用于制造医疗包装的设备和方法与流程
1.本发明涉及用于制造医疗包装的设备和方法。此外,本发明涉及由此制造的医疗包装,特别是设计为薄膜袋的医疗包装。
背景技术:
2.医疗包装,例如薄膜袋,必须提供有标签,例如可以从所述标签得到成分。为此,通常将包装进行印刷。
3.此外,医疗包装通常也印有机器可读的信息,例如条形码,医院工作人员可以使用扫描仪来读取所述条形码。可以通过条形码识别医疗包装的成分。
4.从实践中已知将机器可读信息以负印刷图案的形式施加到医疗薄膜袋上(例如,参见wo 99/49408 a1)。白色印刷在透明的薄膜上的负图案对于扫描仪可很容易读取,因为透明区域仅具有低水平的光反射,并且因此对扫描仪表现为几乎是暗的。然而,对于人眼,具有此类负图案形式的可读信息难于解读。
5.在透明薄膜上的暗的、特别是黑色的印刷图案又不是充分地机器可读的,因其与相邻的透明区域不形成充分的对比。
6.因此,尝试首先在医疗包装上提供白色背景,例如具有标签或印刷的面的构造的白色背景,然后在所述白色背景上印刷黑色。
7.然而,印刷物也必须被设计为是耐擦的,并且特别地适合于也承受高压灭菌过程。这也特别地也适用于如下的薄膜袋,所述薄膜袋通常在可撕开的二级包装中被高压灭菌,其中薄膜袋的印刷的表面与二级包装接触,并且因此容易被污染。
8.此外,一方面,医疗包装通常印有静态信息,例如产品名称和/或成分。这些固定的信息不因产品批次而异。
9.此外,医药包装上经常存在可变信息,例如批号、序列号和/或有效期,这些可变信息可能因批次而异,甚至因包装而异。
10.为施加此类可变信息,以固定的印模工作的离线印刷过程不很合适,因为为了改变印刷图案,印模每次必须更换。
11.使用数控印刷头的在线印刷过程对于施加此类可变信息是很有意义的,因为因此可以通过控制装置随时改变印刷图案。
12.因此,例如存在热转印印刷机,所述热转印印刷机通过大量被单独控制的加热元件将油墨从油墨带转印到待印刷的表面上。
13.但是与使用印模工作的离线印刷过程相比,热转印印刷机的速度相当慢。在应印刷大面积的医疗包装时,这尤其不利。
技术实现要素:
14.相比之下,本发明要解决的技术问题是提供用于制造医疗包装的设备和用于制造医疗包装的方法以及医疗包装,其中可变信息和静态信息都可以以有效的方式并且特别地
耐久地被印刷到医疗包装上。
15.本发明要解决的技术问题已经通过根据独立权利要求之一的用于制造医疗包装的设备、用于制造医疗包装的方法以及通过医疗包装实现。
16.本发明的优选实施方式和改进方式可以在从属权利要求、说明书和附图的主题中得到。
17.本发明首先涉及一种用于制造医疗包装的设备,所述制造包括薄膜的印刷,所述设备具有第一印刷机,所述第一印刷机包括带有多个加热元件的数控热印刷头,所述热印刷头可通过控制装置控制,并且通过所述热印刷头可将可变印刷图案生成在医疗包装的表面上,和具有后接的第二印刷机,所述第二印刷机被设计为热压印刷机,其包括印版,所述印版包括带有平面部分的凸纹,其中平面部分被设定尺寸并且布置为使得所述平面部分至少部分地与由第一印刷机生成的印刷图案重叠。
18.本发明基于以下获知,即通过数控的热印刷头可以以有效的方式特别地地将负印刷图案施加到医疗包装的表面上,特别是施加到薄膜上,所述负印刷图案用作为随后的热压印刷的模板。
