焊料印刷设备及焊料印刷方法与流程
1.本技术涉及焊料印刷设备及焊料印刷方法。
背景技术:
2.一般情况下,柔性电路板在进行表面贴装的过程中,需要在导电线路层的导电垫上准确地印刷锡膏,然而,针对大尺寸的柔性电路板,定位或者移动时都会对其造成位置偏差或者变形,如何准确地在大尺寸的柔性电路板上印刷锡膏成为一个亟待解决的问题。
技术实现要素:
3.为了解决背景技术中涉及的问题,本技术提供一种焊料印刷方法,以提高电路板的锡膏印刷准确度。
4.另外,还有必要提供一种焊料印刷设备。
5.一种焊料印刷设备,包括传送组件及设置于所述传送组件上方的印刷组件。所述传送组件包括第一驱动件及从动件,所述第一驱动件传动连接所述从动件,所述第一驱动件用于带动所述从动件移动,从而带动电路板沿第一方向移动。所述印刷组件包括转动架、多个网板及供料装置,所述转动架包括转轴及连接于所述转轴外周的多个转臂,所述网板设置于所述转臂远离所述转轴的一端,所述供料装置用于将焊料设置于所述网板上,使所述焊料经所述网板附着于所述电路板上。
6.进一步地,所述转臂包括远离所述转轴的夹持部,所述夹持部包括基板、多个第二驱动件及多个抵持件,所述第二驱动件相距设置于所述基板朝向所述从动件的一侧,所述抵持件相距设置于所述第二驱动件之间,所述第二驱动件传动连接所述抵持件,所述第二驱动件用于带动相距设置的所述抵持件相向或者相背移动,所述网板设置于相对设置的所述抵持件之间。
7.进一步地,所述抵持件包括朝向所述网板的内表面及背离所述内表面的外表面,所述内表面凹陷形成有容置槽,所述网板的边缘容置于所述容置槽内。
8.进一步地,所述印刷组件还包括刮料板,所述刮料板沿第二方向可活动地设置于所述基板及所述网板之间,所述刮料板用于涂刮设置于所述网板上的所述焊料,所述第二方向与所述第一方向垂直。
9.进一步地,所述转臂垂直连接于所述转轴,相邻两个所述转臂之间呈90度设置。
10.进一步地,所述印刷组件还包括定位识别装置及控制单元,所述控制单元电性连接所述定位识别装置及所述第一驱动件,所述定位识别装置用于感测所述电路板的位置信息,所述控制单元用于根据所述位置信息控制所述第一驱动件相应作业。
11.进一步地,所述定位识别装置包括定位光栅或图像识别相机。
12.一种焊料印刷方法,包括步骤:提供如上所述的焊料印刷设备。于所述从动件上设置电路板,所述电路板划分为多个预焊区。于多个所述网板上设置焊料,以及依次转动所述转轴,使不同的所述网板分别对应于不同的所述预焊区,所述焊料透过所述网板依次附着
于不同的所述预焊区上。
13.进一步地,所述印刷组件还包括刮料板,所述电路板具有长度方向,所述刮料板沿垂直所述长度方向涂刮地设置于所述基板及所述网板之间的所述焊料。
14.进一步地,所述电路板设置有多个导电垫,所述焊料设置于所述导电垫上。
15.本技术提供的焊料印刷设备,通过在所述转动架上设置多个所述网板,多个网板在转轴的带动下可以转动,从而实现多个网板的切换,多个网板可以对应于所述电路板的多个不同区域进行锡膏印刷,可以减少对电路板的不同预焊区进行定位或者移动的次数,从而有利于提高锡膏印刷的准确度。
附图说明
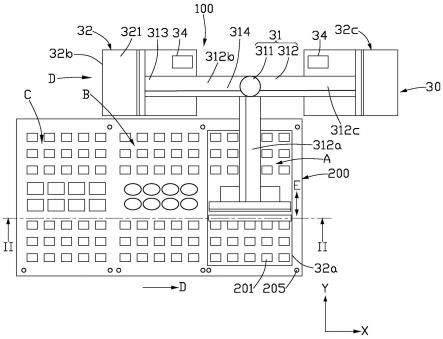
16.图1为本技术一实施例提供的焊料印刷设备印刷第一分区的示意图。
17.图2为图1的焊料印刷设备沿ii-ii面的剖视图。
18.图3为本技术一实施例提供的焊料印刷设备印刷第二分区的示意图。
19.图4为本技术一实施例提供的焊料印刷设备印刷第三分区的示意图。
20.图5为本技术一实施例提供的焊料印刷设备的夹持部的示意图。
21.图6为图5所示的夹持部印刷锡膏时的示意图。
22.主要元件符号说明
23.焊料印刷设备
ꢀꢀꢀꢀꢀꢀ
100
24.导电垫
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201
25.焊料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202
26.定位点
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
205
27.印刷组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
28.转动架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
29.转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
30.转臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312
31.第一转臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312a
32.第二转臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312b
33.第三转臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312c
34.夹持部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
313
35.安装部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
314
