印刷品的制造方法、印刷装置及印刷罐与流程
1.本发明涉及一种印刷品的制造方法、印刷装置及印刷罐。
背景技术:
2.在印刷罐的制造工序中,进行着对形成罐体的金属板或者在罐体与罐底一体成型后对罐体印刷图案和文字的工序。在金属板或罐体上的印刷可以是版式印刷,也可以是喷墨印刷,在采用喷墨印刷的情况下,具有不需要制版成本、且能够在短时间内更改印刷设计的优点。
3.作为使用了喷墨印刷的印刷罐上的印刷技术,例如在专利文献1的图5中公开了以下技术:从与白色(w)、黄色(y)、品红色(m)、青色(c)、黑色(k)的每个油墨对应的喷墨头依次喷射各油墨的液滴,在安装于芯轴上的无缝罐上形成印刷图像。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2012-86870号公报。
技术实现要素:
7.发明要解决的问题
8.喷墨图像印刷的最小单位是在承印物上形成的油墨的点,为了印刷例如要求精细图像的照片图像、文字图像等分辨率高的图像,需要减小点直径。然而,金属制或树脂制的承印物由于油墨吸收性低,因此在承印物上直接进行喷墨印刷的情况下,油墨在承印物的表面浸润扩展而使得点直径变大,无法得到精细的图像。本发明的课题是通过调节油墨的浸润扩展,从而在金属制或树脂制的承印物上印刷高精细的喷墨图像。
9.用于解决问题的方案
10.为了解决上述问题,本发明人等进行了深入研究,想到了在承印物的表面设置基底层来抑制油墨的浸润扩展。然后,本发明人等发现通过在对金属制或树脂制的承印物进行的喷墨印刷中,对基底层所包含的交联性树脂进行半交联,可调节油墨的浸润扩展,能够印刷高精细的图像,从而完成了本发明。
11.即,本发明包括以下内容。
12.[1]一种印刷品的制造方法,为对金属制或树脂制的承印物实施喷墨印刷的印刷品的制造方法,上述制造方法包括:
[0013]
基底层形成步骤,在上述承印物的表面的至少一部分形成含有交联性树脂的基底层;
[0014]
半交联步骤,对上述基底层所包含的上述交联性树脂进行半交联;以及
[0015]
印刷步骤,在上述半交联步骤后的上述基底层的表面的至少一部分进行喷墨印刷而形成喷墨印刷层。
[0016]
[2]根据[1]所述的印刷品的制造方法,其中,上述制造方法还包括至少在上述喷
墨印刷层上形成外涂层(overcoat layer)的外涂层形成步骤。
[0017]
[3]根据[1]或[2]所述的印刷品的制造方法,其中,上述交联性树脂为选自丙烯酸树脂、聚酯树脂、环氧树脂、乙烯基树脂、聚氨酯树脂及氨基树脂中的一种以上的树脂。
[0018]
[4]根据[1]~[3]中任一项所述的印刷品的制造方法,其中,上述基底层还含有氧化钛。
[0019]
[5]根据权利要求[1]~[4]中任一项所述的印刷品的制造方法,其中,上述半交联步骤通过加热基底层来进行。
[0020]
[6]根据[1]~[4]中任一项所述的印刷品的制造方法,其中,上述半交联步骤通过对基底层照射活性能量射线来进行。
[0021]
[7]根据[1]~[6]中任一项所述的印刷品的制造方法,其中,上述承印物为容器用金属板、金属容器、容器用树脂膜或树脂容器。
[0022]
[8]根据[7]所述的印刷品的制造方法,其中,上述承印物为无缝饮料罐。
[0023]
[9]一种印刷装置,其为对金属制或树脂制的承印物实施喷墨印刷的印刷装置,上述印刷装置具有:
[0024]
运送装置,运送上述承印物;
[0025]
基底层形成装置,在上述承印物的表面的至少一部分形成含有交联性树脂的基底层;
[0026]
固化装置,设置在上述涂布装置的下游且对上述基底层所包含的上述交联性树脂进行半交联;以及
[0027]
喷墨印刷台,设置在上述固化装置的下游且在上述基底层的表面的至少一部分进行喷墨印刷而形成喷墨印刷层。
[0028]
[10]根据[9]所述的印刷装置,其中,上述印刷装置具有在上述喷墨印刷层上形成外涂层的外涂层形成装置。
[0029]
