张紧的印刷丝网框架、组件及方法与流程
1.本发明涉及高精度丝网印刷领域,涉及特别是用于诸如焊料膏印刷的高精度应用的高丝网印刷领域。
背景技术:
2.丝网印刷在一系列行业中用于将图像印刷到基底上。具有限定图像负片的孔口的印刷丝网被张紧在框架内并被安置在基底上,并且通过使辊或刮刀(有时称为刮板)在印刷丝网的表面上行进来将油墨或其他印刷介质分布在印刷丝网上,使得印刷介质流过孔口,并且图像被印刷在基底上。
3.在某些技术应用中,使用需要高度的尺寸精度和准确印刷的特征清晰度的丝网印刷方法。例如,高精度丝网印刷用于印刷电子特征,比如现代电池或印刷电子器件所需的那些电子特征、传感器特征、光伏特征等。
4.常规的精确丝网印刷使用乳胶丝网进行。选择具有合适网眼尺寸的网状材料(通常是织造的钢或钛网状件),并且将印刷丝网构造成其中网状件在刚性框架内保持张紧。对网状件施加一层光敏聚合物前体溶液或悬浮液。光敏聚合物被选择性地固化以产生所需印刷图案的负片(例如,使用uv激光、使用预先切割片材或掩模等),并且未固化的前体被洗掉,以留下网状件的由掩模界定的裸露区域在丝网上限定的所需印刷图案。
5.在替代性应用中,比如在将焊料图案印刷到电路板基底上时,使用诸如聚合物或更典型的金属片材材料之类的片材材料,其中,图案被精确切割(例如,通过激光切割)到片材材料中。
6.网状或片状印刷丝网必须张紧以保持网状件尽可能平整,以避免印刷介质在印刷之后将丝网移除时聚集。因此,丝网通过在承受张力的同时拉伸并紧固至框架而被张紧(在印刷丝网中形成图案之前或之后)。
7.虽然这种布置相对直接地使网状或片状印刷丝网张紧,但是所得到的印刷丝网和框架组件相对庞大,并且因此存储印刷丝网组件库可能成问题。此外,将印刷丝网在不损坏的情况下从框架移除通常是不切实际的或不可能的,特别对于精确印刷所需的薄片材而言情况也是如此,从而导致高的材料成本和回收成本。
8.已经提出了将丝网以可移除的方式安装至框架的解决方案。例如,de102005054225描述了一种片状金属印刷丝网,该片状金属印刷丝网具有围绕周缘的穿孔阵列,这些穿孔被紧固至支承框架,该支承框架设置有与穿孔阵列对应的弹簧偏置销。虽然这种布置允许框架被重复使用,但是框架本身在机械方面是复杂的并且制造成本很高。由于需要孔口与销钉的精确对准,印刷丝网的安装和拆卸也相对地耗时。此外,由框架施加至丝网的张力不能被容易地调节至特定的要求。
9.wo2005046994描述了一种以可移除的方式进行安装的丝网和框架,其中,金属片材丝网沿着每个边缘设置有唇缘,以被钩到框架内的可移动构件上。然后,通过对框架内的囊状物加压来将可移动构件偏置成使得丝网张紧。虽然这种方法在机械方面更简单并且更
容易使用,但是框架需要气动系统的持续维护,并且张紧的量受到围绕丝网周缘的钩状装置的强度的限制。这对于非常薄的丝网材料来说特别成问题。虽然通过改变空气压力可以在一定程度上调节由框架施加至丝网的张力,但是这种相关性是相对粗略的。
10.这种通用类型的可移除丝网还例如在存储期间容易损坏。这对于要求亚微米印刷准确度的高精度应用所用的极薄“箔”丝网来说特别成问题。
11.这样的可移除丝网组件的另一缺点是这些丝网组件使用的一些步骤容易自动化。
12.因此,仍然需要改进高精度丝网印刷。
技术实现要素:
13.根据本发明的第一方面,提供了一种构造印刷丝网组件的方法,该方法包括:
14.设置框架,该框架具有长形第一框架构件和与第一框架构件平行且成固定关系的长形第二框架构件;以及从每个框架构件沿着其长度延伸的相应的悬臂式的第一张紧装置和悬臂式的第二张紧装置;
15.施加预张紧力,以使第一张紧装置朝向第二框架构件弹性地偏转并与第一框架构件的抵接布置结构接触;
16.在第一张紧装置与第一抵接布置结构接触的同时,将印刷丝网紧固至第一张紧装置的附接部分;
17.将印刷丝网紧固至第二张紧装置的附接部分;以及
18.从第一张紧装置释放预张紧力,以便对印刷丝网施加张力。
19.第一张紧装置偏转直到其接触第一抵接布置结构为止,这给设备引入了可预测量的弹性势能、或者“预张紧”。在释放时,张紧装置朝向其未偏转的“静止”位置偏置,使得印刷丝网在第一张紧装置与第二张紧装置之间保持张紧。施加至印刷丝网的张力的量与通过使第一张紧装置偏转所引入的弹性势能的量相关。
20.将理解的是,相应的框架构件的长度——张紧装置沿着该长度延伸——在使用中与张紧的印刷丝网的边缘的长度对应。
21.该方法可以包括:使第二张紧装置朝向第一框架构件弹性地偏转并与第二框架构件的第二抵接布置结构接触;在至少一个第二张紧装置与第二抵接布置结构接触的同时,将印刷丝网紧固至第二张紧装置的附接部分;以及从至少一个第二张紧装置释放预张紧力。
22.可以以任何合适的顺序进行以下步骤:使第一张紧装置偏转的步骤;可选地使第二张紧装置偏转的步骤;将印刷丝网紧固至第一张紧装置的附接部分的步骤;以及将印刷丝网紧固至第二张紧装置的附接部分的步骤。
23.在一些实施方式中,当已经(对第一张紧装置和第二张紧装置中的一者或两者)施加相应的预张紧时,印刷丝网被附接。
24.预张紧力也可以以任何顺序释放。
25.该方法可以包括使印刷丝网在单个方向上(即在第一框架构件与第二框架构件之间)张紧。
26.该方法可以包括使印刷丝网在两个方向上张紧。
27.因此,框架可以包括:长形第三框架构件和平行于第三框架构件的长形第四框架
构件;以及从第三框架构件和第四框架构件中的每者沿着其长度延伸的相应的悬臂式的第三张紧装置和第四张紧装置;其中,第三框架构件和第四框架构件大体在第一框架构件与第二框架构件之间延伸并且与第一框架构件和第二框架构件正交;
28.其中,该方法还包括施加预张紧力,以使第三张紧装置朝向第四框架构件弹性地偏转并与第三框架构件的第三抵接布置结构接触;以及
29.施加预张紧力,以使第四张紧装置朝向第三框架构件弹性地偏转并与第四框架构件的第四抵接布置结构接触;
30.在对第三张紧装置和第四张紧装置施加预张紧力的同时,将印刷丝网紧固至第三张紧装置的附接部分和第四张紧装置的附接部分;以及
31.从第三张紧装置释放预张紧力,以便对印刷丝网施加张力。
32.使所述张紧装置/每个张紧装置偏转以及将印刷丝网紧固至张紧装置的附接部分的各个步骤可以以任何合适的顺序进行。
33.在一些实施方式中,视情况而定,当已经对第一张紧装置以及可选的第二张紧装置和/或第三张紧装置和/或第四张紧装置施加所有相应的预张紧时,印刷丝网被附接。
34.在包括第一框架构件至第四框架构件的一些实施方式中,当已经对第一张紧装置以及可选的第二张紧装置施加预张紧力时,将印刷丝网附接至第一张紧装置和第二张紧装置的附接部分。然后可以释放预张紧力,以便使印刷丝网在第一张紧装置与第二张紧装置之间张紧。该方法可以包括随后对第三张紧装置和第四张紧装置施加预张紧力。
35.每个张紧装置包括至少一个张紧元件。每个张紧装置可以独立地包括两个或更多个张紧元件;例如,沿着相应的框架构件的一系列张紧元件;或者单个长形张紧元件。
36.每个抵接布置结构可以独立地包括两个或更多个抵接部、例如沿着相应的框架构件的一系列抵接部;或者单个长形抵接部。
37.沿着框架构件的长度的抵接部和张紧元件的数目可以相同或者不同。例如,给定的张紧元件可以偏转成与多于一个的抵接部接触,或者多于一个的张紧元件可以偏转成与给定的抵接部接触。
