喉罩通气管喷油移印一体机的制作方法
1.本技术涉及一种喉罩通气管喷油移印一体机,属于喉罩通气管生产设备结构设计领域。
背景技术:
2.喉罩主要作用是维持无意识患者(如全身麻醉的病人)的呼吸换气,为患者建立人工呼吸通道。喉罩通气管是喉罩的一个重要组成部分,其一端连接喉罩气囊,另一端连接通气接头。喉罩在使用时喉罩气囊一端由人体口腔向喉部插入,为了喉罩通气管顺利插入并减少插入时对喉腔粘膜的损伤,喉罩通气管通常具有一定的弯曲度,目前配备在可视喉罩使用的喉罩通气管(结构如图10所示)内部具有沿喉罩通气管长向贯通的通气腔011、观察腔012和引流腔013,通气腔011用于气管插管,观察腔012用于安装可视器,引流腔013用于胃液引流。喉罩通气管生产加工时通常要向喉罩通气管上观察腔内喷涂超滑润滑油,以减少医生插拔可视器检查时的阻力,在喉罩通气管外表面印刷型号、刻度等内容信息,现有的生产工艺是先将成型的喉罩通气管定位于治具上使喉罩通气管呈直管状,然后人工手持喷油器向喉罩通气管的观察腔内喷涂润滑油,喷涂完成后将喉罩通气管从治具上取下并将其两端口处被喷涂污染的部分擦拭干净并烘干,再将喉罩通气管经人工周转至移印设备处进行印刷加工。上述现有的生产工艺繁琐复杂,且需要多人协同作业,并经过多次人工周转,人工成本高,生产效率低。
技术实现要素:
3.针对背景技术中指出的不足,本技术旨在提供一种结构优化合理的喉罩通气管喷油移印一体机,以实现喉罩通气管内喷油与外移印一体自动加工,减少人工参与度及中间中转环节,从而有效提高加工效率,并降低人工成本。
4.实现本技术目的的技术方案是:
5.一种喉罩通气管喷油移印一体机,包括机体,以及安装在所述机体上的固定盘和间歇式转盘,所述间歇式转盘绕所述固定盘做间歇旋转;
6.所述间歇式转盘上沿周向均布设置有用于定位喉罩通气管的定位载具,围绕所述间歇式转盘间隔设有多个工位,所述间歇式转盘转动时各定位载具依次经过所述的多个工位,多个工位包括沿间歇式转盘转动方向依序设置的装料工位、移印工位和卸料工位,所述移印工位处设有移印设备,所述移印设备具有向定位载具上的喉罩通气管移印的移印头,所述固定盘上装有与一工位相对应的自动喷油装置,所述自动喷油装置具有向喉罩通气管的观察腔内喷涂润滑油的喷嘴。
7.上述技术方案中,所述定位载具包括固定在所述间歇式转盘边缘处的固定座、铰接在所述固定座外端并可上下转动的旋转托架和为所述旋转托架提供向下弹力的复位弹簧,常态下在所述复位弹簧的作用下所述旋转托架向下倾斜,所述固定座上部沿横向装有与所述喉罩通气管的观察腔近端套接的定位柱,所述定位柱上设有供所述喷嘴伸入的通
孔;
8.所述机体上至少在所述移印工位和与所述自动喷油装置相对应工位装有用于推动所述旋转托架向上旋转至与所述固定座平齐的驱动件。
9.上述技术方案中,所述固定座上在所述定位柱处装有沿横向设置的弹簧体,所述弹簧体适于伸入所述喉罩通气管的通气腔内。
10.上述技术方案中,所述固定座上沿横向固定有支撑杆,所述支撑杆的末端延伸至所述旋转托架上方,所述弹簧体为空心柱状结构,其一部分套接在所述支撑杆上,一部分伸至所述旋转托架上方并悬空。
11.上述技术方案中,所述自动喷油装置相对应工位为所述移印工位。
12.上述技术方案中,所述机体上与所述驱动件对应位置处固定有限位架,所述旋转托架受驱动件驱动向上旋转至与所述固定座平齐时抵接于所述限位架上。
13.上述技术方案中,所述驱动件为倾斜设置的驱动气缸,所述驱动气缸的上端装有滚轮,所述驱动气缸伸长时带动所述滚轮抵触于所述旋转托架并推动所述旋转托架向上转动。
14.上述技术方案中,所述复位弹簧为拉簧,其连接于所述固定座与所述旋转托架之间。
15.上述技术方案中,所述旋转托架上对应喉罩通气管上观察腔远端端口处设有抽气孔,在所述机体上在所述自动喷油装置对应工位设有升降驱动部件和受升降驱动部件驱动升降移动的抽气接口,所述抽气接口通过抽气管连通抽气设备,所述旋转托架向上旋转至与所述固定座平齐的状态下,所述升降驱动部件驱动所述抽气接口至最高位置时贴紧所述旋转托架底部并与所述抽气孔密封连通。
