一种基于TMI的彩晶玻璃处理工艺及其高速压印装置的制作方法
一种基于tmi的彩晶玻璃处理工艺及其高速压印装置
技术领域
1.本发明属于家电表面玻璃处理技术领域,具体涉及一种基于tmi的彩晶玻璃处理工艺及其高速压印装置。
背景技术:
2.随着国民经济的快速增长,我国家电行业也一直保持着高速增长的强劲势头,市场规模已经突破8000亿元。目前家电外观材质大多采用玻璃,未来的家电玻璃发展方向之一就是材料整合,通过研发新的工艺,打造具有多重材料特点的新材料。随着家电产业的迅猛发展,家电外观玻璃需求旺盛。目前国内家电玻璃产品外观过于平淡、层次感弱、金属亮度不够,满足不了消费者对于高端家电外观的需求。
3.目前,国内外同行业丝网印刷都是采用传统网印工艺,传统彩晶玻璃丝网印刷基本制作要素为:设计图案
→
输出菲林
→
制作网版
→
油墨
→
印刷
→
烘干设备
→
传统印刷过程中图案和纹理需一层一层的叠加印刷工艺,在叠加套位和对位中,生产调试时间长,生产效率和产品合格率比较低,达不到纹理图案的精细化,缺少金属质感和透光性。
4.传统技术存在以下问题:
5.首先,机器操作难以实现清洁模式的形状,因为图案尺寸越小,随着整体加工面积的扩大,成本和时间越长。其次,当生产带电镀的防热模具时,以及型材的熔炼生产工艺是棘手的,模具制作过程很难由金属模具的硬度进行加工和生产,因为电解质电镀的原材料成本昂贵,生产成本存在很高的限制。软模具上次使用特殊树脂容易处理,但特殊树脂的表面硬度较低,使用多次远离特殊树脂表面硬度时出现收缩或膨胀问题。
6.因此,就需要一种生产工艺简单、生产效率高、品质高、纹理图案精细、具有金属质感且透光性强的基于tmi的彩晶玻璃处理工艺及其高速压印装置。
技术实现要素:
7.本发明针对现有的彩晶玻璃生产工艺复杂、生产效率低、品质差、纹理粗糙、没有金属质感和透光性差的缺陷,提供一种生产工艺简单、生产效率高、品质高、纹理图案精细、具有金属质感且透光性强的基于tmi的彩晶玻璃处理工艺及其高速压印装置。
8.本发明的技术方案如下:
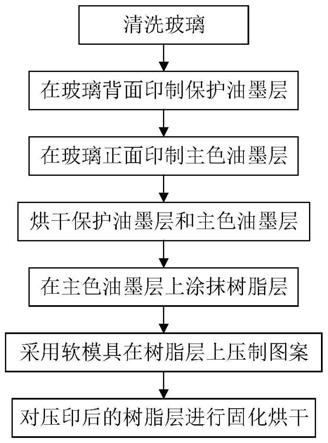
9.本发明所涉及的一种基于tmi的彩晶玻璃处理工艺,它包括以下步骤:
10.步骤一、清洗玻璃;
11.步骤二、在玻璃背面印制保护油墨层;
12.步骤三、在玻璃正面印制主色油墨层;
13.步骤四、对保护油墨层和主色油墨层进行烘干;
14.步骤五、在主色油墨层上涂抹树脂层;
15.步骤六、采用软模具在树脂层上压制图案;
16.步骤七、对具有图案的树脂层进行固化烘干,形成纹理层。
17.进一步地:在步骤四中,将待处理的玻璃通过氧化夹具设置于涂布机上,然后在其表面涂抹树脂层。
18.进一步地:在步骤四中,所述软模具是将预设的产品纹理图案通过微纳米压印方式压印成pet模具;制作成具有雕刻纹理图案的软模具。
19.进一步地:在步骤五中,所述固化烘干是采用紫外线灯组对树脂层进行照射,树脂层硬化后形成与软模具对应的纹理层。
20.一种用于tmi压印的高速压印装置,它包括传送设备、滚涂机、点胶设备、压印机和固化设备,所述滚涂机、点胶设备、压印机和固化设备依次固定在传送设备上,软模具固定在压印机上,待处理的玻璃放置于传送设备的一端,所述固化设备位于压印机的斜上方,所述压印机正对传送设备设置。
21.进一步地:所述固化设备包括紫外线灯组,树脂层在紫外线灯组的照射下瞬间固化。
22.进一步地:所述点胶设备包括激光定位感应器和双轴数控点胶机,所述激光定位感应器的输出端与双轴数控点胶机的输入端连接,所述激光定位感应器用于检测保护油墨层和主色油墨层是否出现故障,所述双轴数控点胶机根据激光定位感应器感应的信号对保护油墨层和主色油墨层进行补涂。