19.然后用后接的热压印刷机的油墨填充负图案内的空白位置。热压印刷机的平面区域与负图案在此重叠,使得没被第一印刷机印刷的区域(即空白位置)被第二印刷机的油墨印刷。热压印刷机的油墨仅附着在如下区域内,即在所述区域内带有数控热印刷头的第一印刷机在表面上未曾生成印刷图案,特别是附着在负印刷图案的空白位置内。
20.因此可通过数控的热印刷头将优选地可变印刷图案施加到仅占据被印刷面的部分的面区域上。其他信息,特别是产品名称等静态信息,可以同时被施加,特别是施加在医疗包装的表面的另外的区域内。
21.例如,此印刷图案可以包含反向施加的机器可读的信息,并且因此代表负印刷图案。第一印刷机的负图案中的空白位置随后被热压印刷机的油墨填充。
22.结果优选地是双色印刷图案,例如黑色和白色印刷图案,其中油墨相互直接相邻而不重叠,并且各油墨之间没有缝隙。
23.因此,可以以特别有效的方式为医疗包装的部分设置印刷图案,例如黑白图案,其包括机器可读信息和医疗包装的使用者可读的信息。特别地,可变信息存在于黑白印刷图案中,其中所述可变信息被布置于在印刷时平面部分占据的区域内。
24.根据本发明的一个实施方式,在第二印刷机内凸纹的平面部分被设定尺寸和布置为使得所述平面部分位于以第一印刷机生成的印刷图案内。平面区域可以特别地被设计为矩形。
25.通过使平面区域优选地完全地位于由第一印刷机生成的印刷图案的印刷区域内,仅将由第一印刷机生成的印刷图案的空白位置以第二印刷机的油墨印刷,而不使得平面区域突出过由第一印刷机生成的印刷图案。因此,平面区域的油墨仅被涂覆在第一印刷机的印刷图案内。
26.平面区域优选地是其中凸部(即印版的伸出的区域)占据整个面的区域。
27.根据本发明的另一实施方式,印版的凸纹包括至少一个另外的部分,其中所述另外的部分包含带有静态信息的结构,并且被设定尺寸并且布置为使得所述另外的部分位于以第一印刷机生成的印刷图案外。
28.如上所述,因此在包装上仅为部分区域设有第一印刷机的负印刷图案。这优选用于提供可变信息。而还可以在印版上印刷仅包含静态信息的另外的区域,特别是比第一印刷图案的区域更大的区域。
29.凸纹的另外的部分可以具有至少一个选自包括字母、数字、符号、图案、条形码和数据矩阵码的组的结构。
30.可变信息和/或静态信息可以包括使用者视觉可读的信息和机器可读的信息。
31.优选地,第一印刷机和第二印刷机相继布置,使得薄膜带可以沿着印刷机被输送。
32.根据本发明的一个实施方式,设备进一步包括用于以医用液体填充医疗包装的填充站以及用于封闭已填充的医疗包装的装置。
33.设备还可以包括高压灭菌站,在所述高压灭菌站中对以所述设备制造的医疗包装进行消毒。
34.以所述设备制造的医疗包装特别地被设计为薄膜袋,其包括相互焊接并且被印刷的薄膜。
35.优选地,首先通过所述设备印刷薄膜,然后将其焊接以形成袋。
36.设备可用于由塑料制造医疗包装,特别是用于制造薄膜袋,特别是如下所述的医疗包装。
37.此外,本发明总体上涉及一种用于由塑料制造医疗包装的方法,所述方法包括印刷薄膜,、特别是用于薄膜袋的薄膜,并且所述方法优选地以前述设备执行。
38.具体地,本发明通过一种用于制造医疗包装的方法描述,其中首先在数字印刷中以第一印刷机将负印刷图案施加到薄膜的表面上,特别是医疗包装的表面上,其中通过负印刷图案内的空白位置定义印刷图案的至少一个部分,并且
39.其中然后在第二印刷机内,带有凸纹的印版将油墨薄膜至少部分地平面接触地压到负印刷图案上,并且以油墨薄膜的油墨印刷负印刷图案的空白位置。
