快换字码机构的制作方法
1.本技术涉及冲压技术领域,尤其涉及一种快换字码机构。
背景技术:
2.为便于产品版本区分及生产日期的可追溯性,在产品的钣金件上会打上字母和生产日期,如gree
××××
年
××
月
××
日,以及物料信息,如p/n 1548 c,这些数字和字母是生产时冲压出来的,每一年、每一月以及每一天的日期都在变化,每个产品的物料编码也有所不同,若每一天的日期制作一组字码,则一年需要365组,若每个产品制作一组物料编码,则需要根据产品专门定制,数量多,且一旦字码损坏,需要重新制作,无法快速更换,影响生产,若每组字码均制作备用件,字码成本又太高。
3.因此,本技术旨在设计一种快换字码机构,能够实现字码的重复利用,提高替换速度和生产效率。
技术实现要素:
4.为克服相关技术中存在的问题,本技术提供一种快换字码机构,该快换字码机构,能够实现字码的重复利用,提高替换速度和生产效率。
5.本技术提供一种快换字码机构,包括:字码组合模具;
6.所述字码组合模具包括:垫板、字码固定块、字码块和间隔块;
7.所述字码块包括:数字字码块和月份缩写字码块;
8.所述间隔块设置在所述数字字码块与所述月份缩写字码块之间;
9.所述字码固定块设置在所述垫板上,且所述字码固定块上设置有镂空的字码块放置位,所述字码块放置位与所述字码块和所述间隔块组成的字码块组的尺寸相匹配。
10.在一种实施方式中,所述字码块还包括:品牌缩写字码块;
11.所述数字字码块包括:0型字码块、1型字码块、2型字码块、3型字码块、4型字码块、5型字码块、6型字码块、7型字码块、8型字码块和9型字码块;
12.所述月份缩写字码块包括:jan型字码块、feb型字码块、mar型字码块、apr型字码块、may型字码块、jun型字码块、jul型字码块、aug型字码块、sep型字码块、oct型字码块、nov型字码块和dec型字码块;
13.所述字码块放置位包括:第一放置位;
14.所述品牌缩写字码块、年份字码块、所述月份缩写字码块以及月份字码块依次设置在所述第一放置位,其中,所述年份字码块由四个所述数字字码块组成,所述月份字码块由两个所述数字字码块组成。
15.在一种实施方式中,所述字码块还包括:p/n型字码块和版本号字码块;
16.所述版本号字码块包括:a型字码块、b型字码块、c型字码块、d型字码块、e型字码块、f型字码块、g型字码块、h型字码块、i型字码块、j型字码块、k型字码块、l型字码块、m型字码块、n型字码块、o型字码块、p型字码块、q型字码块、r型字码块、s型字码块、t型字码块、
u型字码块、v型字码块、w型字码块、x型字码块、y型字码块和z型字码块;
17.所述字码块放置位还包括:第二放置位;
18.所述p/n型字码块、物料编号字码块以及所述版本号字码块依次设置在所述第二放置位,其中,所述物料编号字码块由四个所述数字字码块组成。
19.在一种实施方式中,所述间隔块为无字码的空白块,分别设置在所述品牌缩写字码块和所述年份字码块之间、所述年份字码块和所述月份缩写字码块之间,以及所述月份缩写字码块和所述月份字码块之间的所述字码块放置位中,与所述品牌缩写字码块、所述年份字码块、所述月份缩写字码块以及所述月份字码块组成第一字码块组。
20.在一种实施方式中,所述间隔块还设置在所述p/n型字码块和所述物料编号字码块之间,以及所述物料编号字码块和所述版本号字码块之间的字码块放置位中,与所述p/n型字码块、所述物料编号字码块以及所述版本号字码块组成第二字码块组。
21.在一种实施方式中,所述字码组合模具还包括:第一螺丝和第二螺丝;
22.所述第一螺丝从所述字码组合模具的侧面钉入,并穿过所述第一字码块组与所述字码固定块的交接处,将所述第一字码块组和所述字码固定块活动连接;
23.所述第二螺丝从所述字码组合模具的侧面钉入,并穿过所述第二字码块组与所述字码固定块的交接处,将所述第二字码块组和所述字码固定块活动连接。
24.在一种实施方式中,所述字码组合模具还包括:调整垫片;
25.所述调整垫片设置在所述字码固定块和所述垫板之间。
