印刷车间生产工艺质量监控和追溯的方法、系统以及设备与流程
1.本发明涉及彩印领域,尤其涉及一种印刷车间生产工艺质量监控和追溯的方法、系统以及设备。
背景技术:
2.目前,在彩印软包装行业,通行的是纸质的工艺单,工艺单上标注着印刷设备在生产中需要遵守的各项工艺参数的标准值和公差范围,工人在生产前,需要按照工艺单调整印刷机及其辅助设备的参数,运行中要按照质量管理规范按时手工记录这些参数的值。如果生产过程中因为物料或者车间环境条件发生变化,必须改变工艺单上的标准参数时,这些人工记录的工艺参数也必须保持与原有的工艺单一致,否则就是不遵守质量管理规范。要想进行工艺优化,则需要大量手工记录的参数数据,然后再由人来从这些文字中去整理分析。现状中工人先用纸质工艺单预先设置设备参数,然后试运行看看产出品质量情况,再根据质量情况调节设备参数,直到摸索出质量没问题的参数,才开始正常生产,这样会浪费调试时间,降低生产效率。
3.此外,一般彩印企业需要有质量认证,例如有外贸业务的需要brc认证,有药包业务的需要gmp认证等,这些认证要求必须有严格的质量追溯记录,包括生产过程中的物料操作记录和追溯关系记录,也要包括生产过程中用到的生产设备上的工艺参数记录,并能够证明企业具备生产过程中的标准生产工艺的管控。
技术实现要素:
4.本发明的目的之一在于提供一种印刷车间生产工艺质量监控和追溯的方法、系统以及设备,能够输出动态生产工艺标准,实时读取以及记录印刷车间生产工艺的生产参数,监控产出品质量情况,并且根据产出品的质量情况调整生产工艺参数,确保产出品的质量持续稳定。
5.本发明的目的之一在于提供一种印刷车间生产工艺质量监控和追溯的方法、系统以及设备,能够提供质量追溯记录,不易被篡改。
6.为了实现本发明的至少一个发明目的,本发明提供了一种印刷车间生产工艺质量监控和追溯的方法,包括以下步骤:
7.构建动态生产工艺标准模型,输出动态生产工艺标准,印刷车间的印刷机按照输出的动态生产工艺标准的生产工艺参数执行生产;
8.监控印刷机的产出品的质量,并且实时采集并记录当前的生产工艺参数,生成现场记录质量监控报告;
9.当产出品的质量不符合标准时,反馈预警信息,执行生产工艺参数的调整,直至产出品的质量被反馈为符合标准,同时将当前调整过的生产工艺参数记录保存为新的动态生产标准,更新动态生产工艺标准模型;
10.其中,印刷车间的各印刷机均设置有网关采集设备,按照预设的时间间隔周期性
的采集生产工艺参数数据,并根据预设的生产任务执行实时分析,判断是否网关采集设备采集数据出现异常,如果异常则反馈异常信息。
11.在一些实施例中,其中所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:接收生产工艺参数数据快照的指令;以及获取当前时刻的生产工艺参数数据记录快照,反馈给人工,并且记录保存归档,生成生产工艺参数数据记录快照报告。
12.在一些实施例中,其中所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:实时关联并绑定当前印刷机执行的生产工艺参数、生产任务批号、当前印刷机的生产主料的识别编码、加工人员信息以及加工时间信息,按照生产任务批号生成电子化表单,形成该生产任务批号的质量追溯文件,存入质量追溯文件数据库。
13.在一些实施例中,其中所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:提供区块链节点,将质量追溯文件记录保存至区块链中。
14.在一些实施例中,其中网关采集设备通讯地连接印刷车间的各印刷机、印刷机溶剂粘度自动控制仪、色组风道风量传感器、色组风道温度传感器、印刷机环境温湿度传感器以及执行人机交互的印刷机机台管理系统终端;其中,网关采集设备同轴网线连接多个色组单元采集终端,各色组单元采集终端通过拨码盘设定终端号。
15.根据本发明的另一方面,还提供了一种印刷车间生产工艺质量监控和追溯的系统,包括:软件应用程序、用于存储软件应用程序的存储器,以及处理器,用于执行该软件应用程序,所述软件应用程序的各程序相对应地执行所述印刷车间生产工艺质量监控和追溯的方法中的步骤。