38.可以通过使用至少一个第一偏转元件将预张紧力施加至第一张紧装置。该方法可以包括使至少一个第一偏转元件从第一框架构件的第一侧(即,从比距第一框架构件而言距第二框架构件更远的一侧并且因此从框架的外侧)朝向第一框架构件(并且因此也朝向第二框架构件)移动。
39.单个偏转元件或多个偏转元件可以用于使给定的张紧装置偏转。偏转元件的数目可以与张紧元件的数目相同或不同。一个偏转元件可以用于使多于一个的张紧元件偏转,或者多于一个的偏转元件可以用于使张紧元件偏转。
40.该方法可以包括使用至少一个第二偏转元件对第二张紧装置施加预张紧力。该方法可以包括使至少一个第二偏转元件从第二框架构件的第二侧(即,从比距第二框架构件而言距第一框架构件更远的一侧并且因此从框架的外侧)朝向第二框架构件(并且因此也朝向第二框架构件)移动。
41.该方法可以包括使用至少一个第三偏转元件以及可选的至少一个第四偏转元件。
42.在一些实施方式中,在框架包括第三框架构件和第四框架构件的情况下,该方法可以包括使框架旋转成使得至少一个第一偏转元件和至少一个第二偏转元件可以用于对
第三张紧装置和第四张紧装置施加预张紧力。
43.偏转元件的运动可以以任何合适的方式来实现;例如,偏转元件可以是机电致动的、气动致动的或液压致动的。
44.所述一个或多个偏转元件通常将大体在框架的平面中(例如平行于参照边缘)移动。
45.偏转元件可以定尺寸成延伸穿过手指防护件的孔口。偏转元件的端部部分可以定尺寸成延伸穿过张紧装置中的孔口。偏转元件可以包括渐缩端部部分、以及凸出部或凸缘。渐缩端部部分可以有助于使偏转元件与张紧装置中的孔口对准以及可选地与抵接布置结构中的对应孔口对准。凸出部或凸缘的可以定尺寸成围绕所述孔口与张紧装置接合,或者桥接横跨所述孔口。
46.每个张紧装置包括至少一个张紧元件。每个张紧元件从与相应框架元件联接的固定端部延伸至自由端部。每个张紧元件的附接部分可以位于每个张紧元件的自由端部处或者接近每个张紧元件的自由端部。
47.该方法可以包括预先选择由第一张紧装置或第二张紧装置(以及在存在的情况下第三张紧装置和/或第四张紧装置)中的至少一者施加的张力。
48.所述张紧装置或每个张紧装置可以包括诸如不锈钢之类的弹性片材材料,或者由诸如不锈钢之类的弹性片材材料形成。由所述张紧装置施加的张力可以通过以下方式进行预先选择:从弹性片材材料移除材料、对弹性片材材料进行机加工和/或蚀刻,以便选择性地减小弹性片材材料在其一个或更多个区域中的厚度。由所述张紧装置施加的张力可以借助于处于“静止”位置的张紧装置与相应的抵接布置结构之间的距离来预先选择。
49.可以选择性地减小片材材料的厚度以控制弯折特性。替代性地或者另外,在片材材料中切割一个或更多个槽、切口或孔口等或者从片材材料切割一个或更多个槽、切口或孔口等,以由此控制弯折特性。
50.可以在片材材料中切割一个或更多个槽、切口或者从片材材料切割一个或更多个槽、切口,以限定多于两个的张紧元件。
51.该方法可以包括以任何合适的图案形成孔口、切口或厚度减小区域;例如,沿着在预张紧期间发生弯折的边缘或顶点;在固定端部与自由端部中间的挠性区域的表面上或穿过该表面。替代性地或者另外,可以在所述张紧元件的固定端部与自由端部之间移除材料,以便控制张紧元件如何挠曲。
52.在一些实施方式中,孔口可以与框架构件(例如,抵接布置结构和/或手指防护件)中的孔口或凹部对应,以便于使用偏转元件进行预张紧,如下面进一步详细地论述的。
53.该方法可以包括对弹性片材材料进行精确处理、比如激光加工或蚀刻。可以使用其他机加工或蚀刻方法,比如cnc加工、等离子加工等。
54.在一些实施方式中,该方法可以包括沿着相应框架构件的所述长度改变由至少一个所述张紧装置施加的张力。
55.张力可以被改变,例如以在印刷丝网的中部提供增加的张力。张紧的印刷丝网将倾向于随着距与框架附接的线的点的距离而下垂,通常随着距框架的拐角的距离而下垂。该方法能够在需要抵制这种下垂的地方施加更大的张力。
56.可以通过改变沿着相应的张紧装置所机加工和/或蚀刻的图案来改变张力。例如,
可以对张紧装置的更靠近框架拐角的一部分或张紧元件进行更大量的机加工和/或蚀刻。
57.这种通过机加工和/或蚀刻的预先选择可以在制造相应的张紧装置期间方便地进行。
58.框架构件可以包括非线性抵接部或非共线抵接部;并且可以通过改变对应的张紧装置沿着框架构件的长度偏转的量来改变张力。
59.张紧元件可以由弹性的片材材料形成。
60.所谓“由片材材料形成”在本文中是指通过弯折、辊轧成形、冲压、压制等制造。诸如挤出、模塑或铸造等制造工艺被除外。由片材材料形成的张紧元件、框架构件或其他制品将具有片材材料的特性;比如贯穿片材材料的装置特征件的所有部分的材料厚度;以及/或者折痕、弯折部等,其如果反转将会产生平面制品。由片材材料形成的装置通常也可以呈现或表现为片材材料上的二维图案或轮廓。
61.可以通过对弹性片材材料进行弯折,例如通过辊轧成形、压制、冲压等来制造张紧装置。片材材料可以被弯折,以便形成一个或多个附接部分,和/或一个或多个互锁结构(下面将进一步详细地论述的)。
62.该方法可以包括例如通过精确处理(机加工、激光切割等)或冲压在片材材料上形成张紧元件的轮廓,并且随后执行对片材材料进行弯折、辊轧成形、冲压和压制中的一者或更多者的一个或更多个步骤,以形成张紧元件。
63.该方法可以包括由单个材料片材形成多个张紧元件。
64.该方法可以包括例如通过从单个片材材料冲压或机加工“坯件”来形成一个或更多个所述张紧元件的轮廓,并且然后执行对片材材料进行弯折、辊轧成形、冲压和压制中的一者或更多者的一个或更多个步骤以形成每个张紧元件。
65.片材材料或张紧元件可以在弯折之前被机加工和/或蚀刻。
66.第一张紧装置、第二张紧装置、第三张紧装置和/或第四张紧装置可以与相应的框架构件一体地成形。在一些实施方式中,该方法可以包括使片材材料弯折以便形成框架构件和从该框架构件延伸的张紧装置。
67.该方法可以包括将第一张紧装置、第二张紧装置、第三张紧装置和/或第四张紧装置附接至相应的框架构件。
68.因此,本发明在第二方面中扩展至一种制造用于印刷丝网组件的框架的方法,该方法包括:
69.设置长形第一框架构件和长形第二框架构件;至少第一框架构件具有抵接布置结构;
70.将第一框架构件以与第二框架构件平行的关系固定,其中,抵接布置结构远离第二框架构件定向;
71.设置可弹性偏转的第一张紧装置和第二张紧装置,每个张紧装置具有构造成用于与印刷丝网附接的附接布置结构;
72.将第一张紧装置附接至第一框架构件,并且将第二张紧装置附接至第二框架构件;
73.由此每个张紧装置以相对于对应框架构件的悬臂式关系延伸,其中,第一张紧装置在距第一框架构件的抵接布置结构的预定距离处延伸。
74.第二框架构件可以包括远离第一框架构件定向的抵接布置结构,并且该方法可以包括将第二张紧装置附接至第二张紧元件,由此第二张紧元件在距第二框架构件的抵接布置结构的预定距离处延伸。
75.该方法可以包括设置长形第三框架构件和长形第四框架构件、第三张紧装置和第四张紧装置,并且将张紧装置附接至对应的框架构件。
76.该方法还可以包括直接地或经由本文中所公开的拐角件与框架构件连结。
77.通过分别制造框架构件和张紧装置并且将框架构件和张紧装置以这种方式附接,每一者均可以根据特定的要求进行优化。例如,框架构件和张紧装置可能需要不同的材料或者不同的材料厚度或性能。这种构造方法还可以有利于至少框架构件的后续拆卸和再次使用。