26.在一种实施方式中,还包括:凹字模、上模块和下模块;
27.所述上模块底部设置有第一凹槽,所述凹字模设置在所述第一凹槽内,且所述凹字模的底面与所述上模块的底面处于同一水平面;
28.所述下模块顶部设置有第二凹槽,所述字码组合模具设置在所述第二凹槽内,且所述字码组合模具中的字码块上的字码相对所述下模块的顶面向上突出;
29.所述凹字模底部设置有凹字槽,所述字码块上的字码为凸字码,所述凹字槽的尺寸和形状与对应的所述凸字码相适配,所述第一凹槽与所述第二凹槽的位置在垂直方向上相对应,使得所述凹字槽与对应的所述凸字码在垂直方向的投影重合。
30.在一种实施方式中,还包括:平面模、上模块和下模块;
31.所述上模块底部设置有第一凹槽,所述平面模设置在所述第一凹槽内,且所述平面模的底面与所述上模块的底面处于同一水平面;
32.所述下模块顶部设置有第二凹槽,所述字码组合模具设置在所述第二凹槽内,且所述字码组合模具中的字码块上的字码相对所述下模块的顶面向上突出;
33.所述平面模底部为平面结构,所述字码块上的字码为凸字码,所述第一凹槽与所述第二凹槽的位置在垂直方向上相对应,使得所述平面结构与所述凸字码在垂直方向的投影重合。
34.在一种实施方式中,还包括:上模座和下模座;
35.所述上模座设置在所述上模块的顶部,用于将所述上模块固定在冲床上工作台上,所述下模座设置在所述下模块的底部,用于将所述下模块固定在冲床下工作台上。
36.本技术提供的技术方案可以包括以下有益效果:
37.本技术的快换字码机构包括字码组合模具,字码组合模具包括垫板、字码固定块、
字码块和间隔块,字码块包括数字字码块和月份缩写字码块,间隔块设置在数字字码块与月份缩写字码块之间,字码固定块设置在垫板上,且字码固定块上设置有镂空的字码块放置位,字码块放置位与字码块和间隔块组成的字码块组的尺寸相匹配,使得字码块组能够嵌入该字码块放置位中,当需要冲压不同的数字组合和月份缩写时,只需要将对应的数字字码块和月份缩写字码块对应替换,即可实现字码块的快速更换,即字码的重复利用,提高了替换速度和生产效率。
38.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
39.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
40.图1是本技术实施例示出的快换字码机构的字码组合模具俯视图;
41.图2是本技术实施例示出的快换字码机构的字码组合模具主视图;
42.图3是本技术实施例示出的快换字码机构的字码组合模具右视图;
43.图4是本技术实施例示出的快换字码机构的字码固定块俯视图;
44.图5是本技术实施例示出的快换字码机构的结构示意图;
45.图6是本技术实施例示出的快换字码机构的另一结构示意图;
46.图7是本技术实施例示出的快换字码机构的凹字模结构示意图;
47.图8是本技术实施例示出的快换字码机构的平面模结构示意图。
具体实施方式
48.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
49.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
50.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
51.为便于产品版本区分及生产日期的可追溯性,在产品的钣金件上会打上字母和生产日期,如gree
××××
年
××
月
××
日,以及物料信息,如p/n 1548c,这些数字和字母是
生产时冲压出来的,每一年、每一月以及每一天的日期都在变化,每个产品的物料编码也有所不同,若每一天的日期制作一组字码,则一年需要365组,若每个产品制作一组物料编码,则需要根据产品专门定制,数量多,且一旦字码损坏,需要重新制作,无法快速更换,影响生产,若每组字码均制作备用件,字码成本又太高。
52.针对上述问题,本技术实施例提供一种快换字码机构,能够实现字码的重复利用,提高替换速度和生产效率。