16.根据本发明的另一方面,还提供了一种印刷车间生产工艺质量监控和追溯的设备,包括生产运营管理系统服务端、设备联网网关、印刷机环境温湿度传感器、印刷机台管理系统终端、印刷机设备控制端、印刷机台电子看板、多个色组数据采集器、色组风道温度传感器、色组风道风量传感器、印刷溶剂粘度自动控制仪、印刷机以及印刷机色组单元;其中多个所述色组数据采集器被设置有上料端和下料端之间,并连接于所述设备联网网关,所述设备联网网关还和所述印刷机设备控制端、所述印刷溶剂粘度自动控制仪、所述印刷机环境温湿度传感器、所述印刷机台管理系统终端相连接;各所述色组数据采集器还连接有所述色组风道风量传感器,所述色组风道温度传感器连接于所述色组风道风量传感器;其中所述生产运营管理系统服务端和所述设备联网网关、所述印刷机台管理系统终端以及所述印刷机台电子看板连接;
17.其中,所述印刷机设备控制端被配置为:构建动态生产工艺标准模型,输出动态生产工艺标准;印刷车间的所述印刷机按照输出的动态生产工艺标准的生产工艺参数执行生产;
18.其中,所述色组数据采集器实时采集并记录当前的生产工艺参数,所述印刷机设备控制端还被配置为:监控所述印刷机的产出品的质量,获取所述色组数据采集器采集的生产工艺参数数据,并且生成现场记录质量监控报告,并发送至所述印刷机台管理系统终端以及所述生产运营管理系统服务端;
19.其中,当产出品的质量不符合标准时,所述印刷机设备控制端反馈预警信息至所述印刷机台管理系统终端,获取调整后的生产工艺参数,所述印刷机按照新的生产工艺参数执行生产,所述印刷机设备控制端将当前调整过的生产工艺参数记录保存为新的动态生
产标准,更新内部的动态生产工艺标准模型。
20.在一些实施例中,其中所述印刷机设备控制端获取按照预设的时间间隔周期性采集的生产工艺参数数据,并根据预设的生产任务执行实时分析,判断是否采集数据的设备出现异常,如果异常则反馈异常信息至所述印刷机台管理系统终端、所述生产运营管理系统服务端以及所述印刷机台电子看板。
21.在一些实施例中,其中所述印刷机设备控制端接收所述印刷机台管理系统终端发送的生产工艺参数数据快照的指令,获取当前时刻的生产工艺参数数据记录快照,反馈给所述印刷机台管理系统终端,并且记录保存归档,生成生产工艺参数数据记录快照报告。
22.在一些实施例中,其中所述印刷机设备控制端还被配置为:实时关联并绑定当前印刷机执行的生产工艺参数、生产任务批号、当前印刷机的生产主料的识别编码、加工人员信息以及加工时间信息,按照生产任务批号生成电子化表单,形成该生产任务批号的质量追溯文件,存入质量追溯文件数据库;提供区块链节点,将质量追溯文件记录保存至区块链中。
附图说明
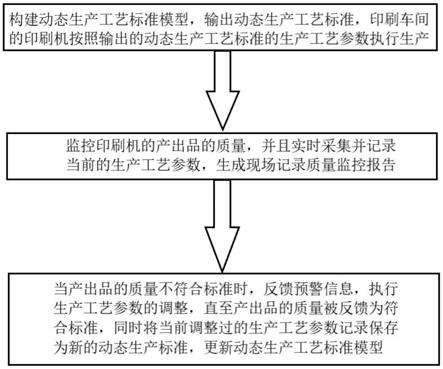
23.图1是根据本发明的一个实施例的一种印刷车间生产工艺质量监控和追溯的方法的步骤流程图。
24.图2是根据本发明的一个实施例的一种印刷车间生产工艺质量监控和追溯的系统的结构示意图。
具体实施方式
25.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
26.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
27.本发明为涉及计算机程序的发明。阐述了为解决本发明提出的问题,以计算机程序处理流程为基础,通过计算机执行按流程编制的计算机程序,对计算机外部对象或者内部对象进行控制或处理的解决方案。
28.如图1所示,基于本发明的优选实施例,本发明提供了一种印刷车间生产工艺质量监控和追溯的方法,所述印刷车间生产工艺质量监控和追溯的方法包括以下步骤:
29.构建动态生产工艺标准模型,输出动态生产工艺标准,印刷车间的印刷机按照输出的动态生产工艺标准的生产工艺参数执行生产;
30.监控印刷机的产出品的质量,并且实时采集并记录当前的生产工艺参数,生成现场记录质量监控报告;
31.当产出品的质量不符合标准时,反馈预警信息,执行生产工艺参数的调整,直至产出品的质量被反馈为符合标准,同时将当前调整过的生产工艺参数记录保存为新的动态生