40.如结合根据本发明的设备已讨论,本发明基于如下获知,即以第一印刷机生成的印刷图案可以用作随后的其中使用凸纹的离线印刷的模板,所述凸纹包括将平面部分,并且部分地平面接触地将油墨薄膜印刷到负印刷图案上,使得以油墨薄膜的油墨印刷、特别是填充所述空白位置。
41.具有带有多个加热元件的数控热印刷头的印刷机优选地用作施加负印刷图案的第一印刷机。
42.第一印刷机优选地与控制装置连接,通过所述控制装置可以可变地改变负图案,例如对不同批次或不同印刷改变。
43.第一印刷机优选地被设计为热转印印刷机。
44.根据本发明的一个实施方式,为生成负印刷图案以第一印刷机将第一油墨施加到薄膜上,特别是医疗包装的薄膜上。因此,可以使用第一印刷机施加具有第二印刷机的印刷物的负印刷图案的形式的油墨。
45.此外,根据本发明的另一实施方式,第一印刷机或热印刷头也可以仅用于局部加热表面,以因此生成用于第二印刷机的平面部分的印刷图案的模板。通过第一印刷机在薄膜上生成印刷图案,而不施加油墨。在此,可以使用包括数控热印刷头的第一印刷机生成带有可变信息的印刷图案,而不通过数控热印刷头施加油墨。因此使用数控热印刷头仅进行
具有医疗包装的表面的加热的形式的负印刷图案。
46.已发现,通过加热塑料表面,优选地基于聚丙烯的薄膜的表面,已可以改变表面特性,使得在随后的热压印刷时热压印刷机的油墨不附着在以热印刷头所生成的印刷图案的区域内。
47.因此,热印刷头仅用于生成用于随后的热压印刷工艺的负模板,在所述热压印刷工艺中印版被压到包装的表面上。
48.本发明的此实施方式特别地适用于仅需进行单色印刷图案的情况。在本发明的此实施方式中,也可以以很有效的方式为小于热压印刷的印刷图案的医疗包装的表面区域设有可变信息。
49.基于聚丙烯的薄膜,特别是基于聚丙烯的多层薄膜,可用于医疗包装。
50.根据本发明的一个实施方式,医疗包装的塑料,特别是待印刷的医疗包装的表面的塑料,包括基质
‑
相
‑
聚合物体系。
51.特别地,基质
‑
聚合物体系的基质
‑
聚合物包含丙烯。特别地,基质
‑
相
‑
聚合物体系的相
‑
聚合物包含苯乙烯
‑
乙烯/丁烯
‑
苯乙烯嵌段共聚物(sebs)并且如需要包括苯乙烯
‑
异戊二烯
‑
苯乙烯嵌段聚合物(sis)。基质优选地由聚丙烯组成。
52.通过此类基质
‑
相体系,可提供抗撕裂同时可很好焊接的的薄膜。
53.在基质
‑
相
‑
聚合物体系的情况中,存在至少两种不同的聚合物,其中一种聚合物以未混合的状态
‑
特别是作为分散分布的固化液滴
‑
存在于另一种聚合物的基质中。
54.苯乙烯
‑
乙烯/丁烯
‑
苯乙烯嵌段共聚物是由苯乙烯链段以及丁烯链段和乙烯链段所组成的嵌段聚合物,所述嵌段聚合物包含水合丁二烯链段,其上连接有苯乙烯基团。这特别地通过聚合苯乙烯和丁二烯单体,并且然后水合先前聚合的苯乙烯和丁二烯聚合物来制造。水合丁二烯在苯乙烯嵌段之间形成软的中间嵌段。
55.已发现,特别是在基质
‑
相
‑
聚合物体系中,表面通过热处理
‑
特别是以热转印印刷机的热处理
‑
发生变化,使得在随后的热压印刷的合适的温度控制时,油墨不会附着到热预处理的区域内。
56.在一种实施方式中,多层膜具有至少三层,优选地具有正好三层。层以材料配合方式相互连接。特别地,层通过共挤出和在热状态中的接合而相互连接。
57.多层薄膜包括至少一个由基质
‑
相
‑
聚合物系统制成的内层,由基质
‑
相
‑
聚合物系统制成的中间层,和由基质
‑
相
‑
聚合物系统制成的外层。内层与医疗液体接触。外层提供了被设计为输液袋的医疗包装的表面,并且因此提供了印刷区域。