78.张紧装置可以通过下述任何合适的方法附接至框架构件:比如焊接、结合,通过固定件(螺栓、铆钉等),或者通过互锁布置结构、比如将张紧装置的一部分插入到槽或通道中。张紧装置可以附接至框架构件并且通过摩擦保持至该框架构件。张紧装置可以附接至框架构件,并且通过使例如框架的一部分或张紧装置的一部分挠曲而保持至该框架构件。
79.张紧装置可以是可移除的或可更换的。
80.互锁布置结构可以包括位于所述张紧元件的固定端部处或附近的张紧元件互锁结构、比如唇缘或突部,以及位于框架构件中的对应的槽、通道或凹部,其中,槽、通道或凹部包括适于与张紧元件互锁结构接合的框架构件互锁结构。
81.给定的张紧装置可以包括多于一个的张紧元件互锁结构。
82.在张紧装置至少部分地通过摩擦、挠曲和/或互锁布置结构来附接至框架构件的实施方式中,所述张紧装置与所述框架构件之间的附接可以构造成在张紧装置弹性地偏转时增加框架构件与张紧装置之间的接合。因此,该方法可以包括通过使第一张紧装置、第二张紧装置、第三张紧装置和/或第四张紧装置弹性地变形来增加至少一个张紧装置(例如,张紧装置的元件互锁结构)与至少一个框架构件(例如,框架构件的互锁结构或槽/通道)之间的接合。
83.该方法可以包括通过将至少一个所述张紧装置的一部分插入到由相应的框架构件限定的槽、通道或凹部中来将第一张紧装置、第二张紧装置、第三张紧装置和/或第四张紧装置附接至相应的框架构件。
84.可以通过使张紧装置大体朝向框架构件移动来将张紧装置的一部分,比如张紧元件互锁结构插入到所述槽、通道或凹部中。将张紧装置的一部分插入到槽/通道/凹部中可以包括使张紧装置弹性地变形、比如使张紧装置的互锁结构弹性地变形。当至少一个张紧装置完全插入时,这种弹性变形可以被减轻或消除。槽可以在宽度方面渐缩成以便于这种插入。
85.可以通过使至少一个张紧装置大体沿着框架构件、例如沿着所述槽/通道/凹部移动来将张紧装置的一部分插入到所述槽、通道或凹部中。该方法可以包括将至少一个所述张紧装置的一部分从长形框架构件的一个端部插入。
86.张紧装置可以与槽、通道或凹部的长度大体垂直地插入到所述槽、通道或凹部中。
87.每个框架元件可以包括单个槽、通道或凹部,或者多个槽、通道或凹部。
88.如上所述,每个框架构件可以包括抵接布置结构,该抵接布置结构包括单个抵接
部或多于一个的抵接部。
89.抵接布置结构可以包括沿着框架构件的所述长度延伸的线性抵接部。抵接布置结构可以包括沿着框架构件的所述长度延伸的共线抵接部。因此,对应的张紧装置在使用中可以沿着框架构件的长度以相同的量弹性地偏转。
90.在一些实施方式中,抵接结构包括非线性抵接部或非共线抵接部,使得张紧装置可以沿着框架构件的长度偏转至不同程度。
91.所谓线性和共线是指下述方向:该方向沿着相应的长形框架构件的长度,并且因此与所得到的丝网组件的印刷丝网的平面平行且通常与印刷丝网的边缘平行。
92.该方法可以包括对每个框架构件进行铸造、机加工和/或挤压。在一些实施方式中,框架构件由挤压成型的塑料材料或者挤压成型的金属材料、比如铝形成。
93.该方法可以包括由片材材料形成每个框架构件。该方法可以包括使片材材料弯折和/或对片材材料进行焊接以形成框架构件、例如具有大体中空结构的框架构件。
94.该方法可以包括例如通过精确处理(机加工、激光切割等)或冲压在材料的片材上形成框架构件的轮廓,并且随后执行对片材材料进行弯折、辊轧成形、冲压和压制中的一者或更多者的一个或更多个步骤,以形成框架构件。
95.该方法可以包括由单个材料片材形成多个框架构件。
96.该方法可以包括例如通过从单个材料片材冲压或机加工“坯件”来形成一个或更多个所述框架构件的轮廓,并且然后执行对片材材料进行弯折、辊轧成形、冲压和压制中的一者或更多者的一个或更多个步骤,以形成每个框架构件。
97.片材材料或坯件可以在弯折之前被机加工和/或蚀刻。例如,为了产生一条或更多条弱点线以便于弯折,可以在弯折之前进行机加工。
98.如本文中所公开的,框架构件可以包括一个或更多个孔口,以便于插入偏转元件,或者插入张紧装置或移除张紧装置。在一些实施方式中,该方法可以包括例如通过在片材材料或坯件中进行机加工或冲压形成一个或更多个孔口、或孔口的阵列。
99.该方法可以包括与框架构件一体地形成相应的张紧装置。
100.该方法可以包括对框架进行构造。
101.对框架进行构造可以包括将第一框架构件和第二框架构件彼此平行且间隔开地固定。
102.第一框架构件和第二框架构件可以各自固定到基部框架上。
103.第一框架构件和第二框架构件各自可以大体在其端部处固定至中间的框架构件。
104.在一些实施方式中,对框架进行构造可以包括将第三框架构件和第四框架构件固定成彼此平行且间隔开,并且与第一框架构件和第二框架构件正交。
105.第一框架构件、第二框架构件、第三框架构件和第四框架构件可以各自固定到基部框架上。
106.第一框架构件和第二框架构件可以直接固定至第三框架构件和第四框架构件或者经由拐角连接件固定至第三框架构件和第四框架构件。
107.框架构件可以结合或焊接至彼此,可选地经由拐角连接件结合或焊接至彼此。
108.在一些实施方式中,每个框架构件的一个端部或两个端部可以被斜接,并且经斜接的端部被结合、焊接或以其他方式连结在一起。
109.对框架进行构造的步骤、以及在具有不与框架构件一体形成的张紧装置的实施方式中将张紧装置附接至相应的框架构件的步骤,可以以任何顺序执行。
110.在一些实施方式中,例如,其中,每个张紧装置通过沿着由相应框架构件限定的通道或槽滑动来附接至每个框架构件,通道或槽的一个端部或两个端部可以在框架已经被构造时被阻挡(以便至少部分地将张紧装置保持)。在这样的实施方式中,张紧装置可以在所述框架构件被固定就位之前附接至相应的框架构件,以便阻挡所述通道或槽。
111.在一些实施方式中,框架或者每个框架构件包括一个或更多个进入孔口,以便于将张紧装置插入框架或者从框架移除。
112.每个框架构件可以包括参照边缘,该参照边缘在使用中限定了印刷丝网组件的印刷丝网边缘的水平线。
113.第一框架构件和第二框架构件(以及在存在的情况下第三框架构件和第四框架构件)的参照边缘可以是共面的。
114.每个参照边缘可以是表面、唇缘或脊部。
115.在静止位置中,张紧装置的附接部分可以位于相应框架构件的参照边缘的平面之外。使张紧装置弹性偏转可以使张紧元件大体枢转,以使附接部分进入、靠近或穿过并经过参照边缘的平面。
116.该方法可以包括使印刷丝网与所述/每个参照边缘接触,并且然后将印刷丝网紧固。该方法可以包括使印刷丝网与所述参照边缘/每个参照边缘接触,并且使印刷丝网的延伸超过参照边缘的一部分弯折成与所述附接部分/每个附接部分接触。
117.在一些实施方式中,该方法可以包括释放预张紧力,从而使印刷丝网与参照边缘接触。
118.该方法可以包括在印刷丝网上形成印刷图案。
119.在一些实施方式中,丝网是网状乳剂丝网,并通过将一层光敏聚合物-前体溶液或悬浮液施加至网状件,并且使聚合物-前体选择性地固化以形成聚合物掩模来产生图案;如本领域技术人员所知得那样。
120.在一些实施方式中,丝网由片材材料(比如聚合物片材或诸如不锈钢片材的金属片材)形成,并且该方法可以包括对印刷图案进行精确切割。精确切割可以包括激光切割。可以采用其他精确切割方法(比如水喷射、等离子切割等)。
121.该方法可以包括对印刷丝网进行紧固,并且然后产生印刷图案,或者更典型地,产生印刷图案并且然后对印刷丝网进行紧固。