23.进一步地:所述传送设备包括传送机架、伺服电机、皮带和传送辊,所述传送机架设置于地面上,所述传送辊设置于传送机架内部,所述伺服电机的输出轴通过皮带与传送辊传动连接。
24.进一步地:它还包括定位夹片器,所述定位夹片器安装于传送辊中间,所述激光定位感应器安装于定位夹片器的前方。
25.本发明的有益效果是:
26.本发明所涉及的一种基于tmi的彩晶玻璃处理工艺,相比传统的家电玻璃而言,应终端市场外观需求,整合相关产业资源,自主研发tmi工艺,生产出的玻璃更具有超细拉丝效果,图案擅长表达3d质感,也能保留玻璃的光滑平整触感,并且可以做到金属材料不能具备的透光性,更具有层次感、立体感,与传统的彩晶玻璃面板相比有很大优势。同传统技术相比较,本发明所述的tmi工艺技术实现了光固玻璃与传统油墨相结合的企业,通过制作纹理压印印版及配套的夹具,将玻璃进行防污处理并与模具对准定位进行印刷,突破了技术壁垒,掌握了核心技术,创造了玻璃产品3d效果质感新时代,实现了新产品的批量生产。由于基板的灵活性,可提高制造商的公正性,降低模具的生产成本,通过在形成任何图案的基板上涂覆涂层,提高模具的耐久性。
附图说明
27.图1为本发明的基于tmi的彩晶玻璃处理工艺的流程图;
28.图2为采用本工艺形成的彩晶玻璃的断面剖视图;
29.图3为用于tmi的彩晶玻璃处理工艺的传送装置的结构示意图;
30.图中,1为玻璃、2为保护油墨层、3为主色油墨层、4为纹理层、5为软模具、6为传送设备、6
‑
1为传送机架、6
‑
2为伺服电机、6
‑
3为皮带、6
‑
4为传送辊、6
‑
5为定位夹片器、7为滚涂机、8为点胶设备、8
‑
1为激光定位感应器、8
‑
2为双轴数控点胶机、9为压印机、10为固化设
备。
具体实施方式
31.下面结合实施例对本发明的技术方案做进一步的说明,但并不局限于此,凡是对本发明技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的保护范围中。
32.实施例1
33.结合图1、图2和图3说明本实施例,在本实施例中,本实施例所涉及的一种基于tmi的彩晶玻璃处理工艺,它包括以下步骤:
34.步骤一、清洗玻璃1;
35.步骤二、在玻璃1背面印制保护油墨层2;
36.步骤三、在玻璃1正面印制主色油墨层3;
37.步骤四、对保护油墨层2和主色油墨层3进行烘干;
38.步骤五、在主色油墨层3上涂抹树脂层;
39.步骤六、采用软模具5在树脂层上压制图案;
40.步骤七、对具有图案的树脂层进行固化烘干,形成纹理层4。
41.如此设置的目的是:本实施例将技术资源整合,进行新材料新工艺开发研究,通过对材料及生产工艺的创新,研发出了tmi生产工艺。tmi工艺基本制作流程为:设计纹理图案
→
雕刻钢辊模具
→
转换pet模具
→
压印uv纹理图案
→
led光固
→
高亮金属油墨
→
烘干。tmi工艺最大的特点是通过专用设备雕刻出各种超精细化纹理,结合光学原理,将图案纹理和色彩的结合呈现出多视觉金属质感很强的3d立体效果,表现在玻璃内面上,可将纹理和图案刻在模具上一次性加工完成,完美的避免传统对位问题,是突破传统丝网印刷的一次革命性升级,是传统丝网印刷根本无法比拟的。
42.tmi产品作为家电产品、家具、建筑及室内装饰设计产业的创新设计产品它在各种材质上赋予微纳米压印(uvmicro
‑