58.根据一个实施方式,外层的基质聚合物是聚丙烯均聚物。以此实现了层包装的坚固外层。特别地,在外层内,基质聚合物的重量比例在75%至95%重量百分比的范围内,而相聚合物
‑
优选地为sebs
‑
的重量比例在5%至25%重量百分比的范围内。
59.根据另一实施方式,中间层的基质聚合物是pp无规共聚物。特别地,在中间层内,基质聚合物的重量比例在40%至65%重量百分比的范围内,而相聚合物
‑
优选地为sebs和sis
‑
的重量比例在35%至60%重量百分比的范围内。
60.根据另一实施方式,内层的基质聚合物是pp无规共聚物。特别地,在内间层内,基质聚合物的重量比例在70%至90%重量百分比的范围内,而相聚合物
‑
优选地为sebs
‑
的重量比例在10%至30%重量百分比的范围内。
61.在本发明的一个实施方式中,第一油墨包括白色颜料。所述白色颜料优选地通过油墨带,特别是聚酯油墨带被转移到包装上。
62.根据本发明的一个实施方式,第一油墨包括聚丙烯酸酯和聚烯烃。
63.包含聚丙烯酸酯和聚烯烃的此类油墨也被称为树脂基油墨,并且与具有高比例的蜡的油墨相比,此类油墨实现了热稳定的并且特别地耐受高压灭菌的耐擦印刷。高压灭菌通常在121℃的温度下进行。
64.根据本发明的一个优选实施方式,在负印刷图案中在空白位置外,将医疗包装的表面以第一印刷机加热到130℃以上,优选地140℃以上,和/或200℃以下,优选地190℃以下。
65.前述温度范围特别地适用于施加丙烯酸酯基油墨,所述油墨特别地从油墨带被转移并且同时是充分地耐热的油墨,以耐受高压灭菌循环。
66.优选地,在以第一印刷机施加的负印刷图案外,薄膜或医疗包装的表面以被印刷的油墨带的油墨印刷至少一个信息。
67.特别是,静态信息被施加在第一印刷机的印刷图案外。如上所述,静态信息可以包括人类可读的和机器可读的信息。
68.被印刷的油墨薄膜的油墨特别地通过热压印刷工艺施加,其中所使用的印版优选地包括平面部分,所述平面部分位于以第一印刷机施加的负印刷图案内,并且所述平面部分被压到待印刷的表面上,其中印版包括至少一个另外的部分,通过所述另外的部分在以第一印刷机施加的负印刷图案外印刷信息,优选地印刷静态信息。
69.以这种方式,以第二印刷机,特别是以热压印刷机,可快速并且有效地印刷大的区域,而占据比印版更小的区域的负印刷图案用于施加可变信息。
70.印版的平面部分优选地小于负印刷图案。因此,避免了边沿侧重叠。
71.由第一印刷机施加的可变信息可以特别地包括序列号、批号和/或有效期。
72.可以以第二印刷机施加静态信息,例如产品名称和/或机器可读的信息,例如具有条形码和/或数据矩阵码的形式的静态信息。
73.根据本发明的一个实施方式,通过第二印刷机施加印刷物,所述印刷物包含机器可读的信息和其中存在文本和/或数字的信息。
74.被印刷的油墨薄膜的油墨优选地包括黑色颜料和树脂。
75.含聚丙烯酸酯的油墨优选地用于被印刷的薄膜的油墨,所述油墨特别地从油墨带被转移到包装的表面上。
76.在本发明的一个实施方式中,被印刷的油墨薄膜的油墨包括漆树脂。特别地,油墨包含氯乙烯
‑
乙酸乙烯酯共聚物和/或氯乙烯
‑
乙酸乙烯酯
‑
马来酸三元共聚物。
77.所提到的聚合物,特别是所提到的聚合物的组合,也实现了提供基于漆树脂的油墨,所述油墨可通过热压印刷工艺被施加并且具有高耐擦性和高耐热性。此外,此油墨的色层既不附着在以第一印刷机转移的色层上,也不附着在以第一印刷机加热的由塑料制成的医疗包装的表面的区域上。