[11]一种印刷罐,其具有喷墨印刷层和基底层,
[0030]
上述喷墨印刷层形成在上述基底层的表面的至少一部分,
[0031]
上述基底层形成在罐体的表面的至少一部分且含有已交联的树脂。
[0032]
[12]根据[11]所述的印刷罐,其中,上述喷墨印刷层的印刷分辨率为300dpi以上。
[0033]
[13]一种带基底层的金属罐,其在罐体的表面的至少一部分具有含有已半交联的交联性树脂的基底层。
[0034]
发明效果
[0035]
根据本发明,能够通过调节油墨的浸润扩展,从而在金属制或树脂制的承印物上印刷高精细的喷墨图像。
附图说明
[0036]
图1是示出本实施方式的印刷装置的结构的一个例子的概略图。
[0037]
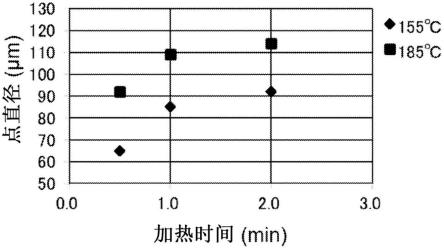
图2是描绘实验例1~6中的半交联条件与点直径的关系的图。
具体实施方式
[0038]
(1、印刷品的制造方法)
[0039]
本发明的第一实施方式是包括以下步骤的印刷品的制造方法:基底层形成步骤,在金属制或树脂制的承印物的表面的至少一部分形成含有交联性树脂的基底层;半交联步骤,对上述基底层所包含的上述交联性树脂进行半交联;以及印刷步骤,在上述半交联步骤后的上述基底层的表面的至少一部分进行喷墨印刷而形成喷墨印刷层。
[0040]
(1-1、基底层形成步骤)
[0041]
基底层形成步骤是在金属制或树脂制的承印物的表面的至少一部分形成含有交联性树脂的基底层的步骤。
[0042]
承印物只要是容易产生油墨的浸润扩展的金属制或树脂制的承印物就没有特别限定,能够采用各种物品。
[0043]
作为金属制的承印物,可以举出:侧面具有接缝的三片罐(焊接罐)、无缝罐(二片罐)等金属容器;金属板,优选用于构成三片罐罐体的金属板等。其中,金属制的承印物优选无缝罐,更优选无缝饮料罐。
[0044]
作为树脂制的承印物,可以举出:袋等容器用膜、标签用膜等树脂膜;pet瓶、多层塑料容器、管状容器等树脂容器等。
[0045]
作为基底层,只要是含有交联性树脂的层就没有特别限定,例如可以是锚涂层、底涂层、白色涂层等。在基底层为白色涂层的情况下,优选含有氧化钛作为颜料。
[0046]
基底层的形成方法没有特别限定,例如可以通过涂布含有交联性树脂的涂料来形成,也可以通过对含有交联性树脂的薄膜进行层压来形成。另外,基底层的厚度没有特别限定,本领域技术人员能够适当地设定。
[0047]
作为交联性树脂,没有特别限定,能够采用热交联性树脂、活性能量射线交联性树脂等。另外,在本实施方式中,活性能量射线是指紫外线、电子线、α线、β线、γ线等电离放射线。
[0048]
作为更具体的交联性树脂,能够举出:聚丙烯腈、聚丙烯酸甲酯、聚甲基丙烯酸甲酯等(甲基)丙烯酸树脂;聚对苯二甲酸乙二醇酯、间苯二甲酸改性聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯等聚酯树脂;双酚a型环氧树脂、双酚f型环氧树脂、甲酚酚醛环氧树脂等环氧树脂;聚醋酸乙烯酯、聚氯乙烯等乙烯基树脂;二苯甲烷二异氰酸酯-聚乙二醇共聚物等聚氨酯树脂;三聚氰胺树脂、尿素树脂、苯并胍胺树脂等氨基树脂等。这些交联性树脂不限于一种,也能够是混合两种以上的混合树脂。
[0049]
交联性树脂优选选自通过与后述的喷墨印刷用油墨和/或外涂层的固化相同的方式进行交联的树脂。由此,在油墨和/或外涂层的固化的同时进行交联性树脂的交联,不需要另外进行使交联性树脂充分交联的步骤,因此能够降低制造成本。
[0050]
在不损害基底层功能的范围内,基底层根据需要也可以含有交联性树脂以外的树脂、交联剂、交联促进剂、各种添加剂等。
[0051]
(1-2、半交联步骤)
[0052]
半交联步骤是对通过基底层形成步骤形成的基底层所包含的交联性树脂进行半交联的步骤。通过对基底层所包含的交联性树脂进行半交联,从而能够调节通过后述的喷墨印刷而着落于基底层上的油墨的浸润扩展,印刷高精细的图像。
