一种擦手纸折叠机打点计数装置的制作方法
1.本实用新型涉及打点计数装置设备,更具体的说,它涉及一种擦手纸折叠机打点计数装置。
背景技术:
2.随着社会的不断进步,人们的生活水平也逐渐提高,抛开旧时的擦手手绢,现在我们也用上了纸质的擦手纸产品,擦手纸现有成品按照不同的张数及规格分为不同的产品,而擦手纸折叠机的计数标示装置在该设备上显得尤为重要。现有的计数标示装置主要是由标识液料筒、气动式雾化喷嘴、自控计数系统三部分组成,当折叠张数达到设定值后,电磁阀开通压缩空气通过雾化喷嘴将标识液喷在纸张上面进行颜色表示,在纸页上形成标示记号。该装置存在以下几个问题:
3.1、标识液配置主要成分为酚酞,液态状态下显暗红色,喷在纸面上形成标示记号,在与空气接触一定时间后可褪色至无色;
4.2、酚酞标识液有一定的致癌风险,部分擦手纸产品需要进行食品级生产控制要求,该形式标示计数不能达到该类型产品的生产需要;
5.3、标识液喷涂不均匀易导致褪色后原纸不平整水痕明显,影响产品外观品质;
6.4、标识液配置比例不正确易导致成品无法褪色而引起质量事故,对于现场控制要求较高。
技术实现要素:
7.本实用新型的目的是针对现有技术中存在的上述问题,提供了一种免去使用标识液来解决标识液所产生问题的擦手纸折叠机打点计数装置。
8.为了实现上述实用新型目的,本实用新型采用了以下技术方案:一种擦手纸折叠机打点计数装置,包括机架、第一支撑轴、第二支撑轴及打点计数组件,所述第一支撑轴和第二支撑轴均设置在机架上,所述打点计数组件包括与第一支撑轴旋转连接的打点摇臂,设置在打点摇臂一端的打点头,与打点摇臂另一端连接的竖直推动件,以及设置在第二支撑轴和打点摇臂之间的弹性复位组件。
9.工作原理:工作时,通过竖直驱动件来驱动打点摇臂另一端上升,此时打点摇臂一端向下带动打点头对擦手纸进行打点操作,此过程中弹性复位件蓄力,当竖直驱动件松开的时候,弹性复位件的回弹力使得打点摇臂另一端向下运动,打点摇臂一端带动打点头上升;通过竖直驱动件来驱动打点摇臂另一端下降,此时弹性复位件蓄力,当竖直驱动件松开打点摇臂的时候,弹性复位件的回弹力驱动打点摇臂另一端上升,使得打点摇臂一端带动打点头向下运动对擦手纸进行打点操作;上述两种结构,相比传统采用标识液喷嘴式的结构,可以免去使用标识液,从而解决了标识液带来的一系列问题,也无需更换标识液,大大减少了停机时间,生产效率得到提高,在使用成本和维护成本上,本结构相比传统结构,损耗件较少,运行更加稳定,因此成本更低,同时本结构通过机械打点,还比传统喷标识液的
结构表示更加清晰,也不会褪色。
10.进一步的,所述弹性复位组件包括设置在第二支撑轴上的下弹簧座,与打点摇臂铰接的上弹簧座,以及设于下弹簧座和上弹簧座之间的弹性复位件。通过上下两个弹簧座将弹性复位件固定住,避免因弹性复位件松动造成打点效果差甚至无法打点的情况发生。
11.进一步的,所述竖直驱动件上设有挡板安装块,所述挡板安装块上设有可拆卸连接的传感器挡板,所述机架上设有与传感器挡板配合的光电传感器。当传感器挡片经过光电传感器的时候,光电传感器将光信号转化为电信号,这个电信号发送给工厂或者折叠机的主机上,能够实现对竖直驱动件移动位置的检测,因此可以作为竖直驱动件的最大行程限位,当确定最大行程限位的时候,只需要竖直驱动件每次运动到最大行程限位的位置,主机就能够控制竖直驱动件关闭,从而能够精准的控制每次打点的距离,从而确保打点深度能够控制在6
‑
10mm之间,且标示清晰。