imprinting技术)模具技术而形成的高端deco(decoration,装饰风格)产品。可以在各种材质上(玻璃,有机玻璃,工程塑料等)表现高亮度,金属质感和自然质感。适用材料包括玻璃,有机玻璃,工程塑料,304不锈钢,egi钢板,木头材质等。外观能够体现高亮金属质感,自然质感(如木头,石头,棉纺织品,皮革等)。模型技术:拥有特化模型制作技术(木头,石头,布料,皮质等);赋予自然纹理舒适的视觉效果;有触感的外观装饰产品;生产技术:平/弯玻璃(凸面/凹面)均可生产;玻璃基层:0.5~5.0mm;微图案层:40μm;金属层:0.04μm(sus,ni,ti,al等);保护层:0.15mm;拉丝加工和镭射加工数控机床加工光刻车床加工。图案包括木头花纹、石头花纹、布料花纹和皮质花纹其图像根据其具体应用的不同而设定。
43.1.产品创新点:产品材质(玻璃,有机玻璃,工程塑料,304不锈钢,egi钢板,木头材质等)上赋予精细的模型制作技术赋予产品高级化及感性感观,与现有产品(印刷,注塑)相比,通过差异化,为消费者创造心理安全感和舒适的家电外在设计。
44.2.特殊功能:安全制作的玻璃材质上采用工艺赋予其金属质感,自然质感(木头,石头,棉纺织品,皮革等)的安全deco产品。
45.实施例2
46.结合实施例1说明本实施例,在本实施例中,本实施例所涉及的一种基于tmi的彩晶玻璃处理工艺,在步骤四中,将待处理的玻璃3通过氧化夹具设置于传送设备6上,然后在其表面涂抹树脂层。如此设置的目的是:氧化夹具表面具有一层氧化膜,这层氧化膜具有保护性、装饰性以及一些其他的功能特性。阳极氧化生成的膜有几个微米到几十个微米,并且坚硬耐磨;导电氧化生成的膜仅仅0.01—0.15微米,耐磨性不是很好,但是既能导电又耐大气腐蚀。
47.实施例3
48.结合实施例1说明本实施例,在本实施例中,本实施例所涉及的一种基于tmi的彩晶玻璃处理工艺,所述软模具5是将预设的产品纹理图案通过微纳米压印方式压印成pet模具;制作成具有雕刻纹理图案的软模具5。如此设置的目的是:制作pet模具然后将其压印在玻璃上的过程包括:
49.(1)玻璃切断以及热处理钢化工序
50.产品按照不同的规格切断棱角加工然后热处理以及强化处理.
51.(2)logo/dp窗印刷工序
52.用丝网印刷把logo以及dp窗印镜面;
53.(3)微纳米压印工序
54.用紫外线强化型树脂使玻璃的一面形成立体性图案用印树脂的工艺进行传射;投入检查
–
玻璃清洗
–
放夹具
–
uv micro imprinting(微紫外压印)
–
拆除夹具
–
后固化
–
红外线干燥
–
通过最终检查完成。
55.(4)高亮度印刷(金属质感印刷)
56.(5)保护印刷工序:使用喷雾涂层在图案面上盖上金属质感的薄膜。为了保护图案和印刷图膜,进行了保护膜打印。
57.实施例4
58.结合实施例1说明本实施例,在本实施例中,本实施例所涉及的一种基于tmi的彩晶玻璃处理工艺,所述固化烘干是采用紫外线灯组对树脂层进行照射,树脂层硬化后形成与软模具5对应的纹理层4。如此设置的目的是:制作雕刻纹理和图案原始模具,转换为压印pet模具,以及配套氧化夹具通过涂布机等设备,玻璃表面涂抹树脂层,可以利用夹具固定玻璃在设备上的位置,使用模具对玻璃进行纹理压印,压印过程中对玻璃进行led紫外线光固化使树脂涂层瞬间硬化形成纹理,配合环保金属油墨印刷赋予产品相应色彩叠加产品多层次金属立体效果。
59.实施例5
60.结合实施例1说明本实施例,在本实施例中,本实施例所涉及的一种用于tmi压印的高速压印装置,它包括传送设备6、滚涂机7、点胶设备8、压印机9和固化设备10,所述滚涂机7、点胶设备8、压印机9和固化设备10依次固定在传送设备6上,软模具5固定在压印机9上,待处理的玻璃1放置于传送设备6的一端,所述固化设备10位于压印机9的斜上方,所述压印机9正对传送设备6设置。如此设置的目的是:在板材上涂有金属或金属化合物,该板材形成任何图案。为提高模具的耐久性,特别是基板可用于在薄膜基板上形成聚合物材料或硬制树脂,将各种图案的形状分各批,并涂上厚度为100nm至10μm的厚度。通过涂覆形成任何图案的基板,降低模具的生产成本,并耐久性被熏香,由于基板的灵活性,能够提供涂层
