车载弯曲显示屏的弧形印刷治具的制作方法
1.本实用新型涉及弯曲显示屏油墨印刷领域,具体地涉及一种车载弯曲显示屏的弧形印刷治具。
背景技术:
2.人们生活在物理世界和数字世界世界中,希望他们的汽车能够理解这种双重现实,并像他们的手机和其他智能设备一样无缝运行。
3.这种对连接性的偏好是汽车内饰、触摸屏和驱动互联体验的基础技术发生重大变革的关键因素之一。
4.为了满足驾驶员和乘客的连接需求,新型汽车显示器的尺寸正在不断增加15英寸及以上,同时也变得越来越薄。
5.在绝大多数现代汽车中,可能会设置多个屏幕,以及沿着中控台和内部其他地方的弯曲显示屏。
6.在对弯曲显示屏印刷油墨的时候,为了方便印刷,一般是对弯曲显示屏施加压力,将弯曲显示屏的弧形边压平。
7.但是,实际操作过程中,弯曲显示屏容易受压破裂,导致产品损毁率过高,因此,需要一种损毁率低的车载弯曲显示屏的弧形印刷治具。
技术实现要素:
8.本实用新型的目的是克服现有技术存在的在对弯曲显示屏印刷油墨的时候,为了方便印刷,一般是对弯曲显示屏施加压力,将弯曲显示屏的弧形边压平,弯曲显示屏容易受压破裂,导致产品损毁率过高的问题,提供一种车载弯曲显示屏的弧形印刷治具,该印刷治具能够轻松将弯曲显示屏固定,不需要再将弯曲显示屏的弧形边压平,能够有效的降低印刷油墨过程中弯曲显示屏的损毁率。
9.为了实现上述目的,本实用新型公开了一种车载弯曲显示屏的弧形印刷治具,所述弧形印刷治具包括基座,所述基座的上表面设置有用于放置弯曲显示屏的定位沉槽,所述定位沉槽的底面设置为与弯曲显示屏的下表面相贴合,所述定位沉槽内设置有贯穿所述基座的吸气孔。
10.优选的,所述定位沉槽的深度为所述弯曲显示屏厚度的0.5-1倍。
11.优选的,所述定位沉槽的底面包括:设置于中部的平面和与所述平面连接的设置于两端的弧形面。
12.优选的,所述平面与所述弧形面相连接的位置设置有缓冲坡,所述缓冲坡的两端分别与相应的所述弧形面和平面平滑连接。
13.优选的,所述弧形面的弯曲弧度为55
°‑
65
°
。
14.优选的,所述定位沉槽的各拐角设置为弧形角。
15.优选的,所述基座的上表面设置为与所述定位沉槽的底面相平行的弧面。
16.优选的,所述定位沉槽的底面设置有若干个连通的吸气槽,所述吸气槽与所述吸气孔连通。
17.优选的,所述吸气孔的上端设置有与相邻的所述吸气槽连通的缺口。
18.优选的,所述吸气孔设置有多个,所述吸气孔最好设置于相邻所述吸气槽连通处的沟槽内。
19.优选的,所述定位沉槽内设置有多个吸气槽,多个所述吸气槽互不相通,每个所述吸气槽内至少对应设置一个所述吸气孔。
20.优选的,所述基座上设置有多个贯穿其上表面和下表面的沉通孔。
21.优选的,所述沉通孔至少设置有四个。
22.优选的,所述基座的材质为电木板
23.通过上述技术方案,在对弯曲显示屏印刷油墨时,首先将弯曲显示屏放置在定位沉槽内,定位沉槽的底面设置为能够与弯曲显示屏相贴合的弧形。吸气孔位于基座底面的端口连通真空器或者气泵,使吸气孔产生吸力,将放置于定位沉槽内的弯曲显示屏吸附固定,避免在印刷油墨时,因定位沉槽可能出现的微小误差使得弯曲显示屏活动。相比于传统的印刷方法,通过该治具的辅助,在向弯曲显示屏上印刷油墨时,能够轻松将弯曲显示屏固定,不需要再将弯曲显示屏的弧形边压平,能够有效的降低印刷油墨过程中弯曲显示屏的损毁率。
附图说明