12.进一步的,所述机架上设有安装孔以及供竖直驱动件滑动的滑动槽,所述竖直驱动件上设有移动安装块。采用上述结构的设置,可以使得竖直驱动件能够进行位置调节,从而适合更多种的纸张打点需求,适用范围更广,而且将安装孔的位置固定好,能够方便竖直驱动件根据实际需求进行调节。
13.进一步的,所述安装孔均设于机架侧面,且所述移动安装块呈l形,所述移动安装块上设有与安装孔配合的腰孔。采用上述结构的设置,在安装移动安装块的时候更加方便,不用从机架的顶部锁螺丝,而且也方便工作人员进行观察。
14.进一步的,所述竖直驱动件为气缸或液压缸或电缸。采用气缸的优点在于,气缸技术成熟,成本较低,执行迅速,控制方便,相比液压缸更轻,但是载重较小;采用液压缸的优点在于,液压缸相比气缸载重大,用来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳;采用电缸的优点在于,电缸是将伺服电机与丝杠一体化设计的模块化产品,将伺服电机的旋转运动转换成直线运动,同时将伺服电机最佳优点
‑
精确转速控制,精确转数控制,精确扭矩控制转变成
‑
精确速度控制,精确位置控制,精确推力控制,而且维护成本相比气缸和液压缸成本更低,电缸在复杂的环境下工作只需要定期的注脂润滑,并无易损件需要维护更换,将比液压系统和气压系统减少了大量的售后服务成本。因此可以根据实际需求来选择其中一种。
15.进一步的,所述擦手纸折叠机打点计数装置包括至少两个打点计数组件。多个打点计数组件可以单独控制,可以适用场景更多,打点效率更高。
16.进一步的,所述弹性复位件为压缩弹簧,所述下弹簧座上设有竖直轴,所述上弹簧座上设有供竖直轴滑动的通孔,压缩弹簧设置在竖直轴上。通过上述结构的设置,可以方便压缩弹簧的安装,还可以使得压缩弹簧不会从上下弹簧座之间掉出。
17.进一步的,所述弹性复位件为拉伸弹簧,所述上弹簧座和下弹簧座上均设有供拉伸弹簧安装的拉孔。采用上述结构的设置,可以方便拉伸弹簧的安装,也可以简化上弹簧座和下弹簧座的结构。
18.进一步的,所述第一支撑轴上设有多个第一限位块,所述第二支撑轴上设有多个第二限位块,相邻两个第一限位块对打点摇臂进行水平移动限位,相邻两个第二限位块对下弹簧座进行水平移动限位。通过第一限位块和第二限位块可以方便地第一打点摇臂和下弹簧座进行水平移动限位,而且第一限位块和第二限位块的安装也很方便,只需要通过紧
定螺钉固定在第一支撑轴和第二支撑轴上即可。
19.与现有技术相比,采用了上述技术方案的一种擦手纸折叠机打点计数装置,具有如下有益效果:
20.1:通过竖直驱动件来驱动打点摇臂另一端上升,此时打点摇臂一端向下带动打点头对擦手纸进行打点操作,此过程中弹性复位件蓄力,当竖直驱动件松开的时候,弹性复位件的回弹力使得打点摇臂另一端向下运动,打点摇臂一端带动打点头上升,此设置通过竖直驱动件的驱动力来进行打点操作,只需要通过控制竖直驱动件每次执行的行程即可方便地对打点深度进行控制,而且通过弹性复位件可以方便竖直驱动件回到初始位置;
21.2:通过竖直驱动件来驱动打点摇臂另一端下降,此时弹性复位件蓄力,当竖直驱动件松开打点摇臂的时候,弹性复位件的回弹力驱动打点摇臂另一端上升,使得打点摇臂一端带动打点头向下运动对擦手纸进行打点操作,此时通过竖直驱动件来进行,此设置通过弹性复位件的回弹力来进行打点,只需要控制竖直驱动件每次上升的距离,由于弹性复位件每次的回弹力一致,这样就能够方便地控制每次打点的深度,而且打点速度快速,打点效率高;
22.3:上述两种结构,相比传统采用标识液喷嘴式的结构,可以免去使用标识液,从而解决了标识液带来的一系列问题,也无需更换标识液,大大减少了停机时间,生产效率得到提高;
