玻璃高温喷印码的打印系统及方法与流程
1.本发明是关于玻璃生产领域,特别是关于一种玻璃高温喷印码的打印设备及打印方法。
背景技术:
2.在现有的喷印码技术中,一种技术是用喷印码机喷印的墨水在玻璃上面都是有机颜料的墨水,喷印后不能经过高温钢化,所以该技术可以工业化生产,但是喷印后在玻璃上面的内容都不能真正的和玻璃熔为一体,达不到钢化玻璃的要求。
3.另外一种的是丝网印刷的技术,就是先制版和晒版,再用丝印机或者人工刮网版印到玻璃上面,该丝网印刷的要求可以达到玻璃钢化的要求,但是不能在流水线上数码化生产,比如不能实现可变喷印码的数据喷印。
4.在生产汽车玻璃的过程中,需要在玻璃的某个特定位置,印刷商标以及用不干胶贴二维码/条形码。
5.现有技术存在的问题:
6.1、汽车上的商标是通过丝网印刷的方式进行制作,商标连同四周的黑边、花点一起印刷。在做oem产品时候,同一个产品(同一种黑边、花点样式)需要印刷不同客户的商标。所以,需要制作不同的网版进行印刷。造成网版的大量损耗,以及人工、设备停止的浪费。
7.2、玻璃上需要用不干胶粘贴的方式,进行二维码、条码等。达到一物一码,便于追踪产品质量、生产工序等信息。但是不干胶的方式,保存时间短,日久不干胶容易脱落。二维码颜色容易脱落。
8.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
9.本发明的目的在于提供一种玻璃高温喷印码的打印系统,采用该系统打印的二维码、条形码可以随玻璃一起钢化处理后不脱落不褪色。
10.本发明的另一目的在于提供一种玻璃高温喷印码的打印方法,该方法打印的条形码、二维码能够做到一物一码。
11.为实现上述目的,本发明提供了一种玻璃高温喷印码的打印系统,主要包括打印设备,打印设备包括输送平台、定位装置、喷印码打印装置以及检测装置;输送平台用以输送待打印的玻璃;定位装置设置在输送平台的上方,定位装置采用视觉定位系统,当待打印的玻璃到达指定位置时,输送平台停止输送,视觉定位系统的摄像头进行拍摄确定喷印码的打印位置;喷印码打印装置设置在输送平台的上方,且位于定位装置的后方,待打印的玻璃继续运行到喷印码打印装置的打印机头的下方时,打印机头用以找到需要打印喷印码的打印位置,输送平台带动待打印的玻璃运动,喷印码打印装置完成喷印码打印;检测装置设置在输送平台的上方,且位于喷印码打印装置的后方,检测装置的扫码枪用以对已打印玻
璃的喷印码进行扫码检测。
12.在一优选的实施方式中,检测装置如果扫码成功,打印设备继续运行并进行下一次的喷印码循环打印,检测装置如果扫码报错,打印设备自动暂停报警,并等待操作人员维护更正。
13.在一优选的实施方式中,打印设备还包括配电箱以及一级墨盒;配电箱设置在输送平台的一侧;一级墨盒设置在配电箱内,一级墨盒通过供墨系统向喷印码打印装置供墨。
14.在一优选的实施方式中,喷印码打印装置包括第一横梁以及二级墨盒;第一横梁与输送平台的输送方向垂直地设置在输送平台上,打印机头设置在第一横梁上,且打印机头能够沿第一横梁往复水平移动;二级墨盒设置在打印机头内,二级墨盒连通供墨系统并接受一级墨盒的供墨。
15.在一优选的实施方式中,供墨系统、一级墨盒以及二级墨盒使用专用低粘度玻璃打印油墨,其是将氧化物混匀、低温煅烧再破碎成微粉状纳米级低温釉料;在低温釉料中,加入分散剂、树脂和溶剂,湿磨至粒径小于0.8μm的微纳米釉浆;最后,在釉浆中加入流平剂、树脂和溶剂,搅拌均匀,过滤即得;制备得到的玻璃打印油墨的粘度在10.0~40.0mpa
·
s之间;制备得到的玻璃打印油墨按重量份数计,氧化物包括以下组分:sio
2 20~40份、b2o35~20份、bi2o
3 30~60份、al2o
3 1~5份、cuo 1~5份、cr2o
3 1~5份、zro21~4份、r2o 0.5~2份、li2o 1~3份;其中,r2o为k2o和na2o中的一种或两种按任意比例混合。