16.上述技术方案中,所述自动喷油装置包括用于向喉罩通气管内定量喷油的定量喷油器和驱动所述定量喷油器沿横向移动的推送机构,所述喷嘴设于所述定量喷油器上。
17.上述技术方案中,还包括设置在所述卸料工位与移印工位之间的检测工位,在所述检测工位处设有对所述喉罩通气管上移印区域进行视觉检测的视觉检测装置。
18.上述技术方案中,所述视觉检测装置包括固定在所述机体上的安装架、装于所述安装架的工业相机和装于所述安装架上所述工业相机下方的补光灯。
19.上述技术方案中,所述卸料工位处装有自动卸料装置,其包括夹取定位载具上喉罩通气管的机械手和用于驱动机械手的移动的动力机构。
20.本技术具有积极的效果:本技术案中喉罩通气管喷油移印一体机结构经过优化设计,能够在该设备上实现喉罩通气管上喷油与移印的一体自动加工,能够省去人工喷油、治具定位、中间人工周转等多个步骤,从而有效提高生产加工效率,降低人工成本,具有很好的实用性及可推广性。
附图说明
21.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
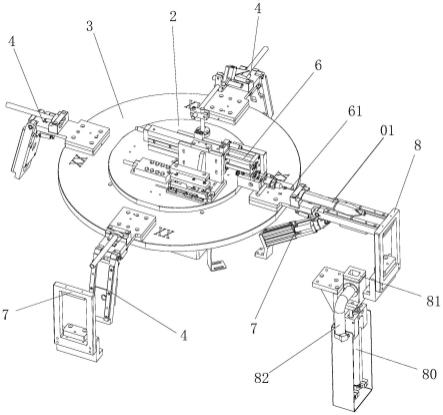
22.图1为本技术中喉罩通气管喷油移印一体机的立体结构图;
23.图2为图1所示喉罩通气管喷油移印一体机的俯视图;
24.图3为本技术中喉罩通气管喷油移印一体机部分结构示意图;
25.图4为本技术中定位载具在第一种状态下的结构示意图;
26.图5为本技术中定位载具在第二种状态下的结构示意图;
27.图6为本技术中移印设备的结构示意图;
28.图7为本技术中视觉检测装置的结构示意图;
29.图8为本技术中自动喷油装置的结构示意图;
30.图9为本技术中卸料装置的结构示意图;
31.图10为喉罩通气管的结构示意图。
32.图中所示附图标记为:01-喉罩通气管;011-通气腔;012-观察腔;013-引流腔;1-机体;2-固定盘;3-间歇式转盘;4-定位载具;41-固定座;42-旋转托架;421-抽气孔;43-复位弹簧;44-定位柱;45-弹簧体;46-支撑杆;5-移印设备;51-移印头;6-自动喷油装置;61-喷嘴;62-定量喷油器;63-推送机构;7-驱动件;8-限位架;80-升降驱动部件;81-抽气接口;82-抽气管;9-视觉检测装置;91-安装架;92-工业相机;93-补光灯;10-自动卸料装置;101-机械手;102-动力机构。
具体实施方式
33.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
34.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本技术所属领域技术人员所理解的通常意义。
35.本实施例中的一种喉罩通气管喷油移印一体机,如图1至图6所示,其包括机体1,以及安装在所述机体1上的固定盘2和间歇式转盘3,所述间歇式转盘3绕所述固定盘2做间歇旋转;所述间歇式转盘3上沿周向均布设置有用于定位喉罩通气管01的定位载具4,围绕所述间歇式转盘3间隔设有多个工位,所述间歇式转盘3转动时各定位载具4依次经过所述的多个工位,多个工位包括沿间歇式转盘3转动方向依序设置的装料工位、移印工位和卸料工位,所述移印工位处设有移印设备5,所述移印设备5具有向定位载具4上的喉罩通气管01移印的移印头51,所述固定盘2上装有与一工位相对应的自动喷油装置6,所述自动喷油装置6具有向喉罩通气管01的观察腔012内喷涂润滑油的喷嘴61。本实施例中喷油移印一体机结构经过优化设计,能够在该设备上实现喉罩通气管01内喷油与外移印的一体自动加工,能够省去人工喷油、治具定位、中间人工周转等多个步骤,从而有效提高生产加工效率,降低人工成本,具有很好的实用性及可推广性。