36.基板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310
37.第二驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀ
315
38.抵持件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
316
39.内表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
316a
40.外表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
316b
41.容置槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
316c
42.网板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
43.第一网板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32a
44.第二网板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32b
45.第三网板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32c
46.第一表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321
47.第二表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322
48.网孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
323
49.供料装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
50.刮料板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
51.长度方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
x
52.宽度方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀy53.第一方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀd54.第二方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀe55.第一预焊区
ꢀꢀꢀꢀꢀꢀꢀꢀa56.第二预焊区
ꢀꢀꢀꢀꢀꢀꢀꢀb57.第三预焊区
ꢀꢀꢀꢀꢀꢀꢀꢀc58.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
59.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
60.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当一个元件被认为是“设置于”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中元件。
61.请参见图1及图2,本技术实施例提供一种焊料印刷设备100,所述焊料印刷设备100可用于在电路板200的导电垫201上印刷焊料202(参见图2)。所述电路板200可以为柔性电路板、硬质电路板或者软硬结合板中的任意一种。其中,所述电路板200具有多个预焊区。在一些实施例中,所述电路板200具有相距设置的第一预焊区a、第二预焊区b及第三预焊区c。所述导电垫201露出于所述电路板200外表面,所述第一预焊区a、所述第二预焊区b及所述第三预焊区c均设置有所述导电垫201。所述焊料202用于电性连接电子元件(例如,芯片、晶体管、电容、电感、电阻等)及所述导电垫201。所述电路板200大致呈矩形,所述电路板200具有长度方向x及宽度方向y,所述焊料印刷设备100包括传送组件(图未示)及设置于所述传送组件上方的印刷组件30。
62.所述传送组件包括第一驱动件(图未示)及从动件(图未示),所述第一驱动件传动连接所述从动件以带动所述从动件沿第一方向d移动,所述从动件用于放置所述电路板200,从而带动所述电路板200移动。所述第一驱动件包括电机及气缸中的任意一种,所述从动件包括传送带及铰链中的任意一种。
63.所述印刷组件30包括转动架31、多个网板32及供料装置34。所述转动架31包括转轴311及连接于所述转轴311外周的多个转臂312,每一所述转臂312设置至少一个所述网板32,所述网板32包括第一表面321及与所述第一表面321相对的第二表面322,所述第二表面322朝向所述从动件。所述网板32设置有多个网孔323,所述网孔323贯穿所述第一表面321
及所述第二表面322,所述供料装置34用于设置流动态的焊料于所述第一表面321。具体使用所述焊料印刷设备100时,所述转轴311转动以带动不同的所述转臂312朝向所述从动件,从而切换不同网板32朝向所述电路板200。