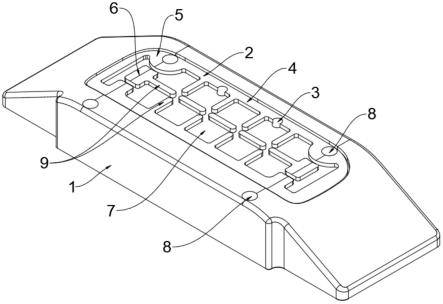
24.图1是本实用新型的其中一种实施方式的整体结构示意图;
25.图2是图1的俯视示意图;
26.图3是图1的仰视示意图;
27.图4是图1的剖视示意图。
28.附图标记说明
29.1-基座,2-定位沉槽,3-吸气孔,4-平面,5-弧形面,6-缓冲坡,7-吸气槽,8-沉通孔,9-隔断肋。
具体实施方式
30.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
31.在本实用新型中,在未作相反说明的情况下,“上、下、顶、底、远、近、侧”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
32.本实用新型公开了一种车载弯曲显示屏的弧形印刷治具,弧形印刷治具包括基座1,基座1的上表面设置有用于放置弯曲显示屏的定位沉槽2,定位沉槽2的底面设置为与弯曲显示屏的下表面相贴合,定位沉槽2内设置有贯穿基座1的吸气孔3。
33.在对弯曲显示屏印刷油墨时,首先将弯曲显示屏放置在定位沉槽2内,定位沉槽2的底面设置为能够与弯曲显示屏相贴合的弧形。吸气孔3位于基座1底面的端口连通真空器或者气泵,使吸气孔3产生吸力,将放置于定位沉槽2内的弯曲显示屏吸附固定,避免在印刷
油墨时,因定位沉槽2可能出现的微小误差使得弯曲显示屏活动。相比于传统的印刷方法,通过该治具的辅助,在向弯曲显示屏上印刷油墨时,能够轻松将弯曲显示屏固定,不需要再将弯曲显示屏的弧形边压平,能够有效的降低印刷油墨过程中弯曲显示屏的损毁率。
34.在本实施方式中,定位沉槽2的深度为弯曲显示屏厚度的0.5-1倍。实际使用时,仅要求定位沉槽2能够约束弯曲显示屏不会向四周移动即可,同时弯曲显示屏放置在定位沉槽2内后,弯曲显示屏的上表面最好能够与基座1上表面齐平或者高于基座1上表面,避免弯曲显示屏边缘被定位沉槽2遮挡,便于向弯曲显示屏上印刷油墨。
35.在本实施方式中,定位沉槽2的底面包括:设置于中部的平面4和与平面4连接的设置于两端的弧形面5。目前市场上的大部分车载弯曲显示屏一般中部为平面4,两端为弯曲弧形面5,因此将定位沉槽2的底面设置为上述形状,更具有普适性。
36.在本实施方式中,由于弯曲显示屏的曲面连贯且平滑,为了使定位沉槽2的底面也同样连贯且平滑,平面4与弧形面5相连接的位置设置有缓冲坡6,缓冲坡6的两端分别与相应的弧形面5和平面4平滑连接。一方面使定位沉槽2的底面能够更好的与弯曲显示屏贴合,另一方面避免存在棱角划伤弯曲显示屏,例如当吸气孔3产生吸力将弯曲显示屏吸附固定时,弯曲显示屏与定位沉槽2的底面之间会有较大的相互作用力,若是存在棱角会很容易导致弯曲显示屏划伤甚至破碎。
37.在本实施方式中,弧形面5的弯曲弧度为55
°‑
65
°
,即:弧形面5整体弯曲度一致,在55
°‑
65
°
之间;或者,弧形面5弯曲弧度从内之外渐渐变大。实际生产时,弧形面5的弯曲弧度要能够贴合所要印刷油墨的弯曲显示屏。
38.在本实施方式中,由于现有的车载弯曲显示屏的拐角一般为弧形角,因此定位沉槽2的各拐角设置为弧形角,能够更好的与弯曲显示屏贴合,避免弯曲显示屏在定位沉槽2内活动。由于一般弯曲显示屏展开后为矩形,有四个角,因此定位沉槽2可以设置为带有弧度的矩形,并且矩形的四角设置为弧形角。