[0053]
另外,半交联(有时称为半固化、预固化等)是指交联性树脂的交联正在进行但交联反应未完全结束的状态。
[0054]
在本实施方式中,交联性树脂的半交联状态能够通过使用异丙醇(ipa)作为溶剂的ipa擦拭法来评价。该评价值通过用ipa润湿半交联物的状态下进行的擦拭次数来表示,该评价值越大表示交联正在进行,该评价值越小表示交联处于不进行的状态。在本实施方式中,该评价值优选在5次以上且50次以下的范围,更优选在11次以上且40次以下。如果该评价值为上述上限以下,则能够抑制油墨的过度浸润扩展来形成直径小的点。此外,通过评价值为上述下限以上,则抑制了基底层的粘接性,例如在运送承印物等时,能够避免多个承印物的基底层之间的粘接等不良情况。
[0055]
半交联方法能够根据交联性树脂适当地选择。
[0056]
例如,在交联性树脂是热交联性树脂的情况下,可以通过加热基底层进行半交联。用于达到目标半交联状态的加热温度、加热时间等加热条件可以根据所使用的交联性树脂、喷墨油墨的种类、目标点的直径等适当地改变。作为具体例子,如后述的实施例那样,在想要通过含有聚酯树脂作为交联性树脂的涂料来形成基底层并使用热固性油墨(日本多玛得公司制造的黑色油墨)以直径为85μm的点形成分辨率为300dpi的图像的情况下,能够通过在155℃进行1分钟的预烘烤来达到期望的交联状态。
[0057]
此外,在交联性树脂是活性能量射线交联性树脂的情况下,能够通过紫外线、电子线等活性能量射线照射基底层来进行半交联。用于达到目标半交联状态的照射条件可以根据所使用的交联性树脂、是否添加交联促进剂、目标点直径等适当地改变。
[0058]
(1-3、印刷步骤)
[0059]
印刷步骤是在半交联步骤后的基底层的表面的至少一部分进行喷墨印刷来形成喷墨印刷层的步骤。通过喷墨印刷印刷的图像没有特别限定,可以是照片、图案、文字等各种图像。
[0060]
在喷墨印刷中,例如如图1所示,从与白色(w)、黄色(y)、品红色(m)、青色(c)、黑色(k)等每个油墨对应的喷墨头依次喷射各油墨的液滴,形成喷墨印刷层。另外,各个颜色的喷墨头的配置不限于图1所示的例子,能够以任意顺序来配置。
[0061]
作为本实施方式中的喷墨印刷用油墨,只要不损害本发明的效果就没有特别限定,能够从对现有的金属制或树脂制的记录介质进行喷墨印刷所使用的、已知的热干燥型油墨、热固油墨、活性能量射线固化型油墨(例如,紫外光固化型油墨、电子束固化型油墨等)中适当的选择并使用。
[0062]
油墨的表面张力优选为25mn/m以上且30mn/m以下。通过使油墨的表面张力在上述范围内,抑制了油墨的浸润扩展,从而容易形成直径小的点。为了调节油墨的表面张力,能够通过例如适当地调节油墨中的染料、颜料的种类、添加硅系等表面活性剂、适当地调节溶剂的种类等来进行。
[0063]
此外,虽然也取决于喷墨头的种类等,但油墨的粘度优选为8mpa
·
s以上且15mpa
·
s以下。通过使油墨的粘度在上述范围内,抑制了油墨的浸润扩展,从而容易形成直径小的点。为了调节油墨的粘度,能够通过例如适当地调节作为粘合剂的树脂的种类、使油墨中含有二氧化硅等无机微粒、添加增稠剂、适当地调节溶剂的种类等来进行。
[0064]
在本实施方式中,在对基底层所包含的交联性树脂进行半交联后,在基底层上进行喷墨印刷,由此能够印刷直径小的点,能够形成高精细的图像。在本说明书中,高精细的图像是指例如分辨率为300dpi以上、600dpi以上、720dpi以上、或1200dpi以上的图像。在形
成分辨率为300dpi、600dpi、720dpi或1200dpi的图像的情况下,可以控制油墨的喷射以使点直径分别为85μm左右、42μm左右、35μm左右或21μm左右。
[0065]
另外,油墨的点直径是指着落到记录介质上的墨滴浸润扩展后形成的点的大小。油墨的点直径例如能够通过光学显微镜观察来测定。即,在本实施方式中,能够在半交联步骤后的基底层的表面形成点图案,从用光学显微镜观察到的点图案中任意选择多个点,测量各点的长径和短径,求出它们的平均值作为点直径。
