电池片2的传片机构,该传片机构设于进片站200。该传片机构的主要目标是将第一电池片1与第二电池片2分别传输至工作台10上,并保证两者在工作台10上不发生重叠即可。
27.具体地,本实施例中,第一电池片1与第二电池片2的截面均呈矩形,传送时沿电池片长度方向进行传送,第一电池片1与第二电池片2被各自地传输至工作台10上并保持一定间隔地被平铺在工作台10上。传片机构具体可采用但不限于图7至图10这几个子实施例列举的方式。
28.该双片印刷设备还包括用于将工作台10上的第一电池片1与第二电池片2从工作台10上传出的出片机构,该出片机构设于出片站300,其包括用于将第一电池片1从工作台10上传出的第一出片单元301,以及将第一电池片1从工作台10上传出的第二出片单元302。
29.本实施例的双片印刷设备在印刷太阳能电池片时,按照如下步骤进行:工作台10在进片站200处,传片机构将第一电池片1与第二电池片2传送至工作台10上,第一电池片1与第二电池片2相互间隔地平铺在工作台10上;进片完成后,视觉组件600拍照,获取第一电池片1在工作台10上的第一位置,并获取第二电池片2在工作台10上的第二位置;传输机构100的回转台转动,使得工作台10到达第一印刷站400,使得工作台10位于第一印刷头40的下方,第一印刷头40对第一电池片1进行印刷,其中,在工作台10达到第一印刷站400之前,最晚在第一印刷头40开始对第一电池片1进行印刷前,第一印刷头40根据视觉组件600获得的第一位置调整自身的位置,使得第一印刷头40上的第一印刷区域与第一电池片1相互对应。
30.第一印刷站400处印刷完成后,传输机构100的回转台继续转动,使得工作台10到达第二印刷站500,使得工作台10位于第二印刷头50的下方,第二印刷头50对第二电池片2进行印刷,其中,在工作台10达到第二印刷站500之前,最晚在第二印刷头50开始对第二电池片2进行印刷前,第二印刷头50根据视觉组件600获得的第二位置调整自身的位置,使得第二印刷头50上的第二印刷区域与第二电池片2相互对应。
31.待第二印刷站500处印刷完成后,传输机构100的回转台继续转动,使得工作台10到达出片站300,出片站300的第一出片单元301、第二出片单元302分别用于第一电池片1和第二电池片2的出片传输,将印刷好的两个电池片向外传出至下一个生产工艺。
32.传输机构100继续回转,工作台10到达进片站200开启下一轮进片、印刷及出片工作。
33.该双片印刷设备,通过同时传两片电池片至工作台10,并利用第一印刷头40和第二印刷头50分别对第一电池片1和第二电池片2进行印刷,能够同时传两片电池片及同时印刷两片电池片,提高了电池片的印刷效率,也使得印刷设备的结构更为紧凑。
34.实施例2本实施例与实施例1的主要区别在于:本实施例中,第一电池片1与第二电池片2的截面均呈矩形,传送时沿电池片宽度方向进行传送,第一电池片1与第二电池片2沿同一传送路线被一前一后地传送至工作台10上。
35.传片机构具体可采用但不限于如下几个子实施例列举的方式:参见图11所示的第一子实施例,该传片机构包括用于同时承载并沿同一传输方向一前一后地传输第一电池片1和第二电池片2的传片单元203,待传输的电池片依次间隔地承载在传片单元203上,一前一后地分别传送两个电池片至工作台10上,便形成了在工作台10上间隔地平铺的第一电池片1与第二电池片2,且两个电池片在工作台10上不会发生重叠。此处,该传片单元203具体采用的为卷纸机构。
36.参见图12所示的第二子实施例,本子实施例的传片机构是在第一子实施例的基础上,在传片单元203的一侧增加了搬运装置204,从而可选择将第一电池片1和/或第二电池片2从传片单元203上搬运至工作台10上。
37.参见图13所示的第三子实施例,该第三子实施例采用的传片机构与第一子实施例的传片机构类似,区别主要在于其中的传片单元203具体采用的为传送带机构。
38.本实施例的双片印刷设备在印刷太阳能电池片时的操作步骤除进片及出片的方式与实施例1不同外,其他的基本相同,此处不再赘述。