16.在一优选的实施方式中,喷印码打印装置采用适合微压电的喷头驱动和rip软件。
17.在一优选的实施方式中,喷印码打印装置还包括第二横梁以及操控屏幕;第二横梁与输送平台的输送方向垂直地设置在输送平台上,且第二横梁位于第一横梁的后方,扫码枪设置在第二横梁上,并能够沿第二横梁往复水平移动;操控屏幕设置在配电箱上,操控屏幕通过控制系统操控输送平台、定位装置、喷印码打印装置、供墨系统以及检测装置。
18.在一优选的实施方式中,玻璃高温喷印码的打印系统还包括第一输送设备、钢化设备以及第二输送设备;第一输送设备设置在打印设备的上游,第一输送设备将待打印玻璃输送给输送平台;钢化设备设置在打印设备的下游,已打印玻璃通过输送平台输送给钢化设备;第二输送设备设置在钢化设备的下游,被钢化设备处理过的已钢化玻璃通过第二输送设备输送至下一工艺环节。
19.为实现上述另一目的,本发明还提供了一种玻璃高温喷印码的打印方法,其应用前述的打印系统进行打印,打印方法包括:输送环节;第一输送设备将待打印玻璃输送给打印设备的输送平台;生成编码:待打印玻璃运行到打印设备的喷印码机工作范围内,喷印码生成软件,按需求自动生成喷印码;视觉定位:定位装置采用视觉定位系统,待打印玻璃到达指定位置,输送平台停止,视觉定位系统的摄像头进行拍摄确定喷印码的喷印位置;喷印码打印:待打印玻璃继续运行到喷印码打印装置的打印机头的下方,打印机头找到打印的喷印位置,输送平台带动待打印玻璃运动,喷印码打印装置随即完成喷印码的打印;扫码检测:检测装置的扫码枪对已打印玻璃的喷印码进行扫码监测,如果检测装置扫码成功,打印系统继续运行并进行下一次的喷印码循环打印,如果检测装置扫描报错,打印系统自动暂停报警,并等待操作人员维护更正;以及钢化成品:已打印玻璃随着输送平台运行弄进入钢化设备进行钢化处理,已钢化玻璃的成品由第二输送设备输送至下一工艺环节。
20.在一优选的实施方式中,喷印码包括生产日期、二维码、条形码以及标识,生产日
期能够随系统时间自动生成,二维码能够实现一物一码。
21.与现有技术相比,本发明的玻璃高温喷印码的打印系统及方法具有以下有益效果:本打印系统和打印方法通过专用的打印设备、专用打印油墨、专用的供墨系统以及专用的驱动程序,可以实现可变二维码、条形码、生产日期以及商标标识的打印,并能够实现一物一码打印,同时打印以后的喷印码可以随着玻璃一通进入高温钢化炉进行钢化处理,使得喷印码与玻璃形成一体,能达到不脱落不褪色的效果;同时打印系统还具有定位系统和检测系统,能够使喷印码的位置极为精准,而且随打印随检测并及时更正,不会出现喷印码不合格的现象,大大提高了成批合格率,降低了生产成本。
附图说明
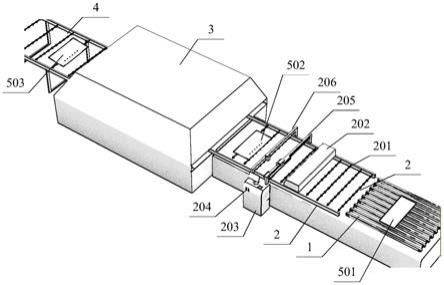
22.图1是根据本发明一实施方式的打印系统一视角的立体结构示意图;
23.图2是根据本发明一实施方式的打印系统另一视角的立体结构示意图;
24.图3是根据本发明一实施方式的打印设备一视角的立体结构放大示意图;
25.图4是根据本发明一实施方式的打印设备另一视角的立体结构放大示意图;
26.图5是根据本发明一实施方式的打印方法的流程示意图。
27.主要附图标记说明:
28.1-第一输送设备,2-打印设备,201-输送平台,202-定位装置,203-配电箱,204-一级墨盒,205-喷印码打印装置,2051-第一横梁,2052-打印机头,2053-二级墨盒,206-检测装置,2061-第二横梁,2062-扫码枪,207-操控屏幕,3-钢化设备,4-第二输送设备,501-待打印玻璃,502-已打印玻璃,503-已钢化玻璃。
具体实施方式
29.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
30.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