[0066]
优选地,在涂布外涂层之前,对通过喷墨印刷形成的喷墨印刷层进行预烘烤,使油墨预固化。由此,进一步抑制了油墨的浸润扩展,能够形成高精细的图像。
[0067]
(1-4、外涂层形成步骤)
[0068]
外涂层形成步骤是至少在喷墨印刷层上形成外涂层的步骤。通过在喷墨印刷层上形成外涂层,即使在对印刷品进行颈缩加工、冲压加工、蒸煮杀菌等的情况下,也能够抑制喷墨印刷层的脱落,并且能够提高印刷品的耐擦伤性和装饰性。
[0069]
作为用于形成外涂层的外涂料,能够采用作为印刷品用的顶涂层而使用的已知的透明涂料。作为已知的透明涂料,例如可举出含有:聚酯树脂、丙烯酸树脂、环氧树脂等热固性树脂;氨基树脂、酚醛树脂、异氰酸酯树脂等固化剂;石蜡、聚乙烯蜡、硅蜡等润滑剂等的透明涂料。
[0070]
外涂层通过以下方式来形成:在喷墨印刷层上涂布以使外涂层的厚度通常为0.1~10μm、优选为0.5~5μm的量的外涂料,在170~230℃的温度加热0.5~2分钟。
[0071]
(1-5、其它步骤)
[0072]
本实施方式的印刷品的制造方法可以包括上述步骤以外的任意步骤。例如,在基底层所包含的交联性树脂的交联方式与油墨和/或外涂层的固化方式不同的情况下,本实施方式的印刷品的制造方法优选包括使交联性树脂充分交联的交联步骤。此外,作为其它任意步骤,能够举出:通过版式印刷形成印字、立体图像等的版式印刷步骤;形成用于提高层间粘接性的粘接剂层的粘接剂层形成步骤等。
[0073]
(2、印刷装置)
[0074]
本发明的第二实施方式是对金属制或树脂制的承印物进行喷墨印刷的印刷装置,是用于实施第一实施方式的印刷品的制造方法的印刷装置。本实施方式的印刷装置具有:运送装置,运送上述承印物;基底层形成装置,在上述承印物的表面的至少一部分形成含有交联性树脂的基底层;固化装置,设置在上述涂布装置的下游且对上述基底层所包含的上述交联性树脂进行半交联;以及喷墨印刷台,设置在上述固化装置的下游且在上述基底层的表面的至少一部分进行喷墨印刷而形成喷墨印刷层。
[0075]
本实施方式的印刷装置优选具有在上述喷墨印刷层上形成外涂层的外涂层形成装置。
[0076]
此外,在第一实施方式的制造方法还包括交联步骤、版式印刷步骤、粘接剂层形成步骤等的情况下,本实施方式的印刷装置还具有用于执行各步骤的单元。
[0077]
以下,对本实施方式的印刷装置的结构的一个例子进行说明。
[0078]
图1是示出印刷装置100的结构的一个例子的概略图。
[0079]
在印刷装置100中,通过涂布装置(未图示)将基底层用涂料涂布在罐的表面,通过热风干燥,形成含有交联性树脂的基底层。形成有基底层的罐11安装在芯轴轮12上并沿箭
头运送。然后,通过在烘箱13中加热基底层,对基底层所包含的交联性树脂进行半交联。接着,在具有多个喷射白色(w)、黄色(y)、品红色(m)、青色(c)和黑色(k)的每种颜色的热固油墨的喷墨头14的喷墨印刷台中,对基底层实施喷墨印刷,形成喷墨印刷层。另外,颜色的顺序没有特别限定,油墨的颜色不限于这些。因此,油墨可以是透明油墨。之后,通过预烘烤装置15对喷墨印刷层进行预烘烤。接着,通过外涂层形成装置16在罐11的整个表面涂布外涂料,并进行热风干燥。最后,通过在烘箱17中加热固化外涂料,得到印刷罐。
[0080]
(3、印刷罐)
[0081]
本发明的第三实施方式是根据第一实施方式的制造方法制造的印刷罐,其具有基底层和喷墨印刷层,上述基底层形成在罐体的表面的至少一部分且含有已交联的树脂,上述喷墨印刷层形成在基底层的表面的至少一部分。本实施方式的印刷罐除了基底层和喷墨印刷层以外,根据需要还可以具有锚涂层、粘接层等任意的层。
[0082]
