一种用于塑料管道下线后的激光喷码装置的制作方法
1.本实用新型涉及一种激光喷码装置。具体涉及一种用于塑料管道下线后的激光喷码装置。
背景技术:
2.目前,在塑料管道制作行业中,塑料管道下线后,需要进行激光标识,能够区别别类,保证在销售和使用中不会出错,符合国家规定的塑料管道永久标识的要求并且标识长度符合要求;但塑料管道下线后,塑料管道的尺寸,标识定位,标识范围及标识内容,很难实现,导致塑料管道标识位置不准,制作效率低下。
技术实现要素:
3.本实用新型的目的是提供一种用于塑料管道下线后的激光喷码装置,能够对塑料管道喷印激光标识,标识定位准确、符合尺寸要求,能够根据不同尺寸塑料管道区分类别,提高了工作效率,降低了人员的劳动强度。
4.为了达到上述目的,本实用新型有如下技术方案:
5.本实用新型的一种用于塑料管道下线后的激光喷码装置,包括机架,视觉识别系统,激光喷码机,手编器,控制板卡,x轴移动轴, z轴移动轴,c轴旋转轴,滑块,落料滑道,出料滑道,工件定位槽,所述工件定位槽安装在机架顶部,落料滑道下端与工件定位槽连接,出料滑道上端与工件定位槽连接,x轴移动轴与位于工件定位槽右侧, c轴旋转轴与工件定位槽左侧连接,z轴移动轴固定在机架顶部且位于c轴旋转轴侧面,z轴移动轴顶部与滑块连接,滑块能相对z轴移动轴顶部水平移动,激光喷码机固定在滑块上,滑块能相对z轴移动轴顶部水平移动,从而调节激光喷码机水平线上的位置;视觉识别系统固定在激光喷码机上,所述手编器固定在机架顶部,手编器与控制板卡、视觉识别系统连接,控制板卡连接x轴移动轴、z轴移动轴、 c轴旋转轴,视觉识别系统对工件进行拍照,把拍照采集到的工件图像,传送给手编器,计算出工件尺寸,确定工件直径,并与手编器已存储的工件尺寸对比,确定激光喷码机喷码的焦距,进行喷码。
6.其中,所述x轴移动轴由x轴直线电机、定位推杆、顶块组成,所述x轴直线电机与定位推杆连接,定位推杆与顶块连接,z轴移动轴由z轴伺服电机、滚珠丝杠副组成,z轴伺服电机与滚珠丝杠副连接,滚珠丝杠副与滑块连接,c轴旋转轴由c轴伺服电机、c轴组成,c轴伺服电机与c轴连接,c轴与工件定位槽底部连接;所述控制板卡分别与x轴直线电机、z轴直线电机、c轴伺服电机连接,通过x轴直线电机运动,能推动定位推杆和顶块,将落入工件定位槽中的工件固定,通过z轴伺服电机运动,能带动滚珠丝杠副作升降运动,调节激光喷码机喷码的焦距,通过c轴伺服电机的运动,能翻转工件定位槽,将喷码完成的工件推入出料滑道。
7.其中,所述工件定位槽是横截面为u形的槽体,所述u形的槽体左侧顶部为弧形结构,u形的槽体右侧顶部高于左侧顶部,工件下料后,能顺着落料滑道落入u形的槽体内,能
快速定位。
8.由于采取了以上技术方案,本实用新型的优点在于:
9.能够对下线后的塑料管道进行激光喷印标识,标识定位准确,能够根据不同尺寸塑料管道区分类别,提高了工作效率,降低了人员的劳动强度。
附图说明
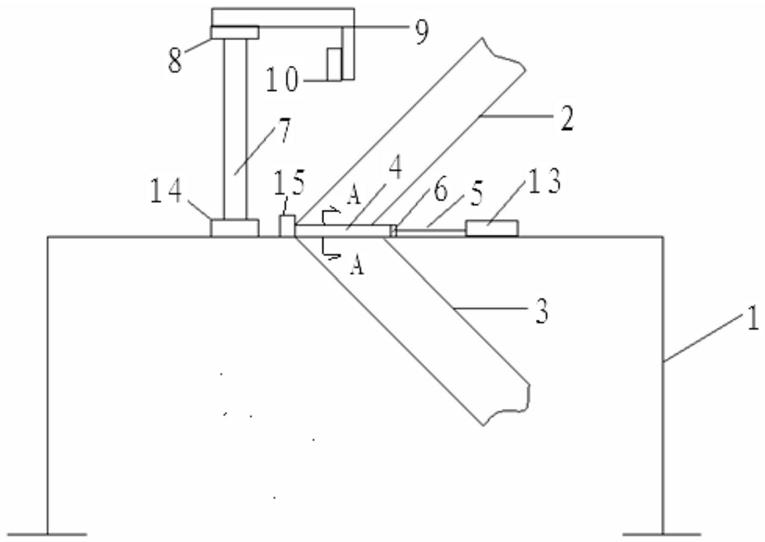
10.图1为本实用新型结构示意图;
11.图2为图1的a
‑
a向剖视图的放大示意图;
12.图3为本实用新型定位喷码控制的方框示意图。
13.图中:1、机架;2、落料滑道;3、出料滑道;4、工件定位槽;5、定位推杆;6、顶块;7、滚珠丝杠副;8、滑块;9、激光喷码机; 10、视觉识别系统;11、工件;12、c轴;13、x轴直线电机;14、z 轴伺服电机;15、c轴伺服电机;16、u形的槽体左侧顶部;17、u 形的槽体右侧顶部。
具体实施方式
14.以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