39.在本实施方式中,基座1的上表面设置为与定位沉槽2的底面相平行的弧面。基座1上表面这样设计有以下几点好处:第一,若是弯曲显示屏上表面与基座1上表面齐平,则基座1的上表面可以完全与弯曲显示屏上表面重合。第二,可以根据基座1上表面与弯曲显示屏上表面各处的间距来判断弯曲显示屏是否与定位沉槽2的底面贴合;若贴合,则弯曲显示屏上表面的边缘与基座1上表面的各处间距应当相等;若未贴合,则可以快速判断何处未贴合。第三,更加的美观。
40.在本实施方式中,定位沉槽2的底面设置有若干个连通的吸气槽7,吸气槽7与吸气孔3连通。设置多个与吸气孔3连通的吸气槽7可以扩大吸气孔3的有效吸力范围,扩大弯曲显示屏的被吸附面积。一方面减小弯曲显示屏与定位沉槽2底面的接触面积,降低弯曲显示屏与定位沉槽2贴合的一面的划伤几率;另一方面防止弯曲显示屏因局部受力过大导致破裂损坏。多个吸气槽7相互连通设置,一方面可以降低对吸气孔3数量的要求;另一方面,在吸气孔3数量较少时,避免为了适应吸气孔3而将吸气槽7的数量也设置的较少,至使吸气槽7分布不均匀,进而导致吸力分布不均匀。
41.多个吸气槽7根据定位沉槽2的长度和宽度可以设置为一排或多排,每排设置有多个。设置为一排时,相邻的吸气槽7之间设置有隔断肋9,隔断肋9中间设置有缺口用以连通相邻的吸气槽7。设置为两排时,通过横向和纵向设置的隔断肋9将相邻吸气槽7隔开,同时
横向隔断肋9和纵向隔断肋9交汇处再设置缺口用以连通吸气槽7,整体类似一个个田字形,隔断肋9起到支撑完全显示屏的作用。吸气槽7设置为更多排时,依照上述方法类比设置,不再赘述。
42.在本实施方式中,吸气孔3的上端设置有与相邻的吸气槽7连通的缺口。即吸气孔3若是不直接设置于吸气槽7内,则需要在吸气孔3上端开设缺口,使吸气孔3能够与吸气槽7连通;吸气孔3也可直接开设于吸气槽7内。
43.在本实施方式中,吸气孔3设置有多个,吸气孔3设置于相邻吸气槽7连通处的沟槽内,可以快速的使各吸气槽7均产生吸力,使得吸力分布更加均匀,更加迅速。
44.在本实施方式中,定位沉槽2内设置有多个吸气槽7,多个吸气槽7互不相通,每个吸气槽7内至少对应设置一个吸气孔3。相比于多个吸气槽7连通,设置少量吸气孔3的方式,每个吸气槽7对应设置一个吸气孔3,可以进一步的加快各吸气槽7吸力产生效率,提高吸力分布的均匀性,但成本相对较高。
45.在本实施方式中,基座1上设置有多个贯穿其上表面和下表面的沉通孔8。由于基座1上表面的平面4与下表面相互平行,为了便于打孔以及便于安装螺栓,该沉通孔8最好设置于基座1上表面的平面4部位。沉通孔8可以位于定位沉槽2外,也可以位于定位沉槽2内,不干涉弯曲显示屏的放置于固定即可。
46.在本实施方式中,沉通孔8至少设置有四个,四个沉通孔8可以设置于基座1上表面的平面4四角,固定更加牢靠。
47.在本实施方式中,基座1的材质为电木板,电木是一种人造合成化学物质,一旦加热成型后,便凝固无法再塑造成其他东西,具有不吸水、不导电、耐高温、强度高等特性,适用于制作治具。
48.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于此。在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本实用新型所公开的内容,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1