39.实施例3参见图3所示的双片印刷设备,本实施例与实施例1的区别主要在于第一印刷头40与第二印刷头50采用的为双z轴调整的印刷头。该双z轴调整的印刷头的具体结构不是本申请的重点,此处不再赘述。
40.实施例4参见图4所示的双片印刷设备,本实施例与实施例2的区别主要在于第一印刷头40与第二印刷头50采用的为双z轴调整的印刷头。该双z轴调整的印刷头的具体结构不是本申请的重点,此处不再赘述。
41.实施例5参见图5所示的双片印刷设备,其与实施例1的主要区别在于:本实施例中,传输机构100包括环形传输轨道,沿该环形传输轨道的环形输送轨迹依次设置有进片站200、第一视觉站、第二视觉站、第一印刷站400、第二印刷站500、出片站300。此处,该环形传输轨道上间隔地设置有多个工作台10,工作台10的数量比各处理站(即进片站200、第一视觉站、第二视觉站、第一印刷站400、第二印刷站500及出片站300)的数量
多一个,以作备用。第一视觉站、第二视觉站、第一印刷站400与第二印刷站500位于环形传输轨道的同一侧;进片站200与出片站300分别位于环形传输轨道的较窄的两个侧边的外侧。
42.视觉组件600包括设于第一视觉站用于获取所述第一电池片1在工作台10上的第一位置的第一视觉组件601、设于第二视觉站用于获取第二电池片2在工作台10上的第二位置的第二视觉组件602,第一视觉站与第二视觉站沿环形输送轨迹间隔地设置。
43.第一视觉组件601检测到第一位置后发送至第一印刷头40,第一印刷头40对应地调整自身的位置而在工作台10传输至第一印刷站400时对第一电池片1进行印刷;第二视觉组件602检测到第二位置后发送至第二印刷头50,第二印刷头50对应地调整自身的位置而在工作台10传输至第二印刷站500时对第二电池片2进行印刷。
44.实施例6参见图6所示的双片印刷设备,其与实施例5的主要区别在于:第一电池片1与第二电池片2的截面均呈矩形,进片站200与出片站300在进片与出片操作时,沿电池片宽度方向传送第一电池片1与第二电池片2,第一电池片1与第二电池片2沿同一传送路线被一前一后地传送至工作台10上。其具体采用的传片机构详见实施例2相应部分的介绍,此处不再赘述。
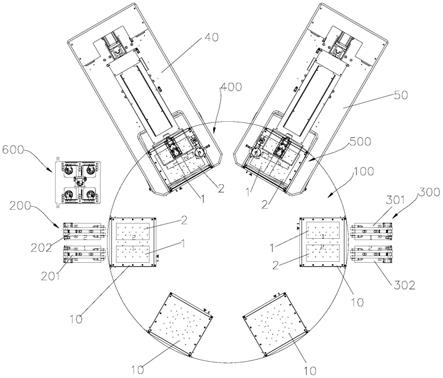
45.实施例7参见图14至图22所示的双片印刷设备,包括第一印刷装置与第二印刷装置。
46.第一印刷装置包括第一传输机构100a、第一工作台10a、第一进片站200a、第一印刷站400、及第一出片站300a,第一进片站200a、第一印刷站400、第一出片站300a沿着第一传输机构100a的输送轨迹布置,第一工作台10a设置在第一传输机构100a上,且第一工作台10a能够沿第一传输机构100a的输送轨迹往复地移动,使得第一工作台10a依次经过第一进片站200a、第一印刷站400、第一出片站300a。
47.第二印刷装置包括第二传输机构100b、第二工作台10b、第二进片站200b、第二印刷站500、及第二出片站300b,第二进片站200b、第二印刷站500、第二出片站300b沿着第二传输机构100b的输送轨迹布置,第二工作台10b设置在第二传输机构100b上,且第二工作台10b能够沿第二传输机构100b的输送轨迹往复地移动,使得第二工作台10b依次经过第二进片站200b、第二印刷站500、第二出片站300b。
48.该双片印刷设备中,第一工作台10a与第二工作台10b均能够提供第一电池片1与第二电池片2同时在其上平铺地承载。第一出片站300a与第二出片站300b相接或者位于同一位置。本实施例中,第一出片站300a与第二出片站300b位于同一位置并形成转送站,以将第一传输机构100a上的第一电池片1与第二电池片2转送至第一传输机构100b上。
49.第一印刷站400设有第一印刷头40,第一印刷头40具有与第一电池片1相对应的第一印刷区域,以用于印刷第一电池片1;第二印刷站500设有第二印刷头50,第二印刷头50具有与第二电池片2相对应的第二印刷区域,以用于印刷第二电池片2。此处,第一印刷头40与第二印刷头50均为丝网印刷工作头,相应地,其印刷区域为丝网印刷区域。