78.此外,被印刷的油墨薄膜的油墨可以包含增塑剂,特别是对甲苯磺酰胺。
79.本发明进一步涉及使用上述方法制造的和/或通过上述设备制造的医疗包装。
80.特别地,医疗包装包括结合上述设备和/或上述方法公开的特征,只要这些特征涉
及医疗包装本身。
81.医疗包装特别地被设计为薄膜袋,所述薄膜袋包括相互焊接并且被印刷的薄膜。
82.优选地,首先使用上述设备和/或上述方法印刷薄膜,并且然后焊接形成袋。
83.医疗包装特别地由相互焊接的薄膜构成,并且具有至少一个焊缝,优选地至少一个纵向焊缝和至少一个横向焊缝,在所述焊缝上将两个薄膜相互焊接。特别地,医疗包装包括两个纵向焊缝和两个横向焊缝。
84.此外,医疗包装还可以包括至少一个用于取出医疗液体的端口。端口特别地以其下部随同焊接在焊缝或焊缝之一内,特别是焊接在横向焊缝内。端口的下部可以被设计为例如小船的构造。端口可以是连接器的组成部分,在所述连接器内特别地布置有隔膜。例如,针、钉、鲁尔连接器或鲁尔锁连接器可连接到所述连接器上。
85.医疗包装还可包括用于附接在支架或输液架上的吊挂部。吊挂部特别地可以被设计为与端口对置的横向焊缝内的空缺或切口。
86.根据本发明的包装可以填充以医疗液体。包装优选地具有50至1000毫升的容量。
87.医疗液体是用于医疗目的的液体,并且优选地被静脉内给药。在一个优选的实施方式中医疗液体是输液溶液。此类输液溶液的可能例子包括:
88.‑
无菌水;
89.‑
盐溶液,特别是含有nacl、kcl、cacl和/或mg的溶液;
90.‑
带有碳水化合物的溶液,特别是葡萄糖溶液;
91.‑
带有用于肠外营养的营养素的溶液、乳剂和/或悬浮液,特别地带有脂类、氨基酸和/或葡萄糖;
92.‑
胶体溶液,特别是用于血液替代疗法(例如)的胶体溶液;和/或
93.‑
所谓的预混系统,其中已将活性成分添加到医疗液体。
94.医疗包装的特征特别在于所述医疗包装至少局部地包含负印刷图案,通过所述负印刷图案定义第二印刷机的印刷图案,即正图案。
95.第二印刷机的油墨在此准确地到达负印刷图案的边界,而无重叠。特别地,第二印刷机的油墨到达负印刷图案的边界,而在负印刷图案和正印刷图案之间不存在无油墨的缝隙或间隙。
96.在负印刷图案的区域内,通过第一印刷机印刷一种油墨,所述油墨防止第二印刷机的油墨附着。油墨在此即使在薄膜的情况中也相互直接相邻,而在二者之间不存在缝隙或无颜色的间隙。
97.根据另一实施方式,邻接到正印刷图案的负印刷图案的特征在于表面的热变化,通过所述表面的热变化形成模板,正印刷图案位于所述模板内。
98.本发明特别涉及一种医疗包装,所述医疗包装包括带有使用热转印印刷被印刷的负印刷图案的第一印刷区域,其中通过负印刷图案内的空白位置定义了印刷图案的至少一部分,所述空白位置以在热压印刷工艺中施加的油墨填充。
99.特别地,在热转印印刷中施加的负印刷图案由第一油墨提供,其中第一油墨和在热压印刷工艺中作为第二油墨施加的油墨相互直接相互相邻。
100.在此,第一油墨优选地这样邻接到第二油墨上,使得在第一油墨和第二油墨之间不存在缝隙或无色的间隙和/或不存在重叠。
101.可变的和/或静态信息优选地由填充在负印刷图案的空白位置内的油墨提供。
102.特别地,本发明实现了如下的印刷区域,即在所述印刷区域内在其中存在两个油墨的共同的印刷区域,静态和可变信息相互相邻。