122.将印刷丝网紧固至第一张紧装置的附接部分以及将印刷丝网紧固至第二张紧装置(以及可选的第三张紧装置和第四张紧装置)的附接部分可以包括焊接、使用粘合剂结合,或者可以通过钩状部将印刷丝网紧固至每个所述附接部分。对印刷丝网进行紧固可以包括铆接。
123.焊接可以包括激光焊接。方便的是,其中,激光用于产生印刷图案,相同的激光可以用于将印刷丝网焊接至所述附接部分。
124.可以使用任何合适的焊接模式,包括一条线、多条线(连续的或平行的)或一系列焊点。
125.印刷丝网可以包括钩状部,该钩状部沿着印刷丝网的下述长度延伸:该长度与每
个张紧装置所沿着延伸的长度基本上对应。该方法可以包括将每个钩状部钩至每个张紧装置的相应附接部分。
126.也就是说,印刷丝网可以包括第一钩状部和第二钩状部以及可选的第三钩状部和第四钩状部。将理解的是,在钩状部于丝网紧固至张紧装置之前与该丝网成一体或附接的实施方式中,当施加预张紧力时,所述钩状部将被间隔开以允许相对的钩状部被紧固,但是当相应的相对的张紧装置(第一张紧装置和第二张紧装置,可选的第三张紧装置和第四张紧装置)处于它们的静止位置时,相对的钩状部不会被紧固。
127.钩状部可以与印刷丝网成一体。钩状部可以例如通过沿着印刷丝网片材材料的边缘弯折来形成。
128.该方法可以包括将钩状部联接至印刷丝网。单独的钩状部可以由与印刷丝网不同的材料或不同厚度/强度的材料形成,这可以有利于例如在使用非常薄的印刷丝网时将丝网牢固地紧固至附接部分。
129.钩状部可以通过包括结合、焊接、铆接等在内的任何合适的方法联接。
130.方便地,在使用激光产生印刷图案的实施方式中,以及/或者在激光用于该方法的其他部分中(例如,附接部分与丝网的激光焊接、张紧装置的激光处理、框架构件经由激光焊接的连结)的实施方式中,可以使用相同的激光将钩状部激光焊接至印刷丝网。
131.在一些实施方式中,丝网和钩状部两者可以焊接或结合至附接部分,以便提供附加的强度。
132.该方法可以包括构造用于大体正方形或矩形印刷丝网的印刷丝网组件。
133.该方法可以包括可选地在框架上就地将印刷丝网切割成一定尺寸。例如,印刷丝网可以设置在较大的材料片材或材料卷材或网状件上并被切割成一定尺寸。
134.在包括激光焊接和/或切割(或另一种形式的切割或焊接)的实施方式中,该方法可以包括使用相同的设备进行焊接、产生印刷图案并且/或者将印刷丝网切割成一定尺寸。
135.根据本发明的第三方面,提供了一种制造用于印刷丝网组件的框架的方法,该方法包括:
136.设置长形第一框架构件和与第一框架构件平行且成固定关系的长形第二框架构件;每个框架构件具有从每个框架构件沿其长度延伸的相应的悬臂式的第一张紧装置和张紧装置;
137.该方法包括由弹性片材材料形成第一张紧装置和第二张紧装置,并且通过从弹性片材材料移除材料、对弹性片材材料进行机加工和/或蚀刻来预先选择第一张紧装置以及/或者第二张紧装置的弹性(以便预先选择在使用中使印刷丝网张紧时所施加的张力,如本文中所公开)。
138.本发明在第四方面中进一步扩展至一种构造印刷丝网组件的方法,该方法包括:通过第三方面的方法制造框架(或者设置根据下面论述的第七方面的框架);施加预张紧力以使第一张紧装置朝向第二框架构件弹性地偏转(并且可选地使第二张紧装置朝向第一框架构件弹性地偏转);
139.在使第一张紧装置和可选的第二张紧装置预张紧的同时,将印刷丝网紧固至第一张紧装置的附接部分;
140.将印刷丝网紧固至第二张紧装置的附接部分;以及
141.从第一张紧装置(并且如果第二装置预张紧的话则从第二装置)释放预张紧力,以便对印刷丝网施加张力。
142.将理解的是,框架可以包括第三框架构件和第四框架构件以及相应的张紧元件。
143.该方法可以包括选择性地减小弹性片材材料的厚度。
144.该方法可以包括在片材材料中切割一个或更多个槽、切口或孔口或者从片材材料切割一个或更多个槽、切口或孔口。
145.该方法可以包括对弹性片材材料进行精确处理、比如激光加工或蚀刻,以选择性地减小厚度或者切割出槽、切口或孔口。
146.在一些实施方式中,该方法可以包括沿着相应框架构件的所述长度改变第一张紧装置和/或第二张紧装置的弹性。
147.可以通过使弹性片材材料弯折,例如通过辊轧成形、压制、冲压等来制造张紧装置。
148.片材材料可以在弯折之前被机加工和/或蚀刻。
149.该方法可以包括形成至少一个第一张紧装置和/或第二张紧装置,并且然后将所述至少一个第一张紧装置和/或第二张紧装置附接至相应的框架构件。
150.该方法可以包括为所述张紧装置中的每一者设置张紧元件互锁结构,为每个框架构件设置对应的互锁结构;以及将每个张紧元件互锁结构附接至对应的框架构件互锁结构。
151.该方法可以包括通过将张紧装置的一部分、比如从张紧装置的边缘延伸的一部分或者张紧元件互锁结构插入到由框架构件限定的槽、通道或凹部中来将第一张紧装置和/或第二张紧装置附接至相应的框架构件。
152.可以通过使至少一个张紧元件大体沿着框架构件例如从长形框架构件的一个端部移动来将每个张紧元件互锁结构插入到所述槽、通道或凹部中。
153.每个框架构件可以包括单个槽、通道或凹部,或者包括多个槽、通道或凹部,槽、通道或凹部定尺寸成接纳张紧装置的一部分、比如张紧装置的互锁结构。
154.每个框架构件可以包括沿着框架构件的长度延伸的抵接布置结构。抵接布置结构可以相对于至少一个框架构件互锁结构而设置成使得在所述张紧装置的张紧元件互锁结构附接至抵接布置结构时,使用中的可预测的预张紧力可以通过张紧装置弹性地偏转成与抵接布置结构接触而被施加至张紧装置。
155.该方法可以包括对框架进行构造。
156.对框架进行构造可以包括将第一框架构件和第二框架构件彼此平行且间隔开地固定。
157.框架可以包括第三长形框架构件和第四长形框架构件以及相应的第三张紧装置和第四张紧装置。本文中所公开的关于第一长形框架构件和第二长形框架构件以及第一张紧装置和第二张紧装置的步骤适用于第三框架构件和第四框架构件以及第三张紧装置和第四张紧装置。
158.各个步骤可以以任何合适的顺序进行。
159.该方法可以包括对框架构件进行制造。每个框架构件可以通过机加工和/或挤压来制造。在一些实施方式中,框架元件由挤压的塑料材料或挤压的金属材料、比如铝形成。
160.该方法可以包括对每个框架构件进行挤压以形成下述长形框架构件:该长形框架构件具有至少一个抵接布置结构和至少一个框架构件互锁结构。
161.每个框架构件可以由诸如钢之类的片材材料通过辊轧、压制、翻折等而形成。
162.第一方面至第四方面的方法的其他可选步骤与关于本发明的第一方面至第四方面中的任何其他方面所公开的那些步骤相对应。
163.在第五方面,本发明扩展至一种印刷丝网组件,该印刷丝网组件包括:
164.框架,该框架具有长形第一框架构件和与第一框架构件平行且成固定关系的长形第二框架构件;
165.从每个相应的框架构件沿其长度延伸的悬臂式的第一张紧装置和悬臂式的第二张紧装置;每个张紧装置包括沿着所述长度位于张紧装置的自由端部处或靠近该自由端部的附接部分;
166.其中,第一框架构件包括第一抵接布置结构;其中,第一张紧装置能够操作成朝向第二框架构件弹性地偏转而与第一抵接布置结构接触;以及
167.印刷丝网,该印刷丝网附接至第一张紧装置的附接部分和第二张紧装置的附接部分并在这两个附接部分之间保持张紧。
168.当第一张紧装置在丝网被附接时而偏转成与抵接布置结构接触时,印刷丝网中的张力由施加至第一张紧装置的预张紧量来确定。