产标准,更新动态生产工艺标准模型。
32.其中,印刷车间的各印刷机均设置有网关采集设备,按照预设的时间间隔周期性的采集生产工艺参数数据,并根据预设的生产任务执行实时分析,判断是否网关采集设备采集数据出现异常,如果异常则反馈异常信息。
33.也就是说,通过对网关采集设备采集数据的异常情况的监控,能够及时对网关采集设备进行调整或者更换,避免网关采集设备发生故障,采集数据异常影响生产工艺参数的调整以及动态生产工艺标准模型中动态生产工艺标准的准确度。
34.在具体的实施例中,网关采集设备通讯地连接印刷车间的各印刷机、印刷机溶剂粘度自动控制仪、色组风道风量传感器、色组风道温度传感器、印刷机环境温湿度传感器以及执行人机交互的印刷机机台管理系统终端。更具体地,在适用了本发明的方法的具体的实施例中,环境温湿度,用485串口线连接采集网关设备以及温湿度传感器设备。色组单元风道,因为色组数量一般不会大于12个同时也一定是多个,因此采用485主从一拖16模式,在采集设备上用一个485串口,类似同轴网线方式连接多个色组单元采集终端,采集终端利用拨码盘设定终端号,以便采集网关区分。
35.进一步地,所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:
36.接收生产工艺参数数据快照的指令;
37.获取当前时刻的生产工艺参数数据记录快照,反馈给人工,并且记录保存归档,生成生产工艺参数数据记录快照报告。
38.进一步地,所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:
39.实时关联并绑定当前印刷机执行的生产工艺参数、生产任务批号、当前印刷机的生产主料的识别编码、加工人员信息以及加工时间信息,按照生产任务批号生成电子化表单,形成该生产任务批号的质量追溯文件,存入质量追溯文件数据库。
40.其中,所述印刷车间生产工艺质量监控和追溯的方法还包括以下步骤:提供区块链节点,将质量追溯文件记录保存至区块链中。从而,质量追溯文件数据库不易被人为篡改,提高了记录过程的真实性。
41.本领域的技术人员可以理解的是,动态生产工艺标准模型的构建以及更新可以有以下几种实施方式,但是不限于以下几种实施方式。已经生产过的产品,能够根据当前印刷机台的温湿度,在已存储的该产品生产工艺记录中搜索到保存匹配该温湿度的生产工艺,反馈动态生产工艺标准。又例如,针对全新产品,生产工艺参数数据库中没有完全匹配该温度湿度的标准生产工艺记录时,可以在生产工艺参数数据库中搜索与此新产品接近的老产品的生产工艺参数来借鉴使用。又例如,对于原有的纸质工艺单,可以通过人工输入并验证,作为初始参考。又例如,例如,生产执行过程中,每一次针对建议的动态标准工艺参数进行调整,动态生产工艺标准模型执行更新,会把其作为一套新的生产工艺参数进行记录和存储,并且能够实时根据产量进行分类,产量大的这套生产工艺参数优于产量小的生产工艺参数。动态生产工艺标准模型能够积累各种产品在印刷工序的详实生产工艺参数记录,形成了使用企业内部的各种环境下的印刷标准生产工艺知识库,从而摆脱对储存在人脑中的生产工艺的依赖,形成企业内部的标准操作规范,稳定产品质量。
42.本领域的技术人员能够理解的是,可以以方法、系统或计算机程序产品的形式提供本发明的实施例。因此,本发明可采取全硬件实施例、全软件实施例,或者组合软件和硬
件的实施例的形式。
43.本领域的技术人员可以理解的是,本发明的方法可以通过硬件、软件,或者软、硬件结合来实现。本发明可以在至少一个计算机系统中以集中方式实现,或者由分布在几个互连的计算机系统中的不同部分以分散方式实现。任何可以实现方法的计算机系统或其它设备都是可适用的。常用软硬件的结合可以是安装有计算机程序的通用计算机系统,通过安装和执行程序控制计算机系统,使其按方法运行。