50.本实施例中,第一传输机构100a包括能够绕自身轴心线旋转且呈圆盘状的第一转台,该第一转台上沿周向间隔地设置有多个第一工作台10a,第一工作台10a的数量比各处理站(即第一进片站200a、第一印刷站400、第一出片站300a)的数量多一个,以作备用。四个
第一工作台10a沿周向均匀间隔地设置在第一转台上。第二传输机构100b包括能够绕自身轴心线旋转且呈圆盘状的第二转台,该第二转台上沿周向间隔地设置有多个第二工作台10b,第二工作台10b的数量比各处理站(即第二进片站200b、第二印刷站500、第二出片站300b)的数量多一个,以作备用。四个第二工作台10b沿周向均匀间隔地设置在第二转台上。
51.第一印刷站400与第二印刷站500位于第一转台及第二转台的同一侧;第一进片站200a与第一出片站300a位于第一转台同一径向方向上的相异两侧,即第一进片站200a与第一出片站300a之间间隔180度地设置。类似地,第二进片站200b与第二出片站300b位于第二转台同一径向方向上的相异两侧,即第二进片站200b与第二出片站300b之间间隔180度地设置。如此,第一进片站200a、第一出片站300a/第二进片站200b、第二出片站300b沿同一直线方向间隔地分布。
52.该双片印刷设备还包括第一视觉组件601和第二视觉组件602,第一视觉组件601用于获取第一电池片1在工作台10上的第一位置,第二视觉组件602用于获取第二电池片2在工作台10上的第二位置,第一视觉组件601与第一印刷头40之间信号连接,第二视觉组件602与第二印刷头50之间信号连接。
53.这样,第一视觉组件601在获取第一位置后,第一视觉组件601将第一位置发生给第一印刷头40,第一印刷头40根据该第一位置调整自身的位置,使得其上的第一印刷区域与第一工作台10a上的第一电池片1相互对应,从而使得第一电池片1随第一工作台10a传输至第一印刷站400时,第一印刷区域对准第一电池片1而对第一电池片1进行印刷;第二视觉组件602将第二位置发送给第二印刷头50,第二印刷头50根据该第二位置调整自身的位置,使得其上的第二印刷区域与第二工作台10b上的第二电池片2相互对应,从而使得第二电池片2随第二工作台10b传输至第二印刷站500时,第二印刷区域对准第二电池片2而对第二电池片2进行印刷。
54.具体设置时,第一视觉组件601位于处于第一进片站200a的第一工作台10a的上方,第二视觉组件602位于处于第二进片站200b的第二工作台10b的上方。
55.该双片印刷设备还包括用于向工作台10(第一工作台10a/第二工作台10b)上传送第一电池片1与第二电池片2的传片机构,第一进片站200a与第二进片站b上均设有该传片机构。该传片机构的主要目标是将第一电池片1与第二电池片2分别传输至第一工作台10a/第二工作台10b上,并保证两者在第一工作台10a/第二工作台10b上不发生重叠即可。
56.具体地,本实施例中,第一电池片1与第二电池片2的截面均呈矩形,传送时沿电池片长度方向进行传送,第一电池片1与第二电池片2被各自地传输至工作台10(第一工作台10a/第二工作台10b)上并保持一定间隔地被平铺在工作台10(第一工作台10a/第二工作台10b)上。传片机构具体可采用但不限于如下几个子实施例列举的方式:参见图10所示的第一子实施例,该传片机构包括用于输送第一电池片1的第一传片单元201、用于输送第二电池片2的第二传片单元202,第一传片单元201与第二传片单元202之间间隔地设置,且第一传片单元201的传输方向与第二传片单元202的传输方向相互平行地设置,第一电池片1通过第一传片单元201、第二电池片2通过第二传片单元202被同步地传送至工作台10上,不会发生重叠。该第一传片单元201与第二传片单元202此处具体采用的为卷纸机构。
57.参见图11所示的第二子实施例,该第二子实施例采用的传片机构是在第一子实施