该设备具体在生产加工时,将喉罩通气管01装于间歇式转盘3上的定位载具4上,然后通过所述间歇式转盘3带动定位载具4上的喉罩通气管01转动经过各工位,通过移印设备5对喉罩通气管01进行外部移印加工,通过自动喷油装置6对喉罩通气管01内部进行喷油处理,从而完成两道工序后在卸料工位将喉罩通气管01卸下转移至下一工序。本技术中定义所述喉罩通气管01中连接通气接头的一端为近端(即图10中a端),连接喉罩气囊的一端为远端(即图10中b端)。
36.进一步的,在本实施例中,所述定位载具4包括固定在所述间歇式转盘3边缘处的
固定座41、铰接在所述固定座41外端并可上下转动的旋转托架42和为所述旋转托架42提供向下弹力的复位弹簧43,常态下在所述复位弹簧43的作用下所述旋转托架42向下倾斜,所述固定座41上部沿横向装有与所述喉罩通气管01的观察腔012近端套接的定位柱44,通过喉罩通气管01的观察腔012近端与定位柱44套接能够起到定位作用,并且在所述定位柱44上设有供所述喷嘴61伸入的通孔,通过喷嘴61经所述通孔伸入观察腔012后进行喷涂;所述机体1上至少在所述移印工位和与所述自动喷油装置6相对应工位装有用于推动所述旋转托架42向上旋转至与所述固定座41平齐的驱动件7;通过复位弹簧43的存在使得常态下旋转托架42向下倾斜与固定座41形成一夹角,如图4所示,如此有利于在装料工位时的装料操作及卸料工位的卸料操作,由于喉罩通气管01本身呈弯曲状,因而在移印加工和喷油加工时通过驱动件7驱动旋转托架42向上转动至与固定座41平齐时(如图5所示)能够对喉罩通气管01远端进行支撑,以使喉罩通气管01在定位载具4上呈平直状,从而以保证喷油和移印效果。
37.更进一步的,在本实施例中,参看图4和图5所示,所述固定座41上在所述定位柱44处装有沿横向设置的弹簧体45,所述弹性体优选为柱状体结构,所述弹簧体45适于由近端伸入所述喉罩通气管01的通气腔011内,并且弹簧体45末端至少穿插至喉罩通气管上的弯曲处,在将喉罩通气管01定位于定位载具4上时,喉罩通气管01上观察腔012近端套于定位柱44上可起到定位连接作用,同时通气腔011套于弹簧体45上可起到加强对喉罩通气管1的连接作用,弹簧体45伸入喉罩通气管01上通气腔011内并受喉罩通气管远端向下弯曲的影响产生适量的向下弯曲,当旋转托架42旋转至与固定座41平齐时通过弹簧体45的弹力作用可使喉罩通气管更好的贴附在定位载具4上保持平直,从而有利于喷油和移印加工;本实施例中的弹簧体45可采用螺旋弹簧或者空心弹性杆结构。
38.再进一步的,为了达到更好的使用效果,本实施例中所述固定座41上沿横向固定有支撑杆46,所述支撑杆46的末端延伸至所述旋转托架42上方,所述弹簧体45为空心柱状结构,其一部分套接在所述支撑杆上,一部分伸至所述旋转托架42上方并悬空,即通过弹簧体45一端与所述支撑杆套接对弹簧体45起到定位安装及支撑作用,通过一部分悬空在旋转托架42上方使其保持弹性,以对喉罩通气管产生弹性压力作用;本实施例中的弹簧体45可采用螺旋弹簧体或者空心弹性柱体结构。
39.本实施例中,所述机体1上与所述驱动件7对应位置处固定有限位架8,所述旋转托架42受驱动件7驱动向上旋转至与所述固定座41平齐时抵接于所述限位架8上,通过设置限位架8的设置,在旋转托架42转动至与固定座41平齐时限位架8对旋转托架42起到限位抵挡作用,以加强旋转托架42在此状态下的稳固性,实践操作中所述限位架8可以采用门型架、矩形架、7形架等结构。
40.作为一种优选的实施方案,所述驱动件7为倾斜设置的驱动气缸,所述驱动气缸下端通过固定板固定在机体1上,其上端装有滚轮(图中未示出),所述驱动气缸伸长时带动所述滚轮抵触于所述旋转托架42并推动所述旋转托架42向上转动,通过滚轮的设置在该驱动气缸伸长时滚轮抵触于旋转托架42上并发生相对滚动,如此可使得两者间相对活动灵活顺畅,防止产生卡滞现象。