103.根据本发明的一个实施方式,所述医疗包装包括第二印刷区域,所述第二印刷区域以在热压印刷工艺中施加的油墨印刷,其中所述第二印刷区域与所述第一印刷区域分开布置在包装上,并且其中静态信息被施加在第二印刷区域内。
104.第二印刷区域的分开的布置被理解为意味着在第一印刷区域和第二印刷区域之间存在一个区域,所述区域既不以第一印刷机印刷也不以第二印刷机印刷。例如,此区域被设计为透明薄膜的未印刷的区域。
105.其中仅存在静态信息的此类区域的提供实现了以快速并且有效的方式进行印刷,例如使用固定的凸纹。
106.在本发明的一个实施方式中,第一油墨和/或第二油墨形成3μm至8μm厚的层。
107.第一油墨优选地形成比第二油墨更薄的层,特别地至少更薄1μm的层。
108.根据本发明的一个实施方式,医疗包装被布置在二级包装中。特别地,医疗包装以无菌方式布置在二级包装中,例如布置在可撕开的袋内。
109.由于根据本发明的构造,实现了对布置在二级包装内的医疗包装的消毒,特别是高压灭菌,而第一油墨和/或第二油墨不附着在二级包装上
附图说明
110.在下文中参考图1至图7详细解释本发明的内容。
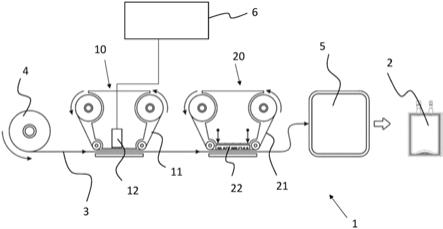
111.图1是用于制造医疗包装的设备的示意图。
112.图2是通过热转印印刷机的印刷过程的示意性图示。
113.图3是通过热压印刷的机的印刷过程的示意性图示。
114.图4是医疗包装的实施例的视图。
115.图5是用于医疗包装的凸纹的视图。
116.图6a至图6c示出以可变印刷图案来印刷一个区域的步骤。
117.图7是根据本发明的方法的实施例的方法步骤的流程图。
具体实施方式
118.图1是用于制造医疗包装2的设备1的示意图。
119.使用设备1以第一印刷机10和第二印刷机20印刷由带4提供的薄膜3。
120.第一印刷机10和第二印刷机20相继布置,使得薄膜3可以相继地沿两个印刷机10、20被引导。
121.第一印刷机10被设计为热转印印刷机。热转印印刷机10包括由控制装置6控制的可数控的热印刷头12。热印刷头12将油墨薄膜11的油墨11b转移到薄膜3上。因此,可以通过例如热印刷头12逐行印刷薄膜3的一个区域来施加可变印刷图案。在此,负印刷图案被施加到薄膜3上。
122.油墨薄膜11可以例如作为从卷上展开的带来提供。油墨薄膜11的油墨11b在此也可以被称为第一油墨11b。
123.第二印刷机20被设计为热压印刷机。第二印刷机20包括被加热并且被压到待印刷的薄膜3的表面上的印版22。油墨薄膜21的油墨21b通过印版22被转移到薄膜3上。油墨薄膜21的油墨21b在此也可以被称为第二油墨21b。
124.印版22包括带有平面部分24a的凸纹24(见图5),负印刷图案40的空白位置44通过所述平面部分24a被填充。
125.被印刷的薄膜3然后被供给到用于制造医疗包装2的站5,所述站5带有填充装置和封闭装置。
126.用于制造具有薄膜袋30的形式的医疗包装2的站5包括用于制造袋30的焊接工具、用于填充袋的填充装置和用于封闭已填充的袋的封闭装置。
127.用于制造医疗包装2的可能的其他站特别地包括用于在二级包装内包装的站和/或用于灭菌
‑
优选地优选地热灭菌
‑
的站。
128.其结果是由塑料制成的医疗包装2,所述医疗包装2在此实施例中被设计为薄膜袋30,所述薄膜袋30设有第一油墨和第二油墨,特别是设有黑白印刷。
129.图2示意性地示出了热转印印刷机10。
130.热转印印刷机10包括由控制装置6控制的热印刷头12,所述热印刷头12包括多个可单独控制的加热元件13。由此,可生成带有可变信息的印刷图案。