53.以下结合附图详细描述本技术实施例的技术方案。
54.实施例一
55.图1是本技术实施例示出的快换字码机构的字码组合模具俯视图;
56.图2是本技术实施例示出的快换字码机构的字码组合模具主视图;
57.图3是本技术实施例示出的快换字码机构的字码组合模具右视图;
58.图4是本技术实施例示出的快换字码机构的字码固定块俯视图。
59.参见图1-4,该快换字码机构包括字码组合模具1,字码组合模具1包括垫板11、字码固定块12、字码块13和间隔块14,字码块13包括数字字码块131和月份缩写字码块132,间隔块14设置在数字字码块131与月份缩写字码块132之间,字码固定块12设置在垫板11上,且字码固定块12上设置有镂空的字码块放置位121,字码块放置位121与字码块13和间隔块14组成的字码块组的尺寸相匹配。
60.垫板11和字码固定块12之间固定连接,固定连接方式可以为螺丝固定,也可以为销钉固定,亦或是其他连接方式,此处不做限制,本实施例中,垫板11与字码固定块12之间采用m4平头螺丝固定,且从垫板11向字码固定块12的方向钉入,垫板11和字码固定块12之间固定后,当字码块13和间隔块14放置在镂空的字码块放置位121时,底部的垫板11能够对字码块13起到支撑的作用。
61.间隔块14在数字字码块131和月份缩写字码块132之间起到间隔不同类型的信息的作用,方便识别,增强易读性。
62.需要说明的是,字码块13上的字码可以是凹字码,也可以是凸字码,此处不做限定,另外,字码块13和间隔块14的形状可以为方形,也可以为圆形,亦或是其他形状,此处不做限定,只要由字码块13和间隔块14排列组合形成的字码块组能够嵌入字码块放置位121即可。
63.由于数字字码块131包括多个计数符号,月份缩写字码块132包括多个月份的英文缩写,因此,在涉及到数字组合和月份缩写的更新时,可以利用数字字码块131和月份缩写字码块132进行排列组合,并快速替换。
64.从上述实施例一可以得到以下有益效果:
65.本实施例的快换字码机构包括字码组合模具,字码组合模具包括垫板、字码固定块、字码块和间隔块,字码块包括数字字码块和月份缩写字码块,间隔块设置在数字字码块与月份缩写字码块之间,字码固定块设置在垫板上,且字码固定块上设置有镂空的字码块放置位,字码块放置位与字码块和间隔块组成的字码块组的尺寸相匹配,使得字码块组能够嵌入该字码块放置位中,当需要冲压不同的数字组合和月份缩写时,只需要将对应的数字字码块和月份缩写字码块对应替换,即可实现字码块的快速更换,即字码的重复利用,提高了替换速度和生产效率。
66.实施例二
67.在实际应用中,在实施例一的基础上,为了表示不同的字码信息,可以将字码块放置位设置为第一放置位和第二放置位。
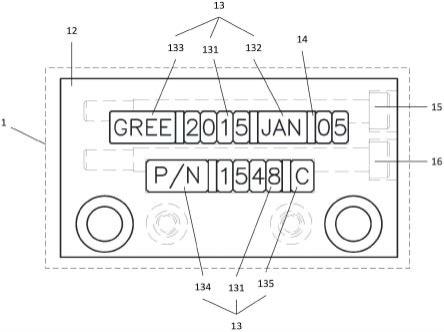
68.参见图1和图4,字码块13还包括品牌缩写字码块133、p/n型字码块134和版本号字码块135,字码块放置位121包括第一放置位1211和第二放置位1212,品牌缩写字码块133、年份字码块、月份缩写字码块132以及月份字码块依次设置在第一放置位1211,其中,年份字码块由四个数字字码块131组成,月份字码块由两个数字字码块131组成,p/n型字码块134、物料编号字码块以及版本号字码块135依次设置在第二放置位1212,其中,物料编号字码块由四个数字字码块131组成。
69.第一放置位1211和第二放置位1212可以并排设置,也可以分为两行对称设置,还可以分了两行错落设置,且第一放置位1211和第二放置位1212的位置可以相互交换,此处不做限制,本实施例中,第一放置位1211和第二放置位1212分为两行对称设置。
70.品牌缩写字码块133上的字码可以根据实际品牌缩写进行调整,本实施例中,该品牌缩写字码块133为gree型字码块。
71.p/n为part number,即物料编码的英文简写,p/n型字码块134后排列着由四个数字字码块131组成的物料编号字码块。