41.本实施例中所述复位弹簧43采用拉簧,其连接于所述固定座41与所述旋转托架42之间,实际操作中所述复位弹簧43还可采用扭簧或其它弹簧结构代替。
42.作为上述实施例基础上更加优化的一种实施方案,参看图4和图5所示,在所述旋转托架42上对应喉罩通气管01上观察腔012远端端口处设有抽气孔421,在所述机体1上在所述自动喷油装置6对应工位设有升降驱动部件80和受升降驱动部件80驱动升降移动的抽气接口81,所述抽气接口81通过抽气管82连通抽气设备,所述旋转托架42向上旋转至与所述固定座41平齐的状态下,所述升降驱动部件80驱动所述抽气接口81至最高位置时贴紧所述旋转托架42底部并与所述抽气孔421密封连通,采用这种结构在实际生产时,升降驱动部件80驱动抽气接口81升高贴紧旋转托架42底部时,通过抽气孔421将喉罩通气管01上观察腔012与抽气管82之间连通,通过抽气设备运行抽气将喷涂润滑油时多出的油吸走,从而减少喉罩通气管远端端口的油污残留,提高清洁度。本实施例中的升降驱动部件80可采用气缸或者电动推杆等直线驱动部件。
43.本实施例中所述自动喷油装置6相对应工位为所述移印工位,即自动喷油装置6与移印设备相对,如此可以实现喷油与移印在同一工位处完成,并可共用一驱动件7,利于简化结构;实际操作中自动喷油装置6对应工位也可以是装料工位或卸料工位,还可以是独立工位,如该独立工位处于装料工位与移印工位之间,或处于移印工位与卸料工位之间。
44.本实施例中的所述自动喷油装置6结构如图7所示,其包括用于向喉罩通气管01内定量喷油的定量喷油器62和驱动所述定量喷油器62沿横向移动的推送机构63,所述喷嘴61设于所述定量喷油器62上,在实际运行时,通过推送机构63带动定量喷油器62进行横向移动,使其上喷嘴61伸入和移出喉罩通气管01的观察腔012,定量喷油器62采用市场上现有的定量喷油器结构即可,通过定量喷油器62能够根据实际需要进行定量喷油,减少浪费,所述的推送机构63可采用气缸或电动机构。
45.在上述实施例基础上还提供一种实施方案:在所述卸料工位与移印工位之间的检测工位,在所述检测工位处设有对所述喉罩通气管01上移印区域进行视觉检测的视觉检测装置9,通过视觉检测装置9对喉罩通气管01上的移印区域的印刷质量进行视觉检测,检测出的不良品可通过发出声音提示人工取走或通过卸料工位的自动卸料装置10分拣出,从而省去人工检测工序。
46.更进一步的,如图7所示,所述视觉检测装置9包括固定在所述机体1上的安装架91、装于所述安装架91的工业相机92和装于所述安装架91上所述工业相机92下方的补光灯93,通过补光灯93用以补偿工业相机92提取图像时光线弱导致清晰度较差的不足。
47.卸料工位可以是人工卸料,也可以通过在卸料工位处安装自动卸料装置进行自动卸料(该设备配备视觉检测装置的情况下可通过自动卸料装置在自动卸料时将不良品分拣出),本实施例中采用的方案是在卸料工位安装自动卸料装置,该自动卸料装置10结构如图9所示,包括夹取定位载具4上喉罩通气管01的机械手101和用于驱动机械手101的移动的动力机构102,所述动力机构102可采用现有技术中的电动驱动机构或者电动与气动相结合的驱动机构,通过动力机构102带动机械手101移动将喉罩通气管01从定位载具4上卸下并转移至后续工序(不良品放入收纳箱)。
48.显然,本技术的上述实施例仅仅是为清楚地说明本技术所作的举例,而并非是对本技术的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本技术的实质精神所引伸出的显而易见的变化或变动仍属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1