例的基础上,增加了一组搬运装置204,第二电池片2直接由第二传片单元202传送至工作台10上,第一电池片1在由第一传片机构201传送至工作台10旁,然后通过搬运装置204搬运到工作台10上。该搬运装置204具体可以采用吸盘机构,该吸盘机构能够吸附固定电池片且能够沿水平方向平移及沿竖直方向升降,能够精确地将位于第一传片机构201上的第一电池片1搬运至工作台10上的指定位置处。当然,也可以在第二传片机构202的一侧也再增设一组搬运装置而用于将第二电池片2搬运至工作台10上。
58.参见图12所示的第三子实施例,该第三子实施例采用的传片机构与第一子实施例的传片机构类似,区别主要在于其中的第一传片单元201与第二传片单元202具体采用的为传送带机构。
59.参见图13所示的第四子实施例,该第四子实施例相比第二子实施例的区别主要在于,第二传片单元202改用传送带机构。
60.参见图1至图9所示,该双片印刷设备还包括用于将工作台10(第一工作台10a/第二工作台10b)上的第一电池片1与第二电池片2从工作台10上传出的出片机构,第一出片站300a与第二出片站300b上均设有出片机构,该出片机构包括用于将第一电池片1从工作台10上传出的第一出片单元301,以及将第一电池片1从工作台10上传出的第二出片单元302。
61.本实施例的双片印刷设备在印刷太阳能电池片时,按照如下步骤进行:参见图1至图9所示,第一工作台10a在第一进片站200a处,传片机构将第一电池片1与第二电池片2传送至第一工作台10a上,第一电池片1与第二电池片2相互间隔地平铺在第一工作台10a上;进片完成后,第一视觉组件601拍照,获取第一电池片1在第一工作台10a上的第一位置;第一传输机构100a的第一转台转动90
°
,使得第一工作台10a到达第一印刷站400,使得第一工作台10a位于第一印刷头40的下方,第一印刷头40对第一电池片1进行印刷,其中,在第一工作台10a达到第一印刷站400之前,最晚在第一印刷头40开始对第一电池片1进行印刷前,第一印刷头40根据第一视觉组件601获得的第一位置调整自身的位置,使得第一印刷头40上的第一印刷区域与第一电池片1相互对应。
62.第一印刷站400处印刷完成后,第一传输机构100a的第一转台继续转动90
°
,使得第一工作台10a到达第一出片站300a,出片机构将印刷好的第一电池片1与未印刷的第二电池片2从第一工作台10a上出片后,然后传片机构再将上述印刷好的第一电池片1与未印刷的第二电池片2传输第二工作台10b上。第一电池片1与第二电池片2相互间隔地平铺在第二工作台10b上;进片完成后,第二视觉组件602拍照,获取第二电池片2在第二工作台10b上的第二位置;第二传输机构100b的第二转台转动90
°
,使得第二工作台10b到达第二印刷站500,使得第二工作台10b位于第二印刷头50的下方,第二印刷头50对第二电池片2进行印刷,其中,在第二工作台10b达到第二印刷站500之前,最晚在第二印刷头50开始对第二电池片2进行印刷前,第二印刷头50根据第二视觉组件602获得的第二位置调整自身的位置,使得第二印刷头50上的第二印刷区域与第二电池片2相互对应。
63.第二印刷站500处印刷完成后,第二传输机构100b的第二转台继续转动90
°
,使得第二工作台10b到达第二出片站300b,出片机构将印刷好的第一电池片1与第二电池片2从第二工作台10b上出片后,将印刷好的两个电池片向外传出至下一个生产工艺。
64.实施例8无图示,本实施例与实施例7的主要区别在于:本实施例中,第一电池片1与第二电池片2的截面均呈矩形,传送时沿电池片宽度方向进行传送,第一电池片1与第二电池片2沿同一传送路线被一前一后地传送至第一工作台10a/第二工作台10b上。其中,传片机构具体可采用但不限于图11至图13示出的几个子实施例列举的方式。
65.本实施例的双片印刷设备在印刷太阳能电池片时的操作步骤除进片及出片的方式与实施例7不同外,其他的基本相同,此处不再赘述。
66.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1