23.4:在使用成本和维护成本上,本结构相比传统结构,损耗件较少,运行更加稳定,因此成本更低;
24.5:本结构通过机械打点,还比传统喷标识液的结构表示更加清晰,也不会褪色。
附图说明
25.下面结合附图对本实用新型作进一步说明:
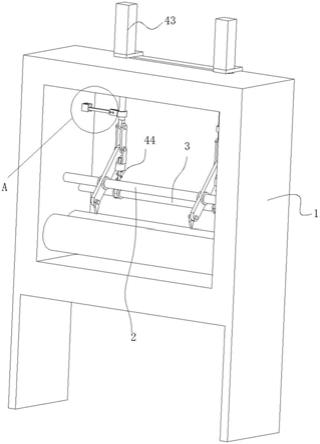
26.图1为本实用新型一种擦手纸折叠机打点计数装置的结构示意图;
27.图2为图1的后视图;
28.图3为弹性复位组件一种实施例的结构示意图;
29.图4为图1中a的放大图;
30.图5为图3中b的放大图;
31.图6为弹性复位组件另一种实施例的结构示意图。
32.图中,1、机架;11、滑动槽;12、安装孔;2、第一支撑轴;21、第一限位块;3、第二支撑轴;31、第二限位块;41、打点摇臂;42、打点头;43、竖直驱动件;44、弹性复位组件;441、下弹簧座;4411、竖直轴;442、上弹簧座;443、弹性复位件;45、移动安装块;451、腰孔;5、挡板安装块;6、传感器挡板;7、光电传感器。
具体实施方式
33.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
34.如图1
‑
2所示,一种擦手纸折叠机打点计数装置,包括机架1、第一支撑轴2、第二支撑轴3及打点计数组件。
35.具体的,所述打点计数组件包括与第一支撑轴2旋转连接的打点摇臂41,设置在打点摇臂41一端的打点头42,与打点摇臂41另一端连接的竖直驱动件43,以及设置在第二支撑轴3和打点摇臂41之间的弹性复位组件44。
36.具体的,所述弹性复位组件44包括设置在第二支撑轴3上的下弹簧座441,与打点摇臂41铰接的上弹簧座442,以及设于下弹簧座441和上弹簧座442之间的弹性复位件443。通过上下两个弹簧座将弹性复位件443固定住,避免因弹性复位件443松动造成打点效果差甚至无法打点的情况发生。
37.如图3和5所示,在一种实施例中,所述弹性复位件443为压缩弹簧,所述下弹簧座441上设有竖直轴4411,所述上弹簧座442上设有供竖直轴4411滑动的通孔,压缩弹簧设置在竖直轴4411上。通过上述结构的设置,可以方便压缩弹簧的安装,还可以使得压缩弹簧不会从上下弹簧座441之间掉出,通过竖直驱动件43来驱动打点摇臂41后端上升,此时打点摇臂41前端向下带动打点头42对擦手纸进行打点操作,此过程中压缩弹簧蓄力,当竖直驱动件松开的时候,弹性复位件443的回弹力使得打点摇臂41后端向下运动,打点摇臂41前端带动打点头42上升,此设置通过竖直驱动件43的驱动力来进行打点操作,只需要通过控制竖直驱动件43每次执行的行程即可方便地对打点深度进行控制,而且通过压缩弹簧可以方便竖直驱动件43回到初始位置。
38.如图6所示,在另一种实施例中,所述弹性复位件443为拉伸弹簧,所述上弹簧座442和下弹簧座441上均设有供拉伸弹簧安装的拉孔。采用上述结构的设置,可以方便拉伸弹簧的安装,也可以简化上弹簧座442和下弹簧座441的结构,通过竖直驱动件43来驱动打点摇臂41后端下降,此时弹性复位件443蓄力,当竖直驱动件43松开打点摇臂41的时候,弹性复位件443的回弹力驱动打点摇臂41后端上升,使得打点摇臂41前端带动打点头42向下运动对擦手纸进行打点操作,此时通过竖直驱动件43来进行,此设置通过弹性复位件443的回弹力来进行打点,只需要控制竖直驱动件43每次上升的距离,由于弹性复位件443每次的回弹力一致,这样就能够方便地控制每次打点的深度,而且打点速度快速,打点效率高。