31.如图1至图2所示,根据本发明优选实施方式的一种玻璃高温喷印码的打印系统,主要包括打印设备,打印设备包括输送平台、定位装置、喷印码打印装置以及检测装置。输送平台用以输送待打印的玻璃。定位装置设置在输送平台的上方,定位装置采用视觉定位系统,当待打印的玻璃到达指定位置时,输送平台停止输送,视觉定位系统的摄像头进行拍摄确定喷印码的打印位置。喷印码打印装置设置在输送平台的上方,且位于定位装置的后方,待打印的玻璃继续运行到喷印码打印装置的打印机头的下方时,打印机头用以找到需要打印喷印码的打印位置,输送平台带动待打印的玻璃运动,喷印码打印装置完成喷印码打印。检测装置设置在输送平台的上方,且位于喷印码打印装置的后方,检测装置的扫码枪用以对已打印玻璃的喷印码进行扫码检测。
32.在一些实施方式中,检测装置如果扫码成功,打印设备继续运行并进行下一次的喷印码循环打印,检测装置如果扫码报错,打印设备自动暂停报警,并等待操作人员维护更正。
33.如图3至图4所示,在一些实施方式中,打印设备还包括配电箱以及一级墨盒。配电箱设置在输送平台的一侧。一级墨盒设置在配电箱内,一级墨盒通过供墨系统向喷印码打印装置供墨。
34.请参阅图1至图4,在一些实施方式中,喷印码打印装置包括第一横梁以及二级墨盒。第一横梁与输送平台的输送方向垂直地设置在输送平台上,打印机头设置在第一横梁上,且打印机头能够沿第一横梁往复水平移动。二级墨盒设置在打印机头内,二级墨盒连通供墨系统并接受一级墨盒的供墨。
35.在一些实施方式中,喷印码打印装置还包括支撑架,第一横梁、第二横梁、定位装置、配电箱、操控屏幕以及输送平台等均设置在支撑加上。第一横梁和第二横梁上设置有导轨结构,用于打印机头和扫码枪的移动。打印机头属于喷头的主要工作组件,其包括喷头、供墨板卡以及二级墨盒等。
36.在一些实施方式中,喷印码打印装置还包括第二横梁以及操控屏幕;第二横梁与输送平台的输送方向垂直地设置在输送平台上,且第二横梁位于第一横梁的后方,扫码枪设置在第二横梁上,并能够沿第二横梁往复水平移动;操控屏幕设置在配电箱上,操控屏幕通过控制系统操控输送平台、定位装置、喷印码打印装置、供墨系统以及检测装置。
37.在一些实施方式中,玻璃高温喷印码的打印系统还包括第一输送设备、钢化设备以及第二输送设备;第一输送设备设置在打印设备的上游,第一输送设备将待打印玻璃输送给输送平台;钢化设备设置在打印设备的下游,已打印玻璃通过输送平台输送给钢化设备;第二输送设备设置在钢化设备的下游,被钢化设备处理过的已钢化玻璃通过第二输送设备输送至下一工艺环节。
38.在一些实施方式中,喷印码打印装置还包括墨路系统,其主要包括一级墨盒、墨水循环系统、二级墨盒、过滤器、微压电喷头以及喷头自动清洗器等部件。玻璃高温墨水存储到一级墨盒里面。墨水循环系统是在机器运行以后通过墨水不断的循环保障墨水的分散物的均匀稳定性,不能有沉淀。二级墨盒主要负责给喷头直接供墨,稳定墨水的压力稳定。过滤器过滤墨水里面的杂质,保证墨水的流畅性。微压电喷头适用于喷印玻璃高温墨水。本实施例的打印喷头采用了工业打印技术上的微压电打印喷头,其适用于本技术专用的玻璃高温墨水,例如是但不限于选用富士星光1024mc/25pl型号。喷头自动清洗器用以保养喷头,在工作中保持喷头的清洁功能。
39.在一些实施方式中,喷印码打印装置还包括电路系统,其主要包括系统主板、供墨头板、电控组件以及操作电脑。系统主板是整个设备的工作运行的中心处理plc。供墨头板用于控制喷头打印的出墨系统。电控组件用以控制整个机器设备的电源转换和输出。操作电脑用以电脑操作设备驱动软件控制机器运行和工作,同时也负责设计软件的编码输出等。本实施例的供墨系统除了供墨打印外,采用了工业打印技术上的循环供墨系统,为了不让墨水时间长了产生沉淀,还有循环系统,在机器工作的时候保证墨水的稳定性和流畅性,他基本工作原理是墨桶在墨泵和打印车头之间的墨水供应外还有另外一个墨泵会使车头的多余墨水往墨桶流动,从而达到循环的效果,不使墨水发生沉淀。