44.本发明可以嵌入在计算机程序产品中,它包括使此处描述的方法得以实施的所有特征。所述计算机程序产品被包含在一个或多个计算机可读存储介质中,所述计算机可读存储介质具有包含于其中的计算机可读程序代码。根据本发明的另一方面,还提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时能够执行本发明的方法的步骤。计算机存储介质是计算机存储器中用于存储某种不连续物理量的媒体。计算机存储介质包括但不限于半导体、磁盘存储器、磁芯、磁鼓、磁带、激光盘等。本领域的技术人员可以理解的是,计算机存储介质并不局限于前述举例,前述例子仅仅作为举例而并不限于本发明。
45.与本发明方法的实施例相对应,根据本发明的另一方面,还提供了一种印刷车间生产工艺质量监控和追溯的设备,所述印刷车间生产工艺质量监控和追溯的设备为本发明的所述印刷车间生产工艺质量监控和追溯的方法在计算机程序改进上的应用。该设备包括:软件应用程序、用于存储软件应用程序的存储器,以及处理器,用于执行该软件应用程序。该软件应用程序的各程序能够相对应地执行本发明的该印刷车间生产工艺质量监控和追溯的方法中的步骤。
46.硬件和软件的典型的结合可以是带有计算机程序的通用计算机系统,当程序被加载并被执行时,控制计算机系统,从而可以执行本发明揭露的方法。
47.本领域的技术人员可以理解的是,该印刷车间生产工艺质量监控和追溯的设备可以被体现为台式电脑、笔记本、移动智能设备等,但是前述仅仅作为举例,还包括其他搭载有本发明的该软件应用程序的智能设备。
48.如图2所示,与本发明方法的实施例相对应,根据本发明的另一方面,还提供了一种印刷车间生产工艺质量监控和追溯的设备,该设备包括生产运营管理系统服务端、设备联网网关、印刷机环境温湿度传感器、印刷机台管理系统终端、印刷机设备控制端、印刷机台电子看板、多个色组数据采集器、色组风道温度传感器、色组风道风量传感器、印刷溶剂粘度自动控制仪、印刷机以及印刷机色组单元。多个所述色组数据采集器被设置有上料端和下料端之间,并连接于所述设备联网网关,所述设备联网网关还和所述印刷机设备控制端、所述印刷溶剂粘度自动控制仪、所述印刷机环境温湿度传感器、所述印刷机台管理系统终端相连接。各所述色组数据采集器还连接有所述色组风道风量传感器,所述色组风道温度传感器连接于所述色组风道风量传感器。所述生产运营管理系统服务端和所述设备联网网关、所述印刷机台管理系统终端以及所述印刷机台电子看板连接。
49.进一步地,所述印刷机设备控制端被配置为:构建动态生产工艺标准模型,输出动态生产工艺标准;印刷车间的所述印刷机按照输出的动态生产工艺标准的生产工艺参数执行生产;
50.其中,所述色组数据采集器实时采集并记录当前的生产工艺参数,所述印刷机设
备控制端还被配置为:监控所述印刷机的产出品的质量,获取所述色组数据采集器采集的生产工艺参数数据,并且生成现场记录质量监控报告,并发送至所述印刷机台管理系统终端以及所述生产运营管理系统服务端;
51.其中,当产出品的质量不符合标准时,所述印刷机设备控制端反馈预警信息至所述印刷机台管理系统终端,获取调整后的生产工艺参数,所述印刷机按照新的生产工艺参数执行生产,所述印刷机设备控制端将当前调整过的生产工艺参数记录保存为新的动态生产标准,更新内部的动态生产工艺标准模型。
52.进一步地,所述印刷机设备控制端获取按照预设的时间间隔周期性采集的生产工艺参数数据,并根据预设的生产任务执行实时分析,判断是否采集数据的设备出现异常,如果异常则反馈异常信息至所述印刷机台管理系统终端、所述生产运营管理系统服务端以及所述印刷机台电子看板。
53.进一步地,所述印刷机设备控制端接收所述印刷机台管理系统终端发送的生产工艺参数数据快照的指令,获取当前时刻的生产工艺参数数据记录快照,反馈给所述印刷机台管理系统终端,并且记录保存归档,生成生产工艺参数数据记录快照报告。
54.进一步地,所述印刷机设备控制端还被配置为:实时关联并绑定当前印刷机执行的生产工艺参数、生产任务批号、当前印刷机的生产主料的识别编码、加工人员信息以及加工时间信息,按照生产任务批号生成电子化表单,形成该生产任务批号的质量追溯文件,存入质量追溯文件数据库;提供区块链节点,将质量追溯文件记录保存至区块链中。