169.相应的框架构件的长度——张紧装置沿着该长度延伸——与张紧的印刷丝网的边缘的长度对应。
170.第二框架构件可以包括第二抵接布置结构;其中,第二张紧装置能够操作成朝向第一框架构件弹性地偏转而与第二抵接布置结构接触。
171.框架可以包括:长形第三框架构件和与第三框架构件平行的长形第四框架构件;以及从第三框架构件和其他框架构件沿着其长度延伸的相应的悬臂式的第三张紧装置和第四张紧装置;每个张紧装置包括沿着所述长度位于张紧装置的自由端部处或靠近该自由端部的附接部分;
172.其中,第三框架构件和第四框架构件大体在第一框架构件与第二框架构件之间延伸并且与第一框架构件和第二框架构件正交;
173.其中,第三框架构件包括第三抵接布置结构;其中,第三张紧装置能够操作成朝向另一框架构件弹性地偏转而与第三抵接布置结构接触;并且
174.第四框架构件包括第四抵接布置结构;其中,第四张紧装置能够操作成朝向第三框架构件弹性地偏转而与第四抵接布置结构接触;
175.其中,印刷丝网附接至第三张紧装置的附接部分和第四张紧装置的附接部分并在这两个附接部分之间保持张紧。
176.印刷丝网可以由片材材料、比如不锈钢形成。
177.印刷丝网可以焊接(例如,激光焊接)或结合或铆接至附接部分。
178.印刷丝网可以通过钩状部紧固至每个所述附接部分。
179.钩状部可以与印刷丝网成一体,例如通过沿着印刷丝网片材材料的边缘弯折而形成。
180.钩状部可以结合、焊接(例如激光焊接)、铆接等至印刷丝网。
181.在本发明的第六方面,提供了一种用于印刷丝网组件的框架,该框架包括:
182.长形第一框架构件和与第一框架构件平行且成固定关系的长形第二框架构件;
183.从每个相应的框架构件沿其长度延伸的悬臂式的第一张紧装置和悬臂式的第二张紧装置;每个张紧装置包括沿着所述长度位于张紧装置的自由端部处或靠近该自由端部的附接部分,以用于附接至印刷丝网;
184.其中,第一框架构件包括第一抵接布置结构;其中,第一张紧装置能够操作成朝向第二框架构件弹性地偏转而与第一抵接布置结构接触。
185.第二框架构件可以包括第二抵接布置结构;其中,第二张紧装置能够操作成朝向第一框架构件弹性地偏转而与第二抵接布置结构接触。
186.框架可以包括:长形第三框架构件和与第三框架构件平行的长形第四框架构件;以及从第三框架构件和其他框架构件沿着其长度延伸的相应的悬臂式的第三张紧装置和第四张紧装置;每个张紧装置包括沿着所述长度位于张紧装置的自由端部处或靠近该自由端部的附接部分;
187.其中,第三框架构件和第四框架构件大体在第一框架构件与第二框架构件之间延伸并且与第一框架构件和第二框架构件正交;
188.其中,第三框架构件包括第三抵接布置结构;其中,第三张紧装置能够操作成朝向另一框架构件弹性地偏转而与第三抵接布置结构接触;并且
189.第四框架构件包括第四抵接布置结构;其中,第四张紧装置能够操作成朝向第三框架构件弹性地偏转而与第四抵接布置结构接触。
190.每个张紧装置包括至少一个张紧元件,所述至少一个张紧元件从与相应框架元件联接的固定端部延伸至自由端部。
191.每个张紧元件的附接部分可以位于每个张紧元件的自由端部处或者接近每个张紧元件的自由端部。
192.每个附接部分可以构造成在张紧装置偏转成与相应的抵接布置结构接触时而附接至印刷丝网。将理解的是,张紧元件中的每个张紧元件将在偏转时倾向于围绕固定端部枢转,使得附接部分的取向可以改变。因此,当相应的张紧装置偏转成与抵接布置结构接触时,附接部分可以最佳地定向成用于附接至印刷丝网。
193.所述张紧装置或每个张紧装置可以包括诸如不锈钢之类的弹性片材材料,或者由诸如不锈钢之类的弹性片材材料形成。由第一张紧装置和第二张紧装置(以及在存在的情况下第三张紧装置和第四张紧装置)中的至少一者施加的张力可以通过以下方式而进行独立地预先选择:选择片材材料的材料性能(比如材料的厚度、弹性等)、从弹性片材材料移除材料、对弹性片材材料进行机加工和/或蚀刻。
194.因此,至少一个所述张紧装置可以具有可变的厚度。下述片材材料的特性将对于本领域技术人员来说是显而易见的:该片材材料已经被机加工(例如,cnc加工)或蚀刻(例如,使用激光)以选择性地减小其一个或更多个区域中的厚度。
195.替代性地或附加地,可以在片材材料中切割一个或更多个槽、切口或孔口或者从片材材料切割一个或更多个槽、切口或孔口,以由此控制弯折特性。
196.可以在片材材料中切割一个或更多个槽、切口或者从片材材料切割一个或更多个槽、切口,以限定多于两个的张紧元件。
197.槽、切口、孔口以及/或者机加工或蚀刻的图案可以沿着张紧装置的长度改变;例如,以在印刷丝网的中部提供增加的张力。
198.张紧装置可以附接至相应的框架构件、可选地以可移除的方式附接至相应的框架构件。
199.在一些实施方式中,如本文中所公开的,张紧装置通过互锁布置结构和/或通过插入到槽或通道中来附接至框架构件。
200.互锁布置结构可以包括位于所述张紧元件的固定端部处或附近的张紧元件互锁结构、比如唇缘或突出部,以及位于框架构件中的相应的槽、通道或凹部,其中,槽、通道或凹部包括适于与张紧元件互锁结构接合的框架构件互锁结构。
201.每个框架构件可以包括长形的槽或通道,该长形的槽或通道用于接纳所述张紧装置的一部分、比如张紧元件互锁结构。
202.每个框架构件可以包括抵接布置结构,该抵接布置结构包括单个抵接部或多于一个的抵接部。
203.抵接布置结构可以包括沿着框架构件的所述长度延伸的线性抵接部。
204.每个框架构件可以被铸造、机加工或挤压为单个件。每个框架构件可以由片材材料形成。
205.每个框架构件可以包括参照边缘,该参照边缘在使用中限定印刷丝网组件的印刷丝网边缘的水平线。
206.第一框架构件和第二框架构件(以及在存在的情况下第三框架构件和第四框架构件)的参照边缘可以是共面的。
207.框架可以包括固定至彼此的框架构件。例如,框架构件可以附接到基部框架上,或者可以通过拐角连接件连接,或者框架构件可以围绕框架直接连接至彼此;例如经由框架构件的斜接端部连接。
208.在静止位置中并且在一些实施方式中,当附接至印刷丝网时,每个张紧装置的附接部分可以位于相应框架构件的参照边缘的平面之外。
209.框架还可以包括一个或多个外部安全防护件或者能够连接至一个或多个外部安全防护件,外部安全防护件通常被称为手指防护件。
210.对于某些应用来说,印刷丝网可能非常薄且脆弱。此外,印刷丝网与附接部分之间的接合部可能相对脆弱,并且/或者丝网可能易于因张紧装置的意外运动而损坏。张紧装置和/或框架的附接部分和其他区域也可能存在锋利的边缘或者其他割伤或夹伤使用者的手的危险物。
211.所述外部安全防护件或手指防护件或者每个外部安全防护件或手指防护件可以为附接部分提供保护。
212.在一些实施方式中,所述外部安全防护件或每个外部安全防护件可以在框架已经被紧固之后或者在张紧装置已经联接至框架之后被附接。
213.所述外部安全防护件或每个外部安全防护件可以以任何合适的方式被附接,例如通过夹在框架元件上或夹至框架元件而被附接。外部安全防护件可以采取网状件或片材材料(例如翻折的片材材料)等形式。
214.所述外部安全防护件或手指防护件或者每个外部安全防护件或手指防护件可以
由材料片材形成。每个外部安全防护件可以与框架构件的其他部分一体地形成;可以由同一片材材料或坯件形成。
215.所述外部安全防护件或每个外部安全防护件可以设置有一个或更多个孔口。这些孔口可以为偏转元件提供用以接触相应张紧装置的入口。