72.数字字码块131包括0型字码块、1型字码块、2型字码块、3型字码块、4型字码块、5型字码块、6型字码块、7型字码块、8型字码块和9型字码块,代表数字0至9,月份缩写字码块132包括jan型字码块、feb型字码块、mar型字码块、apr型字码块、may型字码块、jun型字码块、jul型字码块、aug型字码块、sep型字码块、oct型字码块、nov型字码块和dec型字码块,代表月份1至12月,版本号字码块135包括a型字码块、b型字码块、c型字码块、d型字码块、e型字码块、f型字码块、g型字码块、h型字码块、i型字码块、j型字码块、k型字码块、l型字码块、m型字码块、n型字码块、o型字码块、p型字码块、q型字码块、r型字码块、s型字码块、t型字码块、u型字码块、v型字码块、w型字码块、x型字码块、y型字码块和z型字码块,可以根据实际需要选择数字字码块131、月份缩写字码块132以及版本号字码块135,方便替换。
73.由于品牌缩写字码块133和p/n型字码块134一般情况下是固定不变的,因此在字码块替换过程中,品牌缩写字码块133和p/n型字码块134一般不需要替换。
74.本实施例中,第一放置位1211的品牌缩写字码块133、年份字码块、月份缩写字码块132以及月份字码块依次设置,形成产品的生产日期,如:gree2015jan05,第二放置位1212的p/n型字码块134、物料编号字码块以及版本号字码块135依次设置,形成产品的生产版本,如p/n1548c。
75.需要说明的是,品牌缩写字码块133、年份字码块、月份缩写字码块132以及月份字码块的排列顺序此处不做限定,p/n型字码块134、物料编号字码块以及版本号字码块135的排列顺序此处也不做限定,可以根据需要做调整,另外,版本号字码块135除了用26个英文字母之一表示之外,也可以用数字字码块131表示,如02版本,用数字表示时,可以不再需要制作26个英文字母的版本号字码块135,但需要多制作数字字码块131的备份。
76.从上述实施例二可以得到以下有益效果:
77.本实施例通过将字码块放置位设置为第一放置位和第二放置位,可以将字码块在第一放置位中排列组合形成产品的生产日期,将字码块在第二放置位中排列组合形成产品
的生产版本,从而利用第一放置位和第二放置位表示产品的不同信息。
78.实施例三
79.在实际应用中,在以上实施例的基础上,为了冲压的信息美观易读,还可以适当设置间隔块。
80.参见图1及图4,间隔块14为无字码的空白块,分别设置在品牌缩写字码块133和年份字码块之间、年份字码块和月份缩写字码块132之间,以及月份缩写字码块132和月份字码块之间的字码块放置位121中,与品牌缩写字码块133、年份字码块、月份缩写字码块132以及月份字码块组成第一字码块组,该第一字码块组可以为:gree 2015jan 05。
81.该间隔块14还设置在p/n型字码块134和物料编号字码块之间,以及物料编号字码块和版本号字码块135之间的字码块放置位121中,与p/n型字码块134、物料编号字码块以及版本号字码块135组成第二字码块组,该第二字码块组可以为:p/n 1548c。
82.需要说明的是,该间隔块14的位置此处不做限制,可以根据实际情况调整其在字码块放置位121中的位置,不局限在品牌缩写字码块133和年份字码块之间、年份字码块和月份缩写字码块132之间,以及月份缩写字码块132和月份字码块之间,也不局限在p/n型字码块134和物料编号字码块之间,以及物料编号字码块和版本号字码块135之间。
83.从上述实施例三可以得到以下有益效果:
84.本实施例通过设置间隔块的位置,能够将字码块放置位中的字码块按需求间隔开,避免不同类型的字码挤在一块,对阅读产品信息造成不利影响。
85.实施例四
86.在实际应用中,在以上实施例的基础上,为了将第一字码块组和第二字码块组固定在字码固定块内,防止冲压时发生松动,可以利用螺丝进行固定。