40.此外,本实施例的适合微压电的喷头驱动和rip软件,选用国内优秀的打印机软件公司进行专业定制,比如深圳汉森软件有限公司或者是上海融跃电子技术股份有限公司的软件,具体打印方式需要和实际应用的客户需要而设置打印软件的功能。
41.在一些实施方式中,供墨系统、一级墨盒以及二级墨盒使用专用低粘度玻璃打印油墨,其是将氧化物混匀、低温煅烧再破碎成微粉状纳米级低温釉料;在低温釉料中,加入分散剂、树脂和溶剂,湿磨至粒径小于0.8μm的微纳米釉浆;最后,在釉浆中加入流平剂、树脂和溶剂,搅拌均匀,过滤即得;制备得到的玻璃打印油墨的粘度在10.0~40.0mpa
·
s之间;制备得到的玻璃打印油墨按重量份数计,氧化物包括以下组分:sio
2 20~40份、b2o
3 5~20份、bi2o
3 30~60份、al2o
3 1~5份、cuo 1~5份、cr2o
3 1~5份、zro
2 1~4份、r2o 0.5~2份、li2o 1~3份;其中,r2o为k2o和na2o中的一种或两种按任意比例混合。
42.在本发明中所使用的专用低粘度玻璃打印油墨的详细具体参数如下:
43.重量份可以是μg、mg、g、kg等本领域公知的重量单位,也可以是其倍数,如1/10、1/100、10倍、100倍等。所使用的专用低粘度玻璃打印油墨所用分散剂为solsperse2400,所用流平剂为tego生产的flow300,所用树脂为赢创生产的pq28n。
44.实施例1:
45.(1)制备低温釉料:将sio
2 20份、b2o
3 5份、bi2o
3 35份、al2o
3 1.5份、cuo 1份、cr2o
3 1.5份、zro
2 1份、k2o 0.5份、na2o 1.5份、li2o 1.5份;混匀,在800℃条件下煅烧1h成熔块,取出熔块经球磨破碎至300目以下,即得低温釉料;
46.(2)制备微纳米釉浆:将步骤(1)制备得到的低温釉料60份、分散剂10份、树脂5份和环己酮25份混合,均匀分散后,利用砂磨机充分研磨,所用的研磨锆珠的粒径在0.3~1.0mm之间,研磨形成平均粒径为100nm,最大粒径600nm的微纳米釉浆;
47.(3)加入步骤(2)制备得到的微纳米釉浆85份、流平剂0.2份、树脂5份、丙二醇甲醚醋酸酯5份、二丙二醇丁醚5份,搅拌均匀,利用1微米滤芯过滤,即得喷墨打印用汽车玻璃油墨。
48.实施例2:
49.(1)制备低温釉料:将sio
2 40份、b2o
3 15份、bi2o
3 55份、al2o
3 4.5份、cuo 2.5份、cr2o
3 5份、zro
2 4份、k2o 1.5份、na2o 0.5份、li2o 3份;混匀,在900℃条件下煅烧0.5h成熔块,取出熔块经球磨破碎至300目以下,即得低温釉料;
50.(2)制备微纳米釉浆:将步骤(1)制备得到的低温釉料60份、分散剂10份、树脂5份和环己酮25份混合,均匀分散后,利用砂磨机充分研磨,所用的研磨锆珠的粒径在0.3~1.0mm之间,研磨形成平均粒径为300nm,最大粒径700nm的微纳米釉浆;
51.(3)分别加入步骤(2)制备得到的微纳米釉浆85份、流平剂0.2份、树脂5份、丙二醇甲醚醋酸酯5份、二丙二醇丁醚5份,搅拌均匀,利用1微米滤芯过滤,即得喷墨打印用汽车玻璃油墨。
52.实施例3:
53.(1)制备低温釉料:将sio
2 25份、b2o
3 10份、bi2o
3 40份、al2o
3 2.5份、cuo 3.5份、cr2o
3 3.5份、zro
2 3份、k2o 1份、na2o 1份、li2o 2份;混匀,在850℃条件下煅烧1h成熔块,取出熔块经球磨破碎至300目以下,即得低温釉料;
54.(2)制备微纳米釉浆:将步骤(1)制备得到的低温釉料60份、分散剂7份、树脂8份和环己酮25份混合,均匀分散后,利用砂磨机充分研磨,所用的研磨锆珠的粒径在0.3~1.0mm之间,研磨形成平均粒径为300nm,最大粒径600nm的微纳米釉浆;