216.在第七方面,本发明扩展至一种用于印刷丝网组件的框架,该框架包括:长形第一框架构件和与第一框架构件平行且成固定关系的长形第二框架构件;每个框架构件具有从每个框架构件沿着其长度延伸的相应的悬臂式的第一张紧装置和张紧装置;
217.其中,第一张紧装置和第二张紧装置由弹性片材材料形成,并且其中,第一张紧装置的弹性和/或第二张紧装置的弹性通过从弹性片材材料移除材料、对弹性片材材料进行机加工和/或蚀刻来预先选择(以便预先选择在使用中使印刷丝网张紧时所施加的张力,如本文中所公开)。
218.本发明在第八方面中扩展至一种印刷丝网组件,该印刷丝网组件包括第七方面的框架;以及
219.印刷丝网,该印刷丝网附接至第一张紧装置的附接部分和第二张紧装置的附接部分并在这两个附接部分之间保持张紧。
220.当提及一个结构特征与另一结构特征成固定关系时,指的是这两个结构特征例如通过一个或更多个其他结构特征直接或间接刚性地连接。
221.术语“设置”仅包括获取或具有,但还可以包括制造或制作。
222.术语弹性描述了材料或结构在变形(包括偏转、弯折等)后能够恢复至其原始形状的性能。可弹性变形的材料或结构可以是有弹性地变形的。
223.当提及一个结构特征与另一结构特征一体地形成时,指的是该结构特征由单个材料件、比如材料片材或材料块形成。一体形成在本文中不包括最初分离并且然后永久或暂时连结在一起的结构特征。
224.提及诸如上、下、上方、下方等取向的术语仅指的是图中所示出的取向,或者在说明的情况下指的是使用该装置时的取向,并且该术语并不意在进行限制。
225.本发明的每个方面的其他优选和可选的特征对应于本发明的任何其他方面的优选和可选的特征。特别地,在本文中所公开的方法涉及结构特征的情况下,将理解的是,本文中所公开的设备可以包括任何这样的结构特征。此外,在公开了设备的功能或操作的情况下,将理解的是,该方法可以包括这样的操作步骤或功能步骤。
附图说明
226.现在将参照以下附图对非限制性示例实施方式进行描述,在附图中:
227.图1示出了用于印刷丝网组件的框架的实施方式的立体图;
228.图2示出了穿过图1的框架的框架构件的横截面图;
229.图3示出了框架构件以及与框架构件的张紧装置相邻的偏转元件的立体图;
230.图4示出了框架构件以及与框架构件的张紧装置相邻的偏转元件的横截面图;
231.图5示出了框架构件和偏转元件的立体图,其中,张紧装置在附接至框架期间与抵接部和印刷丝网接触;
232.图6示出了框架构件和偏转元件的横截面图,其中,张紧装置在附接至框架期间与
抵接部和印刷丝网接触;
233.图7是穿过印刷丝网组件的框架构件的横截面图;
234.图8是印刷丝网组件的立体图;
235.图9示出了印刷丝网组件的框架构件以及偏转元件的横截面图,其中,张紧装置与框架构件的抵接部接触,并且印刷丝网具有与张紧装置的附接部分附接的钩状部分;
236.图10示出了在将印刷丝网激光焊接至附接部分期间的图9的印刷丝网组件的框架构件的横截面图;
237.图11示出了印刷丝网组件的框架构件以及偏转元件的横截面图,其中,张紧装置与框架构件的抵接部接触,长形钩状部分钩在张紧装置的附接部分周围,并且印刷丝网定位成附接至该附接部分;
238.图12示出了在将印刷丝网激光焊接至钩状部分和附接部分期间的图11的印刷丝网组件的框架构件的横截面图;
239.图13示出了框架构件的替代性实施方式的横截面图;
240.图14示出了在张紧装置的制造期间具有切口阵列的张紧装置的平面图;
241.图15和图16示出了在张紧装置的制造期间具有材料厚度减小区域的张紧装置的平面图和横截面图;
242.图17示出了具有多个张紧元件的张紧装置的平面图,这些张紧元件具有切口和厚度减小区域,其在张紧装置的制造期间沿着张紧装置的长度提供了预先选择的且可变的张力;
243.图18是用于印刷丝网组件的框架的另一实施方式;
244.图19是包括图18中所示出的框架的印刷丝网组件的另一实施方式;
245.图20是沿着框架构件的另一实施方式的横截面图;
246.图21和图22是图21的框架构件的横截面侧视图,其图示了张紧装置与框架构件的附接;
247.图23是用于印刷丝网组件的框架的实施方式的立体图;
248.图24和图25是图23的框架的详细的立体图和侧视图;以及
249.图26至图28是图20的框架构件的横截面侧视图,其图示了张紧装置的偏转和预张紧。
具体实施方式
250.图1示出了用于印刷丝网组件的框架10。该框架包括长形的第一框架构件20和长形的第二框架构件30。框架构件20、30通过侧构件12保持彼此成固定关系。框架构件20、30彼此平行。
251.图2更详细地示出了第一框架构件20的横截面图。框架构件20的上端部22沿着其上侧(在附图中所示出的取向上)限定有参照边缘22a,以限定使用中的印刷丝网的水平线。第一框架构件20的参照边缘22a和第二框架构件30的参照边缘32a共面。
252.在替代性实施方式中,框架构件不包括不同的参照边缘结构22a、32a,并且上端部22、32用作参照边缘。
253.朝向外边缘(距第二框架构件30最远),框架构件20限定有通道或槽24,在通道或
槽24中接纳有呈单个长形张紧元件26形式的张紧装置。张紧装置由弹簧钢形成,并且将在下面对制造该张紧装置的方法进行进一步详细地论述。
254.张紧元件26由互锁布置结构保持,该互锁布置结构的形式为沿着张紧元件26的下边缘形成的唇缘26a以及位于槽24中的相应的折弯部分24a。张紧元件互锁结构(唇缘26a)和框架构件互锁结构(折弯部24a)彼此接合,以将张紧装置保持至框架构件20。
255.张紧元件26大体沿着框架构件20的长度l从通道的端部24c插入到通道中。在替代性实施方式中(未示出),张紧装置可以从槽24b的上开口插入到通道中。这种替代性的附接方式可能需要张紧元件互锁结构在插入期间发生变形。
256.张紧元件26的附接部分26b在该张紧元件26的上端部处形成为用于附接印刷丝网的平台或凸出部。因此,张紧元件是悬臂式的,并且从互锁结构24a、26a所接合的固定端部延伸至包括附接部分26a的自由端部。
257.框架构件20还包括抵接布置结构,该抵接布置结构的形式为从槽24向上延伸的长形抵接部28。抵接部28沿着框架构件20的长度延伸,并且定轮廓且定位成当张紧元件如下面所论述得那样弹性偏转时,在张紧元件26的固定端部与自由端部之间接触张紧元件26。
258.在图2中所示出的“静止”位置中,张紧元件26的自由端部26b与抵接部28间隔开。
259.参照图3、图5和图8中所示出的示意性立体图以及图4、图6和图7中所示出的示意性横截面图,丝网组件70构造如下。
260.在所示出的实施方式中,通过偏转元件29(图3和图4)对张紧装置26施加预张紧力。偏转元件29具有面29a,面29a的轮廓具有与抵接部28基本上相同的曲率和取向。偏转构件沿方向x从框架的外侧朝向框架的相反端部移动,从而使张紧元件26朝向第二框架构件(即向内)偏转并且与抵接部28接触(图5和图6)。应当理解的是,在所示出的示例中,对应的偏转元件沿相反的方向-x从第二框架构件30附近移动,以使张紧装置36向内朝向第一框架构件20偏转。
261.同时在该位置中,印刷丝网60安置在框架10上方并且通过使用激光加工头50的激光焊接来沿着附接部分26b、36b附接。可以使用点焊接或线焊接。附接部分26b、36b可以与参照边缘22a、32a大体共面,稍微地偏离参照边缘22a、32a的平面(沿所示出的取向位于该平面的下方),使得印刷丝网的平面度可以被精确地限定。