131.带有载体11a和油墨层11b的油墨薄膜11,特别是被设计为油墨带的油墨薄膜,相对于热印刷头12运动,并且通过单独地可控的加热元件被局部加热。
132.以此,油墨层11b的油墨液化,并且作为第一油墨11b被转移到薄膜3上。
133.因此,可以以数控的方式施加印刷图案,所述印刷图案特别地包括由油墨层11b的油墨形成的像素。
134.图3是被设计为热压印刷机的第二印刷机20的示意性图示。
135.热压印刷机20包括可加热的载体23,在所述载体23上附接有印版22,所述印版22包括凸纹24。
136.印版22被压到油墨薄膜21上,所述油墨薄膜21包括载体21a和油墨层21b。
137.在突出的凸纹24的区域内,油墨层21b的油墨被加热,并且在压力和温度下作为第二印刷油墨21b从油墨薄膜21被转移到薄膜3上。
138.图4是被设计为薄膜袋30的医疗包装2的实施例的图示。
139.医疗包装2或薄膜袋30由在横向焊缝32和纵向焊缝31上相互焊接的薄膜3组成。
140.薄膜袋30还包括连接器33a、33b,通过所述连接器33a、33b可以取出和/或添加液体。
141.在此实施例中,连接器33a、33b被焊接到横向焊缝32内,并且包括折断帽。在移除折断帽后可以建立流体连接,例如通过插入钉或针。
142.薄膜袋30还包括吊挂部34。
143.在所图示的示例中,薄膜袋30被放入到二级包装7内。二级包装7在此被设计为可撕开的袋,并且特别用作氧气屏障。
144.在制造时,填充了医疗液体的薄膜袋30在二级包装7内被高压灭菌,使得二级包装7的内容物,特别是整个薄膜袋30是无菌的。
145.薄膜袋30被印刷。
146.印刷图案包括带有可变信息的区域35。可变信息特别地可以包括序列号、批号和/或有效期。
147.印刷图案还包括带有静态信息的区域36。在此实施例中,带有静态信息的区域36一方面包括人可视觉读取的印刷图案36a,即例如具有成分和/或产品名称的说明;另一方面,所述区域36包括机器可读的信息,例如具有条形码36b的形式的信息。例如,条形码可用于提供关于医疗包装2内容物的机器可读信息。
148.在带有可变信息的区域35事先被第一印刷机10印刷之后,以第二印刷机20施加在图4中以黑色图示的、带有可变信息35的印刷图案的印刷区域和带有静态信息36的印刷区域,其中使用在图5中所示的印版22。第一印刷机10印刷第一油墨11b。第二印刷机20印刷第二油墨21b。
149.印版22包括凸纹24,所述凸纹24包括平面部分24a,在所述平面部分24a内使用第二油墨21b填充第一印刷机10的印刷图案40(参见图6a至6c)的空白位置44,所述印刷图案40由第一油墨11b提供。
150.在另外的非平面部分24b内,凸纹24包括由人和/或由机器可读取的信息。在此实施例中,信息包括标签和条形码。在图4中图示的视觉可读信息36a和条形码36b通过凸纹24的非平面部分24b被转移到薄膜3上。
151.在图6a至图6c中示出了关于带有可变信息的区域35的印刷的步骤。
152.首先,如在图6a中所图示,通过被设计为热转印印刷机的第一印刷机10施加印刷图案40。印刷图案40在此是包含空白位置44的负印刷图案。印刷图案40的空白位置44代表实际信息。
153.在此实施例中,空白位置44包括条形码41、数据矩阵码42和包含例如有效期和/或序列号的标签43。