55.(3)分别加入步骤(2)制备得到的微纳米釉浆90份、流平剂0.2份、树脂5份、丙二醇
甲醚醋酸酯2份、二丙二醇丁醚3份,搅拌均匀,利用1微米滤芯过滤,即得喷墨打印用汽车玻璃油墨。
56.实施例4:
57.(1)制备低温釉料:将sio
2 30份、b2o
3 5~20份、bi2o
3 60份、al2o
3 5份、cuo 4.5份、cr2o
3 2份、zro
2 3.5份、k2o 1.8份、na2o 0.2份、li2o 2.5份;混匀,在800℃条件下煅烧0.5h成熔块,取出熔块经球磨破碎至300目以下,即得低温釉料;
58.(2)制备微纳米釉浆:将步骤(1)制备得到的低温釉料60份、分散剂8份、树脂2份和环己酮30份混合,均匀分散后,利用砂磨机充分研磨,所用的研磨锆珠的粒径在0.3~1.0mm之间,研磨形成平均粒径为200nm,最大粒径700nm的微纳米釉浆;
59.(3)分别加入步骤(2)制备得到的微纳米釉浆85份、流平剂0.3份、树脂5份、丙二醇甲醚醋酸酯5份、二丙二醇丁醚5份,搅拌均匀,利用1微米滤芯过滤,即得喷墨打印用汽车玻璃油墨。
60.实验例1
61.将实施例1-4所制备得到的汽车玻璃油墨按国家相应标准进行检测,结果如表1所示。
62.表1
[0063][0064]
实验例2
[0065]
将实施例1-4所制备得到的汽车玻璃油墨经打印喷头喷涂至汽车用玻璃上,喷涂厚度30μm,于200℃下干燥30min,然后在700℃钢化30min,参照国家检测标准对汽车玻璃油墨进行测试,测试结果如表2所示。
[0066]
表2
[0067][0068]
由上述性能测试结果可以看出,本发明制备的低粘度汽车玻璃打印油墨具有良好的流动性和低粘度,非常适合通过打印喷头将喷涂油墨打印至汽车玻璃上。而且,制备的汽车玻璃油墨专为汽车玻璃所研发,与常规油墨相比,本发明的油墨与玻璃结合性好,喷涂后的表面黑度高,遮光度好,具有耐酸碱性强、抗紫外辐射和抗老化等优异性能,尤其适合喷涂于前挡风玻璃上。
[0069]
如图5所示,根据本发明优选实施方式的一种玻璃高温喷印码的打印方法,其应用前述的打印系统进行打印,打印方法包括:输送环节;第一输送设备将待打印玻璃输送给打印设备的输送平台;生成编码:待打印玻璃运行到打印设备的喷印码机工作范围内,喷印码生成软件,按需求自动生成喷印码;视觉定位:定位装置采用视觉定位系统,待打印玻璃到达指定位置,输送平台停止,视觉定位系统的摄像头进行拍摄确定喷印码的喷印位置;喷印码打印:待打印玻璃继续运行到喷印码打印装置的打印机头的下方,打印机头找到打印的喷印位置,输送平台带动待打印玻璃运动,喷印码打印装置随即完成喷印码的打印;扫码检测:检测装置的扫码枪对已打印玻璃的喷印码进行扫码监测,如果检测装置扫码成功,打印系统继续运行并进行下一次的喷印码循环打印,如果检测装置扫描报错,打印系统自动暂停报警,并等待操作人员维护更正;以及钢化成品:已打印玻璃随着输送平台运行弄进入钢化设备进行钢化处理,已钢化玻璃的成品由第二输送设备输送至下一工艺环节。
[0070]
在一些实施方式中,喷印码包括生产日期、二维码、条形码以及标识,生产日期能够随系统时间自动生成,二维码能够实现一物一码。
[0071]
综上所述,本发明的玻璃高温喷印码的打印系统及方法具有以下优点:本打印系统和打印方法通过专用的打印设备、专用打印油墨、专用的供墨系统以及专用的驱动程序,可以实现可变二维码、条形码、生产日期以及商标标识的打印,并能够实现一物一码打印,同时打印以后的喷印码可以随着玻璃一通进入高温钢化炉进行钢化处理,使得喷印码与玻璃形成一体,能达到不脱落不褪色的效果;同时打印系统还具有定位系统和检测系统,能够使喷印码的位置极为精准,而且随打印随检测并及时更正,不会出现喷印码不合格的现象,大大提高了成批合格率,降低了生产成本。
[0072]
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1