55.在本发明的这个优选实施例中,所述生产运营管理系统服务端集成erp、mes、scada以及wmf等于一体。所述印刷机用于印刷塑料薄膜。上料端为把原料薄膜上机的地方。下料端为把印刷好的半成品下机的地方。所述印刷机溶剂粘度自动控制仪自动调控印刷时使用的油墨以及溶剂混合液体的粘度必须在规定范围内。所述色组风道风量传感器中,每个色组自带plc控制器,控制每个色组干燥用风速,通过算法获取其风量数值,例如根据预设采集频率进行采集。所述色组风道风量传感器中算法执行数据分析以及预警分析等。例如:在预警方面会用到,均值、滤波、拟合等,同时需要根据其它的实际情况做一些特殊的结果导向性算法,如:判断开关机、判断换卷、判断有效产量等。所述色组风道温度传感器中,每个色组自带温度控制器,控制每个色组干燥风温度。在具体实施例中,加装单独的温度传感器,获取干燥风温度数值。所述色组数据采集器用于读取风量和温度传感器送来的数据,并传递给设备联网网关装置。所述印刷机环境温湿度传感器的数据直接传递给所述设备联网网关。所述设备联网网关可以连接各种数据采集器、plc以及所述印刷机溶剂粘度自动控制仪,并把数据传递给所述生产运营管理系统服务端。所述印刷机机台管理系统终端用于与生产运营管理系统人机交互,负责录入必要的数据,得到运行结果的反馈、统计分析数据、查看以往信息等。所述印刷机台电子看板显示由生产运营管理系统统计信息,并在发生异常时,提供预警信息的显示大屏。
56.在具体的变形实施例中,把所有需要的工艺参数整理出来,分类成印刷机控制系统提供、色组控制系统提供、印刷机溶剂粘度自动控制仪提供、自架传感器提供、生产运营管理系统提供、以及工人手动输入提供;分别与印刷机设备生产商端、印刷机控制系统供应商端、印刷机溶剂粘度自动控制仪供应商端通讯协商,要求对方将归属于他们提供的参数数据用统一通信协议提供出来;根据印刷机放置情况,在适当的地方分别加装了自制的传
感器和色组数据采集器;安全布线,把色组数据采集器、传感器、设备控制器等与设备联网网关连接在一起;设备联网网关通过路由器与云部署的生产运营管理系统连接;印刷机台电子看板装置也通过路由器与生产运营管理系统服务端连接;所有数据读取、传递均是实时进行,且长时间运行,无需人介入维护;硬件环境部署好之后,进行数据调试和参数校准,完成后即可投入日常使用中。
57.在其他变形实施例的所述印刷车间生产工艺质量监控和追溯的设备的运行中,具体地,执行初始化操作,纸质工艺单数据被人工输入到所述生产运营管理系统服务端中,作为初始参考;具体地,处理已经生产过的产品参数,生产运营管理系统服务端根据当前印刷机台的温湿度值,在已存储的该产品生产工艺记录中搜索到保存匹配该温湿度的生产工艺,在印刷机台管理系统终端上显示出动态生产工艺标准;具体地,当检测到数据库中没有生产过的产品,由于没有标准生产工艺记录数据,自动在生产工艺记录中搜索与此新产品接近的老产品的生产工艺参数。进一步地,在生产工艺改进中,生产执行过程中,每一次针对建议的动态标准工艺参数进行调整,所述印刷车间生产工艺质量监控和追溯的设备都会把其作为一套新的生产工艺参数进行记录和存储,已经确认不准确的生产工艺参数记录能够被删除。此外,所述印刷车间生产工艺质量监控和追溯的设备能够根据产量进行分类,产量大的这套生产工艺参数优于产量小的生产工艺参数。
58.本领域的技术人员可以理解的是,已参考根据本发明的方法、系统及计算机程序产品的流程图和/或方框图说明了本发明。流程图和/或方框图中的每个方框,以及流程图和/或方框图中的方框的组合显然可由计算机程序指令实现。这些计算机程序指令可被提供给通用计算机、专用计算机、嵌入式处理器或者其他可编程的数据处理设备的处理器,以产生一台机器,从而指令(所述指令通过计算机或者其他可编程数据处理设备的处理器)产生用于实现在流程图和/或方框图的一个或多个方框中规定的功能的装置。
59.本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离该原理下,本发明的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1