15.参见图1—3,本实用新型的一种用于塑料管道下线后的激光喷码装置,包括机架,视觉识别系统,激光喷码机,手编器,控制板卡, x轴移动轴,z轴移动轴,c轴旋转轴,滑块,落料滑道,出料滑道,工件定位槽,所述工件定位槽安装在机架顶部,落料滑道下端与工件定位槽连接,出料滑道上端与工件定位槽连接,x轴移动轴与位于工件定位槽右侧,c轴旋转轴与工件定位槽左侧连接,z轴移动轴固定在机架顶部且位于c轴旋转轴侧面,z轴移动轴顶部与滑块连接,滑块能相对z轴移动轴顶部水平移动,激光喷码机固定在滑块上,滑块能相对z轴移动轴顶部水平移动,从而调节激光喷码机水平线上的位置;视觉识别系统固定在激光喷码机上,所述手编器固定在机架顶部,手编器与控制板卡、视觉识别系统连接,控制板卡连接x轴移动轴、 z轴移动轴、c轴旋转轴,视觉识别系统对工件进行拍照,把拍照采集到的工件图像,传送给手编器,计算出工件尺寸,确定工件直径,并与手编器中已存储的工件尺寸对比,确定激光喷码机喷码的焦距,进行喷码。
16.所述x轴移动轴由x轴直线电机、定位推杆、顶块组成,所述x 轴直线电机与定位推杆连接,定位推杆与顶块连接,z轴移动轴由z 轴伺服电机、滚珠丝杠副组成,z轴伺服电机与滚珠丝杠副连接,滚珠丝杠副与滑块连接,c轴旋转轴由c轴伺服电机、c轴组成,c轴伺服电机与c轴连接,c轴与工件定位槽底部连接;所述控制板卡分别与x轴直线电机、z轴直线电机、c轴伺服电机连接,通过x轴直线电机运动,能推动定位推杆和顶块,将落入工件定位槽中的工件固定,通过z轴伺服电机运动,能带动滚珠丝杠副作升降运动,调节激光喷码机喷码的焦距,通过c轴伺服电机的运动,能翻转工件定位槽,将喷码完成的工件推入出料滑道。
17.所述工件定位槽是横截面为u形的槽体,所述u形的槽体左侧顶部为弧形结构,该弧形结构能挂在落料通道底部,还能与下料通道快速分离;u形的槽体右侧顶部高于左侧顶部,能保证工件下料后进入 u形的槽体时不会弹出出料通道;所述工件下料后,能顺着落料滑道落入u形的槽体内,能快速定位。
18.本实用新型工作过程:
19.手编器连接控制视觉识别系统、激光喷码机、手编器、控制板卡;当塑料管道下料
后,顺着下料滑道落入工件定位槽,控制板卡控制x 轴直线电机运动,能推动定位推杆和顶块,将落入工件定位槽中的工件固定,通过z轴伺服电机运动,能带动滚珠丝杠副作升降运动,调节激光喷码机喷码的焦距,通过c轴伺服电机的运动,能翻转工件定位槽,将喷码完成的工件推入出料滑道;通过控制x轴直线电机运动,能推动定位推杆和顶块,将落入工件定位槽中的工件固定;视觉识别系统对工件进行拍照,把拍照采集到的工件图像,传送给手编器,计算出工件尺寸,确定工件直径,并与手编器中已存储的工件尺寸对比,控制z轴伺服电机运动,能带动滚珠丝杠副作升降运动,调节激光喷码机喷码的焦距,进行喷码;通过c轴伺服电机的运动,能翻转工件定位槽,将喷码完成的工件推入出料滑道。
20.激光喷码机采用苏州大楚智能激光喷码设备有限公司的 dc
‑
gp30bw塑料管道光纤激光喷码机,但不限于该产品。
21.控制板卡采用深圳市雷赛控制技术有限公司的smc304控制板卡;但不限于该产品。
22.视觉识别系统采用海康威视(mv
‑
ce200
‑
10gm/gc)2000万像素高清摄像头;但不限于该产品。
23.手编器,采用深圳科凌峰的cnf
‑
130dli;但不限于该产品。
24.x轴移动轴为直线电机;
25.直线电机采用武汉壹鑫精密科技有限公司的yxml
‑
0150
‑
0200;但不限于该产品。
26.c轴伺服电机采用松下msmf012l1u2m+madln05se;但不限于该产品。
27.z轴伺服电机采用松下msmf042l1v2m+mbdln25sg;但不限于该产品。
28.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1