87.参见图1-3,字码组合模具1还包括第一螺丝15和第二螺丝16,第一螺丝15从字码组合模具1的侧面钉入,并穿过第一字码块组与字码固定块12的交接处,将第一字码块组和字码固定块12活动连接,第二螺丝16从字码组合模具1的侧面钉入,并穿过第二字码块组与字码固定块12的交接处,将第二字码块组和字码固定块12活动连接。
88.第一螺丝15和第二螺丝16可以为m4螺丝,也可以为其他类型的螺丝,此处不做限定,本实施例中,第一螺丝15和第二螺丝16为m4螺丝,第一螺丝15从字码组合模具1的侧面穿过第一字码块组与字码固定块12的交接处,使得第一字码块组和字码固定块12与第一螺丝15接触的一面形成弧形凹槽,并与该第一螺丝15相互嵌套,达到第一字码块组和字码固定块12通过第一螺丝15活动连接的效果,同理,第二字码块组和字码固定块12通过第二螺丝16活动连接。
89.需要说明的是,为了第一螺丝15和第二螺丝16钉入方便,也可以在第一字码块组和第二字码块组与对应螺丝接触的一面事先设置好与对应螺丝钉入部相适配的弧形凹槽。
90.从上述实施例四可以得到以下有益效果:
91.本实施例通过第一螺丝将第一字码块组与字码固定块活动连接,第二螺丝将第二字码块组与字码固定块活动连接,能够在冲压时使第一字码块组和第二字码块组保持静止,避免其移动对冲压的不利影响。
92.实施例五
93.在实际应用中,在以上实施例的基础上,为了对压字效果进行调整,还可以设置调
整垫片。
94.图5是本技术实施例示出的快换字码机构的结构示意图;
95.图6是本技术实施例示出的快换字码机构的另一结构示意图。
96.参见图5-6,字码组合模具1还包括调整垫片17,调整垫片17设置在字码固定块12和垫板11之间。
97.当字码块13上的字码压入待冲压材料的深度不够或过深都会影响到压字效果,相同的字码压入不同厚度、不同材质的待冲压材料,压字效果也不一样。为实现字码的通用性,即同样的字码压厚度变化不大的待冲压材料,或材质不同的待冲压材料,依旧保持清晰一致的压字效果,冲压前先在字码固定块12与待冲压材料之间预留调整间隙α,并通过调整字码固定块12和垫板11之间的调整垫片17的厚度,调整间隙α的大小,从而调整字码压入待冲压材料的深度,确保压字效果达到要求。
98.该调整垫片17为不锈钢材质,其厚度可以为0.05毫米、0.1毫米、0.15毫米或0.2毫米,亦或是其他满足调整需求的厚度,此处不做限制。
99.从上述实施例五可以得到以下有益效果:
100.本实施例通过设置调整垫片来调整字码压入待冲压材料的深度,保证达到良好的压字效果。
101.实施例六
102.在实际应用中,在以上实施例的基础上,为了压出效果良好的外凸字,还需要设置凹字模、上模块和下模块。
103.图7是本技术实施例示出的快换字码机构的凹字模结构示意图。
104.参见图5-7,该快换字码机构还包括凹字模2、上模块3和下模块4,上模块3底部设置有第一凹槽,凹字模2设置在第一凹槽内,且凹字模2的底面与上模块3的底面处于同一水平面,下模块4顶部设置有第二凹槽,字码组合模具1设置在第二凹槽内,且字码组合模具1中的字码块13上的字码相对下模块4的顶面向上突出,凹字模2底部设置有凹字槽,字码块13上的字码为凸字码,凹字槽的尺寸和形状与对应的凸字码相适配,第一凹槽与第二凹槽的位置在垂直方向上相对应,使得凹字槽与对应的凸字码在垂直方向的投影重合。
105.其中,凹字模2与第一凹槽固定连接,字码组合模具1与第二凹槽固定连接,其连接方式此处不做限定,可以用螺丝固定,也可以用销钉固定,亦或是其他连接方式,本实施例中,凹字模2与第一凹槽之间采用螺丝进行固定,字码组合模具1与第二凹槽之间采用m6螺丝进行固定,该m6螺丝由字码组合模具1的上表面钉入,依次穿过字码固定块12、垫板11和第二凹槽,将字码组合模具1与第二凹槽固定连接。
106.当开始冲压时,待冲压材料放置在下模块4上,上模块3带动凹字模2向下运动并与待冲压材料接触,字码组合模具1中字码块13上的字码由于相对下模块4向上突出,因此能够对待冲压材料施加向上的作用力,由于凹字槽与对应的凸字码在垂直方向的投影重合且凹字槽的尺寸和形状与对应的凸字码相适配,在上下模块进一步压紧的过程中,凸字码对待冲压材料施加的作用力使得待冲压材料向上嵌入凹字槽中,从上模块3往下模块4的方向上看,形成与凸字码形状和大小相适配的外凸字。