喷墨印刷层的印刷图像的分辨率通常为300dpi以上,优选为600dpi以上,更优选为720dpi以上,进一步优选为1080dpi以上。通过在进行喷墨印刷的区域形成含有交联性树脂的基底层并在对交联性树脂进行了半交联后的基底层上进行喷墨印刷,从而抑制了油墨的浸润扩展,能够形成直径小的点,由此能够实现高分辨率的印刷。
[0083]
(4、带基底层的金属罐)
[0084]
本发明的第四实施方式是在本发明的第一实施方式的制造方法中使用金属罐作为承印物且进行半交联步骤为止的工序而得到的金属罐。本实施方式的带基底层的金属罐的罐体表面的至少一部分具有含有已半交联的交联性树脂的基底层。本实施方式的带基底层的金属罐除了基底层以外,根据需要还可以具有锚涂层、粘接层等任意的层。
[0085]
实施例
[0086]
以下,对直至完成本发明所进行的具体实验进行说明。
[0087]
另外,在各实验例中,通过以下方法对基底层中的交联性树脂的半交联状态、通过喷墨印刷形成的点的直径以及印刷图像进行了评价。
[0088]
《半交联状态的评价》
[0089]
对基底层所包含的交联性树脂的半交联状态进行了如下评价。用纱布覆盖重1kg的带柄的锤子的前端,用异丙醇(ipa)浸润纱布,用一只手握住锤子将浸湿的纱布部分接触半交联步骤后的基底层表面,以恒定的速度进行了10cm距离的往复。速度为每秒进行一次往复。计数直到基底层被剥离的往复次数并作为擦拭次数。通过目测进行基底层剥离的评价。一次往复为1次。通过擦拭次数进行下述评价。
[0090]
1~4次:交联不充分
[0091]
5~10次:稍微良好的半交联状态(允许范围)
[0092]
11~40次:良好的半交联状态(最佳范围)
[0093]
41~50次:稍微良好的半交联状态(允许范围)
[0094]
51次以上:交联过度
[0095]
《点直径》
[0096]
用光学显微镜观察在每个实验例中得到的印刷品的点图案部分。从点图案中任意选取十个点,测量点的长径和短径,取平均值作为点直径。
[0097]
《图像评价》
[0098]
基于下述评价标准通过目测来评价在每个实验例中得到的印刷品的印刷图像。
[0099]
s:印刷图像非常清晰。
[0100]
a:图像的部分轮廓有些不清晰,但能够充分地识别图像。
[0101]
b:图像不清晰。
[0102]
(实验例1)
[0103]
通过图1所示的印刷装置,制造了印刷罐。
[0104]
通过将含有作为交联性树脂的聚酯树脂和作为交联剂的氨基树脂的涂料涂布在无缝铝罐上,从而在罐体的表面形成了基底层。通过将形成的基底层在185℃加热(预烘烤)30秒而进行了半交联。
[0105]
接着,将喷墨图像的分辨率设置为300dpi,将喷射液滴设置为6pl,并通过使用喷墨油墨(日本多玛得公司制造的黑色油墨)在基底层上进行喷墨印刷,从而形成点图案和图像,得到了印刷罐。
[0106]
在图2中示出描绘了半交联条件与点直径的关系的图。此外,基底层的半交联状态、点直径、印刷图像的评价结果在表1中示出。另外,分辨率为300dpi时设定的点直径为85μm,按照上述评价标准进行了评价。
[0107]
(实验例2~6)
[0108]
将用于形成基底层的涂料中所包含的交联性树脂、半交联方法、分辨率、喷射液滴如表1所示进行了变更,除此之外,与实验例1同样地进行,制造了印刷罐。基底层的半交联状态、点直径、印刷图像的评价结果在表1中示出。此外,图2中示出描绘了半交联条件与点直径的关系的图。
[0109]
[表1]
[0110]
表1
[0111][0112]
由上述结果可知,通过将基底层所包含的交联性树脂进行半交联,从而抑制了油墨的浸润扩展,能够在无缝罐上印刷高精细的喷墨图像。
[0113]
附图标记说明
[0114]
100:印刷装置
[0115]
11:罐
[0116]
12:芯轴轮
[0117]
13:烘箱
[0118]
14:喷墨头
[0119]
15:预烘烤装置
[0120]
16:外涂层形成装置
[0121]
17:烘箱。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1