262.然后偏转元件29被移除以释放预张紧力,从而使第一张紧元件26与第二张紧元件36之间的框架张紧。图8中示出了已完成的印刷丝网组件70。
263.当预张紧力被释放时,张紧元件可以在一定程度上远离抵接部朝向静止位置回弹。任何这种回弹的程度可能取决于印刷丝网所用的材料。例如,尽管不锈钢丝网将表现出最小的回弹,但是对于塑料片材或网状印刷丝网可以观察到更大程度的回弹。
264.对于诸如使偏转元件移动以便使张紧元件预张紧、将印刷丝网定位和附接等步骤而言,该方法特别地易于自动化。
265.可以通过诸如激光切割、乳化方法等常规方式在印刷丝网上设置印刷图案。在使用激光加工来产生印刷图案的情况下,可以(在附接至框架之前或之后)使用相同的激光加工头50。
266.框架可以可选地就地(例如,从较大的片材或卷材)切割成一定尺寸,或者可以以预先切割的形式设置。
267.图9示出了印刷丝网62的另一实施方式,印刷丝网62已经被辊轧成形以产生钩状边缘62a。丝网62通过将钩状边缘62a钩在附接部分26b上方来附接至框架。通过张紧元件26朝向其静止位置的弹性偏置,附接部分被进一步推入到钩状边缘中。
268.用于为附接部提供附加的强度(如对于特别高度张紧的丝网而言可能需要),可以沿着附接部分的长度采用焊接(或结合、铆接等其他方式),同时在钩状边缘62a与附接部分之间施加预张力,如图10中所示。
269.图11和图12中示出了将印刷丝网62’附接至附接部分26b的替代性方式。框架的每个端部处(或沿每侧)的附接部分26b上方定位有单独的、长形的钩状部分62b,并且丝网62’安置在该钩状部分62b上方。然后,钩状部分、丝网和附接部分被激光焊接在一起。
270.钩状部分的材料厚度或者实际上是材料本身可以独立于丝网进行选择。这对于例如非常薄的印刷丝网可能是特别有益的。
271.在又一实施方式中,钩状部分可以在印刷丝网附接至框架之前附接至印刷丝网。例如,在使用网状丝网的情况下,钩状部分可以焊接或以其他方式结合,并且印刷丝网(与钩状部一起)附接至框架。
272.图13示出了框架构件80的另一实施方式的横截面图。框架构件80由诸如不锈钢的片材材料压制或辊轧成形,并且具有限定长形孔口84的大体中空箱形截面构造。片材材料的限定孔口的边缘用作互锁结构84a,以用于与张紧元件26的唇缘26a接合。从孔口84向上延伸的面88在使用中用作抵接部。上顶点82限定有参照边缘。随着张紧元件26偏转成与抵接部88接触,互锁结构26a、84a将被进一步推入成彼此接合。
273.在又一实施方式(未示出)中,框架和张紧元件由片材材料共同形成,或者张紧元件可以焊接、铆接或螺栓连接至框架构件。
274.本领域技术人员将理解的是,框架构件(和侧构件)能够以多种方式连接在一起成彼此固定关系,例如如图中所示得那样直接连接、或者经由拐角件连接、或者经由限定框架周缘的基部框架连接在一起,所有构件都连接至该基部框架。
275.还将理解的是,虽然示出了包括单个框架元件的每个框架构件20、30、80的张紧装置,但是在替代性实施方式中,可以例如通过沿着片材材料的边缘切割槽或细褶皱部来包括多于一个的张紧元件。在其他实施方式中,张紧元件甚至可以彼此完全分离。
276.框架可以以本文中所公开的方式组装,包括通过预先选择张紧装置的弹性来形成该框架的张紧装置。
277.张紧装置的弹性可以通过从制造张紧元件的片材材料选择性地移除材料来预先选择。在一个示例中,如图14中所示,为了选择性地减少在给定的框架构件比如框架构件20、3的使用中所施加的预张紧量;开口91的图案被激光切割到片材材料90中,如图14中所示。片材材料然后沿着线94和96被翻折或挤压,以分别形成附接部分96b和唇缘96a。
278.图15中示出了又一示例,在该示例中,片材材料110的区域113通过激光加工来选择性地减小厚度(参见图16中沿着a-a的横截面),以便选择性地减小所得到的张紧元件的弹性。替代性地,可以使用cnc加工或其他加工方法。然后片材材料被。片材材料然后沿着线114和116被翻折,以分别形成附接部分116b和唇缘116a。
279.在替代性实施方式中,可以使用其他图案或者使用减小的厚度与切口的组合。移除的材料的量也可以沿着张紧装置的长度改变,例如如图17中所示,其中,切口121和激光
蚀刻123两者被采用,并且其中,槽125被切穿至片材材料的位于翻折线126上方的边缘。所得到的张紧装置120包括单个互锁结构126a以及沿着相反边缘的多个张紧元件126和附接部分126b;施加至张紧元件的预张紧在使用中也沿着张紧元件的长度改变。
280.图18示出了框架210的另一实施方式,并且图19示出了印刷丝网组件270的实施方式,其中,印刷丝网260紧固至框架210。与框架10和组件70一样的特征设置有增加了200的类似附图标记。
281.框架210和组件270类似于框架10和组件70并且包括第一框架构件220和第二框架构件230,每个框架构件具有从每个框架构件沿着其长度延伸的长形的张紧元件226、236。此外,框架210和组件270包括第三框架构件240和第四框架构件250,第三框架构件240和第四框架构件250包括从每个框架构件沿着其长度延伸的相应的第三张紧元件246和第四张紧元件256。第三框架构件240和第四框架构件250彼此平行,并且与第一框架构件220和第二框架构件230正交。框架构件220、230、240、250联接至彼此,并且它们的参照边缘222a、232a、242a和252a共面。
282.为了将丝网260紧固至附接部分226b、236b、246b、256b,张紧元件226、236、246、256向内偏转成与相应的抵接部接触,并且当张紧元件处于该位置时,丝网沿着每个附接部分的长度被焊接至附接部分;并且因此沿着丝网的边缘且基本上围绕丝网260的周缘被焊接至附接部分。用于使张紧元件偏转的预张紧力然后可以被释放。丝网270由此在两个正交方向上被张紧。
283.可以通过下述偏转元件(未示出)如上面关于框架10所描述得那样施加预张紧力:这些偏转元件能够从所有四个框架构件的外侧相对于框架向内移动。
284.在替代性实施方式中,第一张紧元件和第二张紧元件被偏转并紧固至丝网,并且偏转元件被取出;然后整个组件旋转90度,使得相同的偏转元件可以用于对第三张紧元件和第四张紧元件施加预张紧力,以用于将对应的附接部分紧固至丝网。
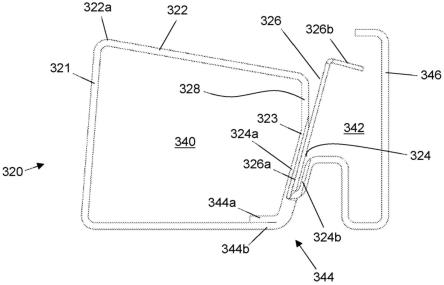
285.图20示出了垂直于长形的框架构件320的长度方向所截取的框架构件320的另一实施方式的横截面图。框架构件320由诸如钢之类的片材材料形成。框架构件320在该框架构件的上侧部322与内侧部321之间的顶点处包括参照边缘322a,以在使用中限定印刷丝网的水平线。将理解的是,限定框架的第一框架构件和第二框架构件的参照边缘以及通常还有第三框架构件和第四框架构件的参照边缘的水平线将是共面的(例如,如图23中所示)。
286.框架构件320限定了总体上如340表示的大体箱形截面部分,该箱形截面部分延伸至总体上如342表示的安全防护部分(也可以被称为“手指防护件”)。在箱形截面部分与安全防护部分之间限定有槽324。
287.通过将张紧装置的从其下边缘(沿图中所示出的方向)延伸的部分326a插入到槽324中来将张紧装置326附接至框架构件320。如此附接,张紧装置具有固定端部326a和自由端部326b,自由端部326b构造成用于附接至如本文中所公开的印刷丝网。