64.本技术提供的焊料印刷设备100,通过在所述转动架31上设置多个所述网板32,可以实现多个网板32的切换,多个网板32可以对应于所述电路板200的多个不同预焊区进行焊料印刷,从而可以减少对不同预焊区定位或者移动的次数,有利于提高焊料印刷的准确度,从而可可以适用于大尺寸电路板200的焊料印刷。同时,通过将多个网板32设置在转动架31上,有利于减少所述焊料印刷设备100的占地面积。
65.请参见图5,在本实施例中,所述转臂312包括夹持部313及与所述夹持部313相对的安装部314(参见图1),所述安装部314连接所述转轴311,所述夹持部313包括基板310、多个第二驱动件315及多个抵持件316,所述第二驱动件315相距设置于所述基板310朝向所述从动件的一侧,所述抵持件316相距设置于所述第二驱动件315之间,所述第二驱动件315传动连接所述抵持件316以带动相距设置的所述抵持件316相向或者背向移动,所述网板32设置于相对设置的所述抵持件316之间。需要印刷时,所述第二驱动件315驱动所述抵持件316相向移动,以夹持所述网板32,使得所述网板32被固定,然后供料装置34将焊料设置于所述第一表面321。需要拆卸时,所述第二驱动件315驱动所述抵持件316相背移动,以松开所述网板32,使得所述网板32可以被拆卸。
66.在本实施例中,所述抵持件316包括内表面316a及背离所述内表面316a的外表面316b,所述内表面316a凹陷形成容置槽316c,所述网板32的边缘部分容置于所述容置槽316c内。
67.请参见图6,在本实施例中,所述印刷组件30还包括刮料板35,所述刮料板35沿第二方向e可活动的设置于所述基板310及所述第一表面321之间,所述刮料板35用于涂布焊料,使得所述焊料可以由每一所述网孔323流出。所述第二方向e大致垂直所述第一方向d。即,所述刮料板35的运动方向大致沿所述宽度方向y,从而使得印刷方向大致沿宽度方向y,从而有利于减少所述电路板200的形变,进一步提高印刷精度。可以理解地,若所述刮料板35的运动方向为其他方向,则刮料板35的移动距离将大于所述刮料板35沿所述宽度方向y的移动距离,而移动距离的变大将会加剧形变的产生,从而导致印刷精度较低。
68.请参见图1、图3及图4,在本实施例中,所述转臂312垂直连接于所述转轴311,相邻两个所述转臂312之间互呈大约90度设置。印刷时,每次转动所述转轴311约90度,即可切换不同的网板32进行印刷。
69.在本实施例中,所述印刷组件30还包括定位识别装置(图未示)及控制单元(图未示),所述控制单元电性连接所述定位识别装置及所述第一驱动件,所述定位识别装置用于感测所述电路板200的位置信息,所述控制单元依据所述位置信息控制所述驱动件的停/动状态。所述识别装置36包括定位光栅及图像识别相机中的任意一种,所述控制单元包括处理器等。
70.请参见图1、图3及图4,在本实施例中,所述网板32包括第一网板32a、第二网板32b及第三网板32c,所述转臂312包括第一转臂312a、第二转臂312b及第三转臂312c。所述第一网板32a设置于所述第一转臂312a上,所述第二网板32b设置于所述第二转臂312b上,所述第三网板32c设置于所述第三转臂312c上。具体印刷时,以印刷锡膏为例,大致可以分以下
步骤进行:
71.s1:请参见图1及图2,提供电路板200并将所述电路板200设置于所述从动件上,所述电路板200具有相距设置的第一预焊区a、第二预焊区b及第三预焊区c,所述第一预焊区a、所述第二预焊区b及所述第三预焊区c均设置有所述导电垫201。
72.在本实施例中,步骤s1中,所述电路板200还具有多个定位点205,所述定位点205分别设置于所述第一预焊区a、所述第二预焊区b及所述第三预焊区c内。
73.s2:所述从动件将所述电路板200沿第一方向d移动至第一位置(图未示),使得所述第一预焊区a正对所述第一网板32a,使所述导电垫201正对所述网孔323,所述第一网板32a慢慢贴合在所述第一预焊区a,使所述导电垫201贴合所述第二表面322,所述供料装置34于所述第一网板32a的第一表面321设置锡膏,该锡膏经由所述网孔323落于所述第一预焊区a内的所述导电垫201上。其中,所述第一方向d大致平行于所述长度方向x。
74.在本实施例中,步骤s2还包括:所述定位识别装置感测所述定位点205的位置信息,例如,当所述定位识别装置感测所述定位点205不在所述第一网板32a的正下方,所述控制单元控制所述驱动件启动,该驱动件带动所述电路板200继续沿所述第一方向d移动,直至所述定位识别装置感测所述定位点位于所述第一网板32a的正下方,所述控制单元控制所述驱动件停止。
75.s3:请参见图3,所述从动件继续带动所述电路板200沿所述第一方向d移动至第二位置(图未示),转动所述转轴311,使得所述第二预焊区b正对所述第二网板32b,所述导电垫201正对所述网孔323,所述第二网板32b慢慢贴合在所述第二网板32b慢慢贴合所述第二预焊区b,使所述导电垫201贴合所述第二表面322,所述供料装置34于所述第一网板32a的第一表面321设置流动态的锡膏,该流动态的锡膏经由所述网孔323附着于所述第二预焊区b内的所述导电垫201上。
76.s4:请参见图4,依据与步骤s2至s3类似的方法,使得锡膏附着于所述第三预焊区c的所述导电垫201上,完成对所述电路板200的锡膏印刷。
77.以上说明仅仅是对本技术一种优化的具体实施方式,但在实际的应用过程中不能仅仅局限于这种实施方式。对本领域的普通技术人员来说,根据本技术的技术构思做出的其他变形和改变,都应该属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1