软模具,可以增加制造工艺的简易性。
61.实施例6
62.结合实施例5说明本实施例,在本实施例中,本实施例所涉及的一种用于tmi压印的高速压印装置,所述固化设备10包括紫外线灯组,树脂层在紫外线灯组的照射下瞬间固化。如此设置的目的是:选用优质环保uv树脂材料,结合新型环保油墨材料,通过家电行业标准各种性能实验确定最佳原材料配方,显著提高产品各项性能指标以及外观要求。uv树脂,由聚合物单体与预聚体组成,其中加有光(紫外光)引发剂(或称为光敏剂)。在一定波长的紫外光(250
‑
300纳米)照射下立刻引起聚合反应,完成固化。光敏树脂一般为液态,一般用于制作高强度、耐高温、防水等的材料。光敏树脂是一种既古老又崭新的材料,与一般固化材料比较,光固化材料具有下列优点:
63.(1)固化快:可在几秒钟内固化,可应用于要求立刻固化的场合。
64.(2)不需要加热:这一点对于某些不能耐热的塑料、光学、电子零件来说十分有用。
65.(3)可配成无溶剂产品:使用溶剂会涉及到许多环境问题和审批手续问题,因此每个工业部门都力图减少使用溶剂。
66.(4)节省能量:各种光源的效率都高于烘箱。
67.(5)可使用单组分,无配置问题,使用周期长。
68.(6)可以实现自动化操作及固化,提高生产的自动化程度,从而提高生产效率和经济效益。
69.实施例7
70.结合实施例5说明本实施例,在本实施例中,本实施例所涉及的一种用于tmi压印的高速压印装置,所述点胶设备8包括激光定位感应器8
‑
1和双轴数控点胶机8
‑
2,所述激光定位感应器8
‑
1的输出端与双轴数控点胶机8
‑
2的输入端连接,所述激光定位感应器8
‑
1用于检测保护油墨层2和主色油墨层3是否出现故障,所述双轴数控点胶机8
‑
2根据激光定位感应器8
‑
1感应的信号对保护油墨层2和主色油墨层3进行补涂。如此设置的目的是:传送机架两头安装传送钢辊,通过高精度伺服电机带动钢辊转动牵引皮带转动,传送带上方水平设置两根硅胶传送辊,传送辊两边连接传送机架,由两台高精伺服电机控制硅胶辊转速,以及上下高度硅胶辊上方50公分处水平安装无动力辅助被动辊,硅胶棍中间位置安装led固化灯,硅胶辊前方安装色敏激光感应器。通过控制激光感应器实现高度自动化压印,生产移动中自动定位滚动式固化生产,自动对焦尺寸,实现所有尺寸玻璃均无需定位工装,直接由摆动式生产模式转为单向生产模式,大大提高生产效率。
71.实施例8
72.结合实施例5说明本实施例,在本实施例中,本实施例所涉及的一种用于tmi压印的高速压印装置,所述传送设备6包括传送机架6
‑
1、伺服电机6
‑
2、皮带6
‑
3和传送辊6
‑
4,所述传送机架6
‑
1设置于地面上,所述传送辊6
‑
4设置于传送机架6
‑
1内部,所述伺服电机6
‑
2的输出轴通过皮带6
‑
3与传送辊6
‑
4传动连接。它还包括定位夹片器6
‑
5,所述定位夹片器6
‑
5安装于传送辊6
‑
4中间,所述激光定位感应器8
‑
1安装于定位夹片器6
‑
5的前方。如此设置的目的是:传送辊两侧安装高精度伺服电机带动皮带连接传送辊,通过控制传送辊传送速度,传送辊中间安装定位夹片器,夹片器前方安装激光感应器,通过控制夹片器开合,夹片器上方安装横向纵向滑轨,横向滑轨横梁中间安装气压喷射点胶枪,通过控制电磁阀实现
精准点胶喷射。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1