288.固定端部326a通过槽的内表面与张紧装置的片材材料之间的摩擦来保持在槽中。可选地,例如在不需要移除或更换张紧装置的情况下,可以采用点焊接(例如,使用激光)来将张紧装置保持或进一步保持在槽中。
289.在替代性实施方式中,槽可以是弯曲的、扭结的或回旋的,并且固定端部或张紧装置的从下边缘延伸的部分对应地构造成用作互锁布置结构。
290.箱形截面部分340包括两层片材材料交叠的交叠区域344。在所示出的实施方式中,内层344a被弹性地推动抵靠外层344b,但是可以可选地使用点焊接或线焊接、结合固定或机械固定。
291.槽324的内壁324a与外壁324b之间的距离与张紧装置326的片材材料的厚度基本上相同。在替代性实施方式中,壁326a与壁326b之间的距离可以稍微较窄,使得壁326a、326b在张紧装置的部分326a插入到槽中时被该部分326a稍微推开。在这样的实施方式中,施加在箱形截面部分的交叠层之间的弹性作为“夹紧力”来帮助将张紧装置保持。
292.箱形截面部分340的外侧部323(或者在缺少手指防护件的实施方式中的框架构件本身的外侧部)限定了槽324的内壁324a和抵接布置结构328。
293.抵接布置结构从槽的壁324a朝向外侧部321以一定角度延伸。在所示出的实施方式中,抵接布置结构是大体竖向的(在附图中所示出的方向上),但是在替代性实施方式中,抵接布置结构可以朝向外侧部321进一步成角度或者朝向外侧部321成角度得稍小。如本文中所公开的,在其他实施方式中,抵接布置结构可以是弯曲的。
294.抵接布置结构328与张紧装置326的从槽324延伸出的部分间隔开,使得张紧装置326的自由端部326b是悬臂式的。
295.框架构件320还包括安全防护件346,安全防护件346在使用中围绕经组装的框架的外侧延伸并保护印刷丝网的外边缘;印刷丝网的外边缘可以是尖锐的且在某些情况下能够造成伤害。安全防护件设置有孔口(下面将进一步详细地论述),这些孔口在使用中用以允许偏转元件进入以使张紧装置偏转。
296.为了制造框架构件320,在钢片材中通过下述方式来制造框架构件320的“坯件”:激光切割出孔口(未示出),以用于沿着将形成抵接布置结构328的长度对准偏转元件,沿着将形成安全防护件的长度对准进入孔口;以及激光切割出框架构件图案的轮廓。在替代性实施方式中,孔口和轮廓可以通过机械加工或其他方式机加工而成,或者由片材冲压而成。如本领域技术人员所知的,框架构件然后被辊轧成形、压制和/或冲压成所需的构型。
297.图21和图22示出了在将张紧装置326附接至框架构件320的过程期间的框架构件320的横截面图。
298.框架构件320构造成使得安全防护件346的最内侧部分与抵接布置结构328之间的竖向间隙g为张紧装置326大体沿方向a竖向地插入其间留出空间。
299.张紧装置326的下边缘326c与槽324的上端部处的倾斜或弯曲表面324c接触,并且被导引到槽中,从而使张紧装置326挠曲,直到附接部分326b越过安全防护件346的顶部。如图22中所示出的,张紧元件326的附接部分326b然后可以被允许返回至“静止”位置,并且张紧元件大体沿方向b插入到槽324中。
300.安全防护件可以可选地设置有下孔口346l,导引销或杆(未示出)可以插入穿过下孔口346l,以有助于使张紧装置的下部部分326a挠曲或者导引该张紧装置的下部部分326a越过倾斜表面324c并进入槽324中。
301.如本领域技术人员所知的,这种附接可以手动或自动地进行。
302.图23示出了用于印刷丝网组件的框架310的立体图,框架310包括平行的长形第一框架构件320a和长形第二框架构件320b,以及平行的第三框架构件320c和第四框架构件320d。框架构件320a、320b、320c、320d如上文关于框架构件320所描述得那样构造。框架构
件在经焊接的斜接拐角处附接至彼此(参见图24),并且因此相对于彼此成固定关系。
303.上孔口346u的阵列以及位于每个框架构件的每个端部处的进入槽350沿着各个框架构件320a~320d的外安全防护件可见。每个框架构件(构件320a和320d在图24中是可见的)具有斜接(即,对角)端部360a、360b。框架构件的端部沿着斜接端部的可接近部分焊接,以将框架构件附接至彼此。
304.图25是沿z方向观察到的框架310的侧视图。对应的张紧装置4326及张紧装置的附接部分4326b通过第四框架构件320d的外安全防护件中的孔口426u可见。第一框架构件320a的抵接布置结构328a通过附图中最左侧的孔口346u也可见。
305.第一框架构件320a的张紧装置1326通过进入槽350可见。对应的槽穿过第三框架构件320c的安全防护件定位在张紧装置1326的另一端部处。
306.在张紧装置的附接之后,安全防护件可能会妨碍接近该张紧装置。进入槽350有利于通过在框架的相反侧部处凭借槽350沿着相应框架构件的长度对张紧装置施加力来经由槽350将张紧装置移除。
307.第二框架构件320b的张紧装置2326和第三框架构件320c的张紧装置3326在图23中可见。将理解的是,这些张紧装置可以在框架构件附接至彼此之前或之后而附接至相应的框架构件。
308.图26和图27示出了框架构件320的横截面图,并图示了张紧装置326的预张紧。
309.呈销或杆形式的偏转元件329穿过安全防护件326中的上孔口326u被引入。将理解的是,张紧装置将在使用中通过将对应的销329的阵列沿着框架构件320的长度插入穿过孔口346u的阵列而偏转。典型地,偏转元件将被引入至框架310的相反侧部或全部四个侧部,以使张紧装置同时偏转。
310.销329具有延伸至较宽直径的杆部分329b的渐缩梢部部分329a。在杆部分329b的远端端部处围绕渐缩梢部部分329a延伸有凸缘329c。为了使张紧装置326偏转并预张紧,杆329沿方向d前进,使得梢部329a延伸穿过贯穿张紧装置326的上孔口326u以及贯穿抵接布置结构328的孔口328u,如图27中所示。沿着方向d观察到,孔口326u、328u和346u基本上对准。
311.孔口326u的直径小于杆部分329b的直径,使得当杆329前进时,凸缘329c围绕孔口326u抵接张紧装置326,并且使张紧装置326朝向抵接布置结构328偏转并与抵接布置结构328接触,如图28中所示。
312.当张紧装置处于如图26中所示出的“静止”位置时,抵接布置结构328与张紧装置326的自由端部326b之间的预定距离使得在张紧装置如图28中所示得那样偏转成与抵接布置结构328接触时,预定量的弹性势能被存储在张紧装置326中。
313.在该预张紧位置中,张紧装置的自由端部328b处的附接部分能够经由间隙g接近。因此,印刷丝网能够通过本文中所公开的任何方式附接至该附接部分(例如,如上面参照图6、图7以及图9至图12所描述的)。
314.当偏转元件329随后被取出时,印刷丝网在弹性的张紧装置的作用下处于张紧状态,并且印刷丝网在参照边缘322a上方被拉紧。
315.虽然本文中已经描述了示例性实施方式,但是这些示例性实施方式不应当被解释为对如本文中所公开的和所附权利要求中所述的本发明的范围内的改型和变型进行限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1