154.此负印刷图案由第一印刷机10的油墨薄膜11的第一油墨11b形成。第一油墨11b特别是白色油墨。
155.例如条形码41和/或数据矩阵码42的机器可读的信息可以通过扫描仪读入,因为空白位置44不反射光或很少地反射光,并且对于扫描仪是暗的。
156.然而标签43对于人眼难以阅读。
157.然后,如图6b中所图示,薄膜3通过被设计为热压印刷机的第二印刷机20印刷。带有第二油墨21b的凸纹24的平面部分24a位于已转移了第一油墨11b的第一印刷机10的印刷图案40内。
158.印刷图案40的空白位置44被填充以第二油墨21b。然后,如图在6c中所图示,由两个印刷机10、20生成的印刷图案50现在包含印刷图案40和被印刷的空白位置44,所述空白位置44以热压印刷被填充以第二油墨21b。
159.同时,在一个步骤中以静态信息印刷另一区域36(见图4)。在作为热转印印刷和热压印刷的结合的第一印刷区域35内已形成了黑白印刷物,其由带有第一油墨11b的白色油墨的负印刷图案组成,所述负印刷图案的空白位置44以第二黑色油墨21b填充。
160.第一印刷区域35被设计为小于第二印刷机20的印刷区域的整个区域,并且包括可变的机器可读的信息和可变的视觉可读的信息。第一印刷区域35也可以包含静态信息,特别是附加地包含静态信息。
161.在图7中图示了根据本发明实施例的方法步骤。
162.首先,通过热转印印刷机10将至少包含可变信息的负印刷图案40印刷到薄膜3上。负印刷图案40在此由第一油墨11b生成。
163.然后通过热压印刷机20将印版22印刷到薄膜3上。印版22的凸纹24的平面部分24a与负印刷图案40重叠。负印刷图案40的空白位置44被填充以热压印刷机20的第二油墨21b。
164.然后将薄膜3焊接成薄膜袋30,填充并且封闭所述薄膜袋30。然后优选地将已封闭的薄膜袋30附加地以二级包装7包裹,并且然后对如此制造的医疗包装2进行高压灭菌。
165.本发明提供了一种用于制造特别是薄膜袋的医疗包装的方法,利用所述方法可以以非常有效和准确的方式施加可变信息和静态信息,特别是同时施加。
166.附图标记列表
167.1 用于制造医疗包装的设备
168.2 医疗包装
169.3 薄膜
170.4 卷
171.5 制造袋的站、填充站和用于封闭的站
172.6 控制装置
173.7 二级包装
174.10 第一印刷机/热转印印刷机
175.11 油墨薄膜
176.11a 载体
177.11b 油墨层/(第一)油墨
178.12 热印刷头
179.13 加热元件
180.20 第二印刷机/热压印刷机
181.21 油墨薄膜
182.21a 载体
183.21b 油墨层/(第二)油墨
184.22 印版
185.23 载体
186.24 凸纹
187.24a 平面部分
188.24b 非平面部分
189.30 薄膜袋
190.31 纵向焊缝
191.32 横向焊缝
192.33a 连接器
193.33b 连接器
194.34 吊挂部
195.35 第一印刷区域/带有可变印刷图案的区域
196.36 第二印刷区域/带有静态印刷图案的区域
197.36a 视觉可读取的印刷图案
198.36b 机器可读取的印刷图案/条形码
199.40 负印刷图案/热转印印刷机的印刷图案
200.41 条形码
201.42 数据矩阵码
202.43 标签
203.44 空白位置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1