107.从上述实施例六可以得到以下有益效果:
108.本实施例通过将凹字模设置在上模块底部的第一凹槽内,将字码组合模具设置在
下模块顶部的第二凹槽内,由于凹字槽与对应的凸字码在垂直方向的投影重合且凹字槽的尺寸和形状与对应的凸字码相适配,冲压时上模块带动凹字模向下运动,直至将下模块上放置的待冲压材料压紧,使得字码块上的凸字码能够将待冲压材料挤压进凹字槽中,形成与凸字码形状和大小相适配的外凸字。
109.实施例七
110.在实际应用中,在以上实施例的基础上,为了压出效果良好的内凹字,还需要设置平面模、上模块和下模块。
111.图8是本技术实施例示出的快换字码机构的平面模结构示意图。
112.参见图5-6及图8,该快换字码机构还包括平面模5、上模块3和下模块4,上模块3底部设置有第一凹槽,平面模5设置在第一凹槽内,且平面模5的底面与上模块3的底面处于同一水平面,下模块4顶部设置有第二凹槽,字码组合模具1设置在第二凹槽内,且字码组合模具1中的字码块13上的字码相对下模块4的顶面向上突出,平面模5底部为平面结构,字码块13上的字码为凸字码,第一凹槽与第二凹槽的位置在垂直方向上相对应,使得平面结构与凸字码在垂直方向的投影重合。
113.其中,平面模5与第一凹槽固定连接,字码组合模具1与第二凹槽固定连接,其连接方式此处不做限定,可以用螺丝固定,也可以用销钉固定,亦或是其他连接方式,本实施例中,平面模5与第一凹槽之间采用螺丝进行固定,字码组合模具1与第二凹槽之间采用m6螺丝进行固定,该m6螺丝由字码组合模具1的上表面钉入,依次穿过字码固定块12、垫板11和第二凹槽,将字码组合模具1与第二凹槽固定连接。
114.当开始冲压时,待冲压材料放置在下模块4上,上模块3带动平面模5向下运动并与待冲压材料接触,字码组合模具1中字码块13上的字码由于相对下模块4向上突出,因此能够对待冲压材料施加向上的作用力,由于平面结构与凸字码在垂直方向的投影重合,在上下模块进一步压紧的过程中,平面模5对待冲压材料的上表面起到支撑作用,凸字码对待冲压材料施加的作用力使得待冲压材料的下表面向上凹陷,从下模块4往上模块3的方向上看,形成与凸字码形状和大小相适配的内凹字。
115.从上述实施例七可以得到以下有益效果:
116.本实施例通过将平面模设置在上模块底部的第一凹槽内,将字码组合模具设置在下模块顶部的第二凹槽内,由于平面结构与凸字码在垂直方向的投影重合,冲压时上模块带动平面模向下运动,直至将下模块上放置的待冲压材料压紧,使得字码块上的凸字码能够将待冲压材料的下表面向上挤压,形成与凸字码形状和大小相适配的内凹字。
117.实施例八
118.在实际应用中,在以上实施例的基础上,还可以设置上下模座将上模块和下模块固定在冲床上,便于冲压。
119.参见图5-6,该快换字码机构还包括上模座6和下模座7,上模座6设置在上模块3的顶部,用于将上模块3固定在冲床上工作台上,下模座7设置在下模块4的底部,用于将下模块4固定在冲床下工作台上。
120.上模座6与上模块3、下模座7与下模块4之间固定连接,其连接方式可以为螺丝固定,也可以为销钉固定,亦或是其他固定方式,此处不做限定,本实施例中,上模座6与上模块3之间通过螺丝和销钉固定连接,下模座7与下模块4之间也通过螺丝和销钉固定连接。
121.进一步地,字码组合模具1与第二凹槽之间的m6螺丝也可以穿过第二凹槽钉入下模座7,将字码组合模具1、下模块4和下模座7进一步固定,更进一步地,第二凹槽为底部镂空的镂空槽,则m6螺丝穿过字码组合模具1钉入下模座7,将字码组合模具1和下模座7进一步固定。
122.从上述实施例八可以得到以下有益效果:
123.本实施例通过上模座将上模块固定在冲床上工作台上,通过下模座将下模块固定在冲床下工作台上,方便冲床驱动上下模块进行冲压压字。
124.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1