39.在还有一种实施例中,优选的,当弹性复位件443为常见的拉伸弹簧的时候,还能够省去上弹簧座442和下弹簧座441,直接将拉伸弹簧两端的钩子分别勾在打点摇臂41和第二支撑轴3上即可。直接竖直驱动件43驱动打点摇臂41上下运动来进行打点操作,这种结构更加简单,但是每次竖直驱动件43上下运动都需要通电,耗电较高。此结构未在附图中画出。
40.如图4所示,具体的,所述竖直驱动件43上设有挡板安装块5,所述挡板安装块5上通过螺丝固定有传感器挡板6,所述机架1上通过螺丝固定有与传感器挡板6配合的光电传感器7。当传感器挡片经过常见的光电传感器7的时候,光电传感器7将光信号转化为电信号,这个电信号发送给工厂或者折叠机的主机上,能够实现对竖直驱动件43移动位置的检测,因此可以作为竖直驱动件43的最大行程限位,当确定最大行程限位的时候,只需要竖直驱动件43每次运动到最大行程限位的位置,主机就能够控制竖直驱动件43关闭,从而能够精准的控制每次打点的距离,从而确保打点深度能够控制在6
‑
10mm之间,且标示清晰。
41.具体的,所述机架1上设有安装孔12以及供竖直驱动件43滑动的滑动槽11,所述竖直驱动件43上设有移动安装块45,所述安装孔12沿机架1宽度方向均匀间隔设置。采用上述结构的设置,可以使得竖直驱动件43能够进行位置调节,从而适合更多种的纸张打点需求,
适用范围更广,而且将安装孔12的位置固定好,能够方便竖直驱动件43根据实际需求进行调节。
42.具体的,所述安装孔12均设于机架1侧面,且所述移动安装块45呈l形,所述移动安装块45上设有与安装孔12配合的腰孔451。采用上述结构的设置,在安装移动安装块45的时候更加方便,不用从机架1的顶部锁螺丝,而且也方便工作人员进行观察,优选的,还可以在安装孔12下方设置刻度。
43.具体的,所述竖直驱动件43为气缸或液压缸或电缸。采用气缸的优点在于,气缸技术成熟,成本较低,执行迅速,控制方便,相比液压缸更轻,但是载重较小;采用液压缸的优点在于,液压缸相比气缸载重大,用来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳;采用电缸的优点在于,电缸是将伺服电机与丝杠一体化设计的模块化产品,将伺服电机的旋转运动转换成直线运动,同时将伺服电机最佳优点
‑
精确转速控制,精确转数控制,精确扭矩控制转变成
‑
精确速度控制,精确位置控制,精确推力控制,而且维护成本相比气缸和液压缸成本更低,电缸在复杂的环境下工作只需要定期的注脂润滑,并无易损件需要维护更换,将比液压系统和气压系统减少了大量的售后服务成本。因此可以根据实际需求来选择其中一种。
44.具体的,所述擦手纸折叠机打点计数装置包括至少两个打点计数组件,多个打点计数组件可以单独控制,可以适用场景更多,打点效率更高。
45.如图5所示,具体的,所述第一支撑轴2上设有多个第一限位块21,所述第二支撑轴3上设有多个第二限位块31,相邻两个第一限位块21对打点摇臂41进行水平移动限位,相邻两个第二限位块31对下弹簧座441进行水平移动限位。通过第一限位块21和第二限位块31可以方便地第一打点摇臂41和下弹簧座441进行水平移动限位,而且第一限位块21和第二限位块31的安装也很方便,只需要通过紧定螺钉固定在第一支撑轴2和第二支撑轴3上即可。
46.除上述优选实施例外,本实用新型还有其他的实施方式,本领域技术人员可以根据本实用新型作出各种改变和变形,只要不脱离本实用新型的精神,均应属于本